
Как паять полипропиленовые трубы
Рассмотрим процесс на примере создания водопровода в квартире.
Важно: убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Нарушение правильности окружности, неравномерный нагрев фрагментов приведут к плохому качеству спайки. Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
- аппарата для сварки вручную полипропиленовых труб с тефлоновыми насадками 14…63 мм;
- ручной фаскосниматель (принципы работы с ним показаны в видео);
- для армированных труб (РР25) потребуется также шейвер для зачистки наружного слоя;
- резак любого подходящего типа;
- рулетка и маркер для разметки;
- обезжиривающий состав для обработки свариваемых поверхностей (ацетон, этиловый или изопропиловый спирт, хлорэтилен, трихлорэтан);
- жесткая брезентовая ветошь для очистки нагревательных элементов.
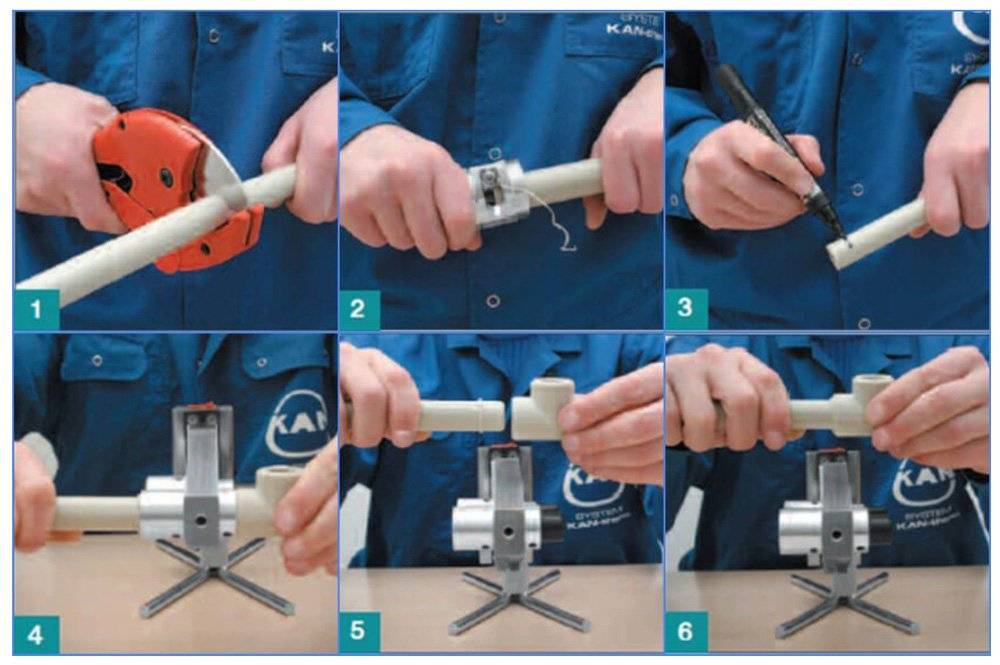
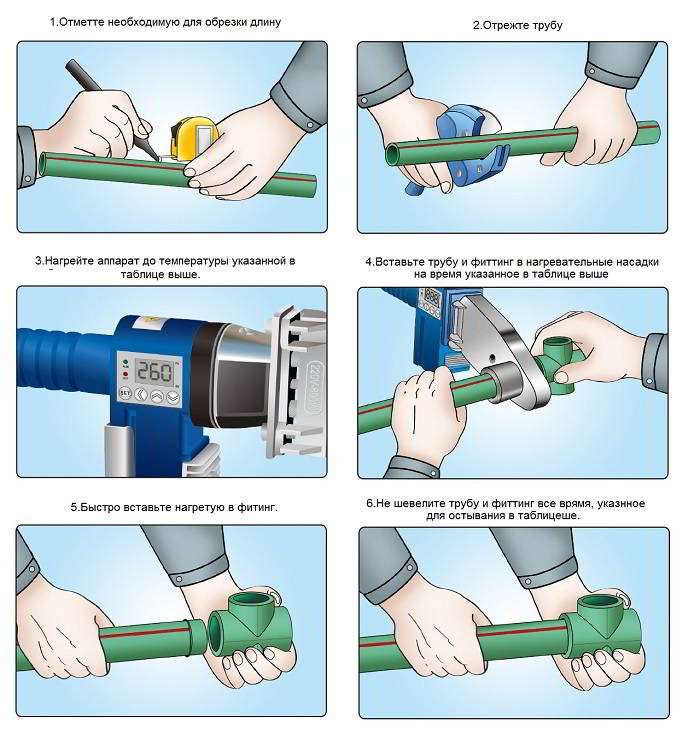
Как выполняется сварка и подготовка полипропиленовых труб:

