
Как производится капиллярная пайка с фитингом
Перед началом работы следует подготовить инструменты и материалы:
- газовую горелку;
- флюс;
- припой;
- труборез;
- фаскосниматель;
- ершик и мелкую наждачку.
Порядок действий:
Галерея изображений
Фото из
Берем медную трубу и отрезаем кусок нужного размера, используя труборез. Другой инструмент не подойдет, так как возможно деформирование трубы. Срез должен быть идеально ровным
Берем фаскосниматель и уверенными, но аккуратными движениями убираем лишний материал. Обработать необходимо обе стороны – наружную и внутреннюю
Используя мелкую наждачную бумагу или абразивную губку по металлу, тщательно зачищаем конец трубы, чтобы она стала идеально гладкой и блестящей
Чтобы припой ложился ровно, на рабочую зачищенную область наносим пасту или флюс. Тонкий и аккуратный слой обеспечен использованием кисти с натуральной щетиной
Подготовить необходимо и фитинг. Для этого зачищаем внутреннюю стенку металлическим ершиком с удобной ручкой, стараясь обработать всю поверхность без пропусков
Как и трубу, фитинг покрываем флюсом или пастой для пайки. Обработать необходимо посадочное место полностью, только так можно создать хорошие условия для затекания припоя
Надеваем фитинг на конец медной трубы так, чтобы образовалось телескопическое соединение. Остатки выступившего флюса удаляем сухой тряпочкой
Нагреваем место соединения горелкой и аккуратно подносим к зазору припой, не допуская перегрева медных труб. Олово плавится и заполняет пустое пространство
Шаг 1 – отрезание трубы
Шаг 2 – удаление фаски
Шаг 3 – зачистка наружной стенки трубы
Шаг 4 – обработка трубы пастой для пайки
Шаг 5 – зачистка внутренней части фитинга
Шаг 6 – обработка фитинга пастой для пайки
Шаг 7 – соединение фитинга и трубы
Шаг 8 – пайка горелкой
После остывания оловянного припоя образуется прочное соединение, обеспечивающее стопроцентную герметичность. Процесс пайки без фитинга производится по той же схеме, но с единственным отличием: вместо соединительного элемента обрабатывается конец второй трубы, надеваемой сверху внахлест. Зазор между трубами тем же способом заполняется расплавленным припоем.
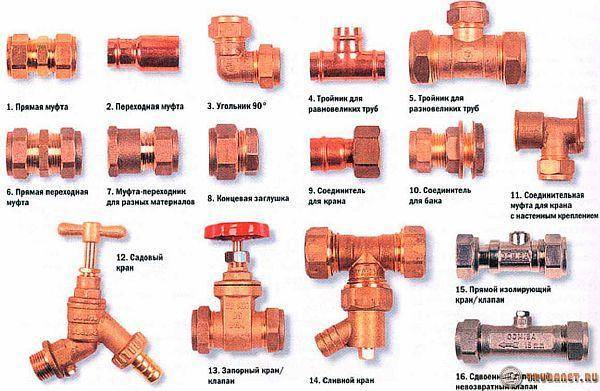
Виды фитингов под обжим
Видео
Медные фитинги
 Watch this video on YouTube
Watch this video on YouTube
Эти устройства бывают следующих видов:
- Тройник. Для монтажа ответвлений в одну сторону;
- Крестовина. Для устройства ответвления в две стороны;
- Муфта. Используется для того, чтобы соединять заготовки трубопроката, которые имеют одинаковые диаметры;
- Отвод. Применяют, чтобы образовался поворот;
- Заглушка. Ставится на конец отрезанной заготовки.
Для стыка труб, которые имеют одинаковые диаметры, применяют прямые детали, а для различных диаметров пользуются переходным вариантом.
По типам их делят на:
- Резьбовые;
- Компрессионные;
- Капиллярные;
- Пресс-фитинги;
- Самофиксирующиеся.
Как монтируют фитинги под обжим на медную трубу
Видео
Радиальные прессы для обжима фитингов
 Watch this video on YouTube
Watch this video on YouTube
По евростандартам, соединители под обжим делят на два вида и обозначают маркировку буквой А или В.
Вид А. Применяют исключительно для укладки наземных трубопроводных сетей, созданных из полу твердых видов меди, или из нержавейки.










Вид В. Его используют для наземной и подземной коммуникационной системы, созданные из мягких и полутвердых видов меди с толстостенными трубами.
Как монтируют фитинги под обжим вида А:
Видео
Прессование медных труб – это быстро и просто! (4)
 Watch this video on YouTube
Watch this video on YouTube
- Подбирается элемент необходимого размера. Это выполнить просто, потому, что все соединительные конструкции производятся по одному евростандарту;
- Отрезается заготовка трубы необходимого размера и на ней удаляются заусеницы. Срезы проверяют калибром. С заготовки удаляется загрязнение, зачищаются плохо обработанные края и повреждения. На заготовку одевают кольцо обжима.
После такой работы, труба может быть немножечко деформирована. Это будет подтверждать то, что соединение проделано герметично.
Как монтируют обжимные фитинги вида В
Видео
Медные трубы (монтаж, пайка)
 Watch this video on YouTube
Watch this video on YouTube
Этот вид соединительных элементов под обжим монтируют почти по такой же схеме, как и в первом случае. Место среза тщательно чистят от грязи. Резьба тоже должна быть без грязи. Допускается только незначительная смазка резьбы машинным маслом.
Так легче будет завернуть трубу. Нужно контролировать то, чтобы конус уплотнения прижимался к внутренней стороне заготовки, а край самой заготовки обязательно нужно развальцевать.
Необходимо правильно выбрать ключ. Он не должен расшатываться, такое приведет к повреждению гайки. Например, для диаметра 54 мм, понадобиться ключ на 750 мм.
Особенности соединения данных фитингов с трубами
Видео
Watch this video on YouTube
Стоимость магистрали из медных труб высокая, поэтому при покупке материалов советуют соблюдать такие правила:
- Нужно отдать предпочтение однородным материалам, так вся конструкция прослужит дольше;
- Не стоит комбинировать медь и нелегированную сталь. Электрохимические процессы между ними на соединение действуют губительно. При этом элементы из стали покрываются ржавчиной;
- Если без использования разнородных материалов обойтись нельзя, то изделия из стали монтируют перед медными по направлению движения жидкости;
- Медные трубы отлично сочетаются с элементами сети их ПВХ. В этой ситуации нет негативных последствий.
Используем пайку
Видео
Watch this video on YouTube
Фитинги под обжим для медных труб изготавливают различных диаметров, это позволяет монтировать любые системы.
Для отопительных сетей и водопровода применяют трубопрокатные изделия небольшого диаметра, и их соединяют пайкой. Эта работа не потребует много свободного места.
Применение обжимных вариантов для медных труб позволяет проложить хорошую магистраль с небольшими затратами сил и времени.
Фитинги под пайку очень легко соединять низкотемпературной и высокотемпературной пайкой. Эти детали соединения позволяют решить конструкторские решения повышенной сложности.
Видео
Монтаж медного трубопровода без припоя
 Watch this video on YouTube
Watch this video on YouTube
А гибкость меди позволяет избежать лишнего количества стыков и коленей. Она довольно жесткий, но пластичный материал, и система из него выходит надежной и устойчивой к влиянию внешних факторов.
Фитинги для медных труб под обжим, применяют очень часто, потому, что это выгодно и удобно. Только не стоит экономить на качестве материалов. Иначе очень быстро трубопровод придется ремонтировать.
Ответственное отношение к выбору и установке комплектующих деталей, станет залогом того, что магистраль прослужит очень длительный период времени.
Самофиксирующиеся соединители
Видео
Вальцовка медной трубы
 Watch this video on YouTube
Watch this video on YouTube
Самофиксирующиеся элементы представляют собой устройства механического типа. В его основе находятся внутренние кольца, и на одном из этих колечек есть зубцы. Они от придавливания ключом-съемником плотно заходят в другое кольцо.








Этот вид стыка отличается надежностью и прочностью. Применить эту деталь можно не один раз, потому, что при помощи ключа-съемника, она очень просто снимается.
Этот вид фитингов производят из меди, и он отлично скрепляет заготовки любых видов сечения и отличающихся материалов. Это очень удобный способ для магистрали из различных трубопрокатных изделий и фитингов.
Медные трубы для внутренней разводки
В отличие от пластиковых аналогов, медные трубопроводы имеют минимальное тепловое расширение, не деформируются в течение длительного периода и не реагируют на солнечные лучи. Их можно устанавливать зимой и летом – технические характеристики меди от воздействия низких температур не меняются.
Предлагаем информацию, которая может пригодиться при выборе или монтаже трубного материала из меди.
Разновидности: изолированные и неизолированные
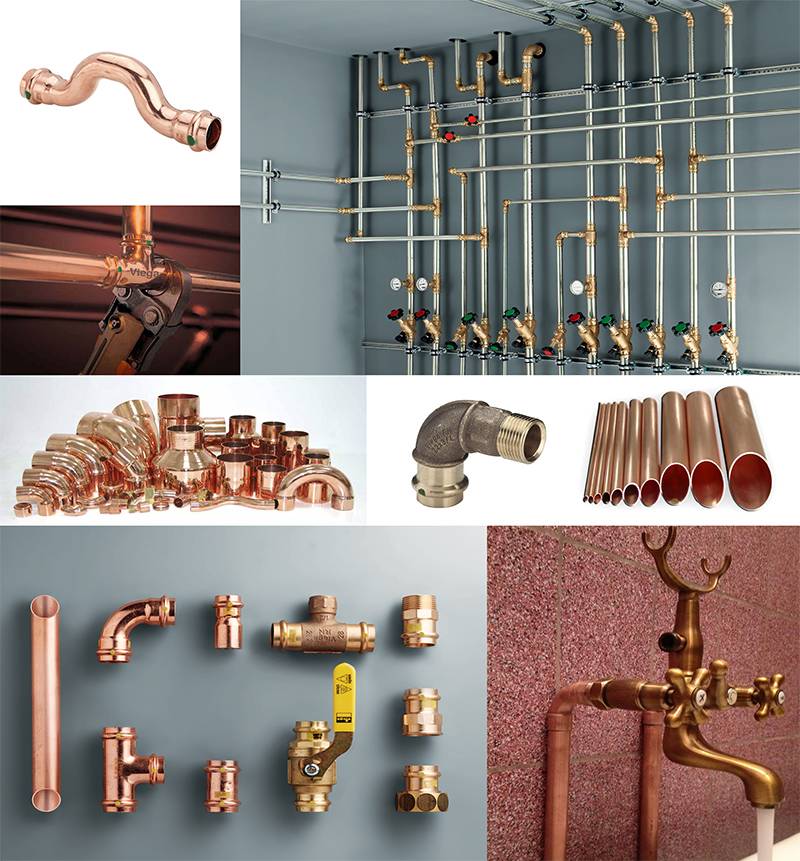
Мы привыкли видеть неизолированные медные трубопроводы – металлические сети красноватого оттенка, собранные с помощью фитингов из меди, бронзы или латуни, иногда – паяные или соединенные сварным муфтовым методом.
Разводка системы отопления, для сборки которой применены неизолированные медные трубы. Смена направления трубопровода выполнена с помощью угловых фитингов 90°, монтаж к стенам осуществлен стальными хомутами с уплотнителями
Отечественные и иностранные производители предлагают продукцию, отличающуюся не только размерами, формой сечения или способом изготовления, но и внешним оформлением. Таким образом, среди медного трубопроката можно найти следующие разновидности труб:
- неизолированные для монтажа внутридомовых сетей и сборки газового и электрического оборудования;
- с ПВХ изоляцией для защиты от коррозии и механических повреждений;
- с эластичной полиэтиленовой изоляцией для систем водоснабжения;
- с изоляцией из вспененного полиуретана для сетей с максимальными теплосберегающими требованиями;
- с защитной изоляцией для теплых полов и комплексных систем.
Для соединения медных труб с изоляцией используют фитинги без изоляции, причем способы монтажа не отличаются от обычных.
Как разобраться в маркировке
Чтобы не ошибиться при покупке труб для самостоятельного монтажа, необходимо научиться читать маркировку и цветовые пометки.
Ответственные производители наносят маркировку несмываемым составом прямо на поверхность изделия. Если обозначений нет на трубе, их можно отыскать в сопроводительной документации
Изготовление труб отечественных марок производится по ГОСТ 617-90, раздел которого так и называется – «Трубы медные». Маркировка наносится по общей схеме, в ней указывается следующая информация:
- способ изготовления (тянутая, холоднокатаная – Д, прессованная – Г);
- сечение (круглое – КР);
- точность изготовления (нормальная – Н, повышенная – П);
- состояние (от мягкого – М до твердого промышленной прочности – Ч);
- длина (немерная – НД, кратная мерной – КД, в бухтах – БТ);
- особые условия.
К особым условиям относятся обозначения изделий увеличенной длины или высокой точности по кривизне и длине.
Образец маркировки ГКРПТ 32*3*5000 М3 расшифровывается следующим образом: прессованная твердая круглого сечения повышенной точности изготовления, с внешним сечением 32 мм, толщиной стенки 3 мм, мерной длиной 5 м, из меди марки МЗ.
Кроме маркировки ГОСТа используется система обозначений по международному стандарту NF: обязательно указывается страна, производитель, номер завода, типоразмер.
Сортамент и условия выбора
Трубный материал небольшого сечения реализуют бухтами по 25 м и 50 м, а изделия крупного диаметра – отрезками мерной длины, чаще всего по 3-5 м. В бухты сворачивают так называемые «мягкие» виды, широко применяемые для обогревания пола. Тонкий шнур легко перегибается и не требует установки фитингов или других элементов, обеспечивающих монтаж поворотов трубопровода жесткого типа.
Как и все виды труб, медные изделия отличаются толщиной стенки. Стандартные размеры ограничены рамками от 1 мм до 3 мм. Оптимальные стандарты для отопительных систем – от 1,5 мм до 2 мм
Для определения параметров или характеристик трубного материала различного сечения используют таблицы.
Таблица типоразмеров медных и стальных труб с указанием толщины изоляции по размеру. Для обозначения диаметра используются дюймы и миллиметры
Некоторые виды труб пользуются повышенным спросом. Например, для водопровода применяют изделия от 12 мм до 22 мм в диаметре, а для сливных систем – от 32 мм и выше. Кроме внешнего сечения принято указывать и толщину стенки или внутренний диаметр (предположим, 12/2 или 12/14 – это труба с внешним диаметром 14 мм, внутренним –12 мм и толщиной стенки 2 мм).
Способы пайки
Существует два способа соединения методом пайки:
- Низкотемпературная пайка, которая подразумевает разогрев места соединения до + 250-300°C с применением газовой смеси (пропан — бутан), стандартного флюса и низкотемпературного мягкого припоя.
- Высокотемпературная пайка использует температуру разогрева более + 650°C, газовую смесь (пропан — кислород или ацетилен — кислород), высокотемпературного флюса и твердого припоя.
Низкотемпературная пайка применяется для соединения труб в бытовых системах. Произвести такую стыковку сможет даже человек, не обладающий специальными знаниями и навыками.










Высокотемпературный способ отличается повышенной прочностью. Трубы, соединенные под воздействием высоких температур способны работать под большим давлением, и могут использоваться для транспортировки газа либо опасных жидкостей. Для выполнения пайки требуется использование профессионального оборудования, поэтому обычно применяется на производствах.
Существует принципиальное различие в технологическом процессе низкотемпературной и высокотемпературной пайки:
- В первом случае разогревается соединение и от нагретого металла плавится припой, который необходимо держать в нижней части соединения.
- При высокотемпературной пайке предварительно разогревается припой, после чего вместе с ним греется соединение до тех пор, пока припой не заполнит заготовленный для него паз. Высокая температура позволяет это сделать мгновенно, лишний перегрев меди негативно сказывается на ее эксплуатационных характеристиках и ослабляет прочность соединения.
Достоинства и минусы этих деталей
Соединять трубопроводы фитингами под обжим очень легко. При таком способе не понадобиться использовать высокую температуру, или брать в работу специальное оборудование.
Так укладывают трубы даже в местах трудного доступа. Такая работа нуждается в следующих инструментах:
- Гаечный ключ;
- Калибратор;
- Резак.
Если сравнить время и затраты труда на эту работу, то они небольшие. А проложенный трубопровод выходит герметичным и, служащим длительное время.

Но, как бы ни была хороша такая система, она все-таки имеет недостатки. Фитинг под обжим необходимо постоянно проверять и подтягивать. По этой причине, их не рекомендуют укладывать под бетон.
А еще эти детали рассчитывают на работу системы с невысоким давлением. Если сравнивать их надежность с пайкой, то у данных фитингов она меньше.
Соединение, смонтированное с обжимными фитингами, становится конструкцией, которую используют многократно.

Как выполнить соединение под пайку
Пайка как метод соединения считается одним из лучших способов монтажа трубопроводов, поскольку создает герметичный и прочный стык.
Для выполнения соединения требуется:
- газовая горелка или электроиндукционные нагреватели;
- припой — сплав из олова и свинца, которые при нагревании плавятся;
- флюс — раствор для удаления оксидов для уменьшения натяжения и равномерного распределения припоя в месте стыка.
Капиллярная технология
Соединение медных деталей методом пайки основано на принципах капиллярной технологии.
Капиллярный эффект иначе — эффект смачивания представляет собой взаимодействие атомов жидких и твердых веществ.
В процессе выполнения соединения твердый металл трубы или детали, смешиваясь с жидким металлом припоя, расплавляясь, смачивается, в результате чего растекается и заполняет зазор между этими элементами. После остывания кристаллизуется, образуя монолитное соединение.

Преодолевая силу тяжести жидкость поднимается вверх, припой словно смачивает металл, из которого состоят элементы соединения. При этом качественное смачивание происходит лишь в том случае, когда поверхность металла не окислена. Для удаления оксидных загрязнений применяется флюс-раствор, который к тому же препятствует окислению в процессе соединения.
Медь прекрасно поддается пайке.
Капиллярный эффект позволяет почти мгновенно соединять медные трубы и фитинги
Однако важно понимать, что прочное соединение создается только при условии правильной подготовки элементов:
- Срез должен проходить строго под прямым углом относительно длины изделий.
- Место среза необходимо предварительно очистить от зазубрин.
- Перед разогревом на внешнюю сторону среза наносится флюс-раствор для равномерного распространения припоя в месте стыковки. В домашних условиях может использоваться горелка с газовым баллоном на 200 мл, этого вполне хватит для создания температуры + 250°C. Если работа с открытым пламенем невозможна — применяются специальные электрические паяльники. Метод работы и состав припоя при этом не изменяются.
- По окончании работ следует дождаться полного остывания места стыковки, не сдвигая и не поворачивая трубу, чтобы избежать появления наплывов на внутренней стороне трубы.
Инструкция по прессованию труб из меди
Единственный инструмент, который потребуется для поведения процедуры прессования – пресс-клещи. Перед началом работ отрезки труб готовим по инструкции, изложенной выше.










Пошаговый инструктаж:
Галерея изображений
Фото из
Для выбора нужного фитинга используем специальные приспособления или читаем маркировку, нанесенную на деталь
Для плотного примыкания пресс-фитингов не нужно использовать припой или флюс. Достаточно вставить конец трубы внутрь фитинга до упора
Качество прессовки зависит и от правильного выбора насадки, который определяется размером фитинга. Перед процедурой устанавливаем насадку в клещи
Вставляем соединение фитинга с трубой в разъем насадки клещей, придаем неподвижность (защелкиваем) и зажимаем его движением рукояток или нажатием на кнопку
Шаг 1 – подбор фитинга по размеру
Шаг 2 – соединение трубы и фитинга
Шаг 3 – выбор насадки для пресс-клещей
Шаг 4 – обжим пресс-фитинга клещами
Напоминаем, что опрессовкой создается необслуживаемое соединение, которое служит до 30 лет и более. Готовый трубопровод можно укладывать в штробы, зашивать гипсокартоном или заливать стяжкой.
Советы по правильной прессовке труб малого и большого диаметра
Существует ряд нюансов, знание которых помогает справиться с самостоятельной прессовкой медных фитингов, даже если вы занимаетесь этим впервые.
Галерея изображений
Фото из
Еще перед началом процесса опрессовки проверьте, соответствуют ли детали назначению трубопровода. Уплотнитель желтого цвета – для газа, черного цвета – для воды
Прессовку небольших отрезков можно осуществлять на рабочем столе, а затем уже на месте монтажа выполнить соединение длинных фрагментов
Для обработки труб большого диаметра подбираются соответствующие насадки. Прессовка фитингов диаметра 108 мм осуществляется дважды, с поворотом на пол-оборота при второй попытке
Хотя пресс-клещи автоматически контролируют качество прессовки, после процедуры нужно убедиться, правильно ли она произведена. Для этого достаточно осмотреть фитинг – результатом работы является характерная канавка
Учет цветовых обозначений на фитингах и уплотнителях
Сборка коротких фрагментов на столе
Прессовка труб большого диаметра
Поверка качества прессовки медных труб
Производя обжим вручную, старайтесь не прилагать излишние усилия, чтобы не деформировать трубы.
Выбор фитингов зависит от множества причин, в том числе и от ваших навыков. Если умений недостаточно, то браться за горелку не стоит, а сделать обжимное или прессованное соединение по силам и новичкам.
Как устроен и работает фитинг под обжим
Это устройство включает в себя:
- Корпус;
- Обжимную гайку;
- Обжимное кольцо. Зачастую ставят одно или два кольца. Они повышают герметичность стыка, и обеспечивают противостояние высоким давлениям. Также это продлевает длительность использования конструкции.
Для производства этих элементов применяют:
- Латунь;
- Медь;
- Пластик;
- Металл.
Для медных трубопрокатных изделий чаще всего используют латунные фитинги. Их просто обрабатывать и они отличается невысокой стоимостью, если сравнивать его с медной продукцией.










А прочность латуни равняется нержавеющей стали, и укладывается она куда легче. Чтобы увеличить устойчивость фитингов из латуни, их покрывают никелем.

Покупая такие детали, необходимо учесть их вес (не берите легкие элементы). А еще специалисты рекомендуют приобретать их у известного изготовителя.
Так финансы не будут потрачены попусту, а магистраль будет работать бесперебойно и надежно.