устанавливается сварочный аппарат, подбираются нагревательные насадки. Перед использованием их обязательно протирают для удаления остатков предыдущей пайки, обезжиривают, как и сами детали коммуникаций;
размечаются участки трубопровода для пайки, обрезаются до нужной длины;
снимают фаску с трубы;
обозначают ширину сварочного пояса – участка, который будет входить в фитинг
Важно – необходимо загнать трубу в посадочное отверстие фитинга до упора. В противном случае между соединяемыми трубами остается зазор, плохо влияющий на дальнейшую эксплуатацию трубопровода
Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
для армированных труб удаляют верхний слой ровно на ширину сварочного пояса;
включают аппарат для нагрева. В зависимости от температуры в помещении, для этого потребуется 10…15 мину (поэтому можно вначале включить паяльник, а потом выполнять пункты 2…5). Температуру сварки выставляют 260 градусов, дожидаются включения зеленого индикатора паяльника – это означает, что оптимальный нагрев достигнут;
устанавливают трубу и фитинг на нагретые насадки. Длительность нагрева выбирается согласно диаметру изделия и толщине стенки;
нагретые детали плавным движение ОДНОВРЕМЕННО снимают с насадок и соединяют. Необходимо вдвигать трубу в фитинг без прокручивания и резких толчков;
выдерживают необходимое время первичной спайки и оставляют соединенные элементы до полного остывания (2…15 минут).
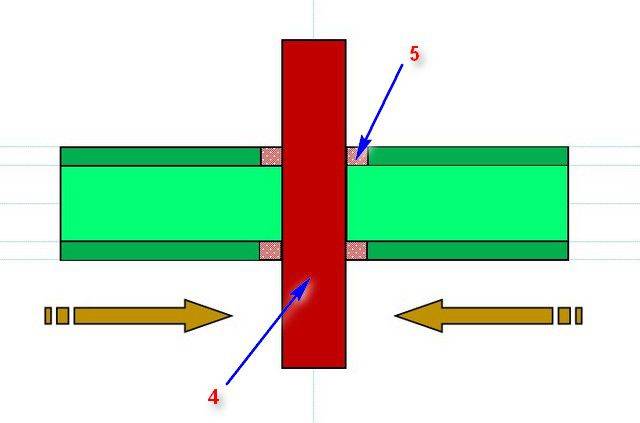
Важно: при нагреве полипропиленовые трубы выделяют токсины! Необходимо обеспечить качественную вентиляцию помещения, не направляя при этом воздушный поток непосредственно на область нагрева – детали могут разогреваться неравномерно. На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют
На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют.

https://youtube.com/watch?v=HQGRx3CWioY
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
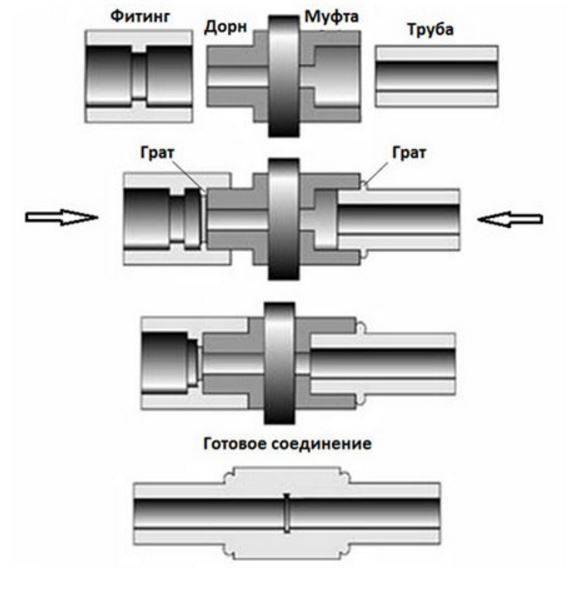
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.








Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
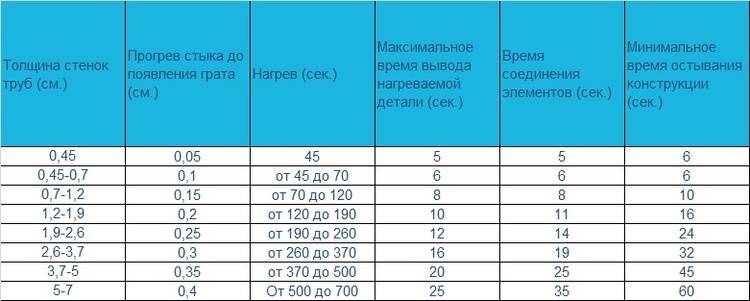
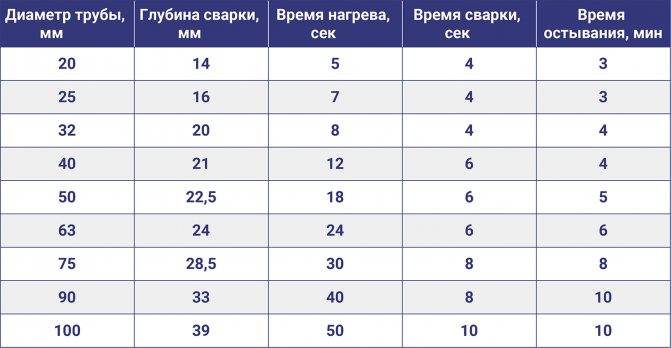
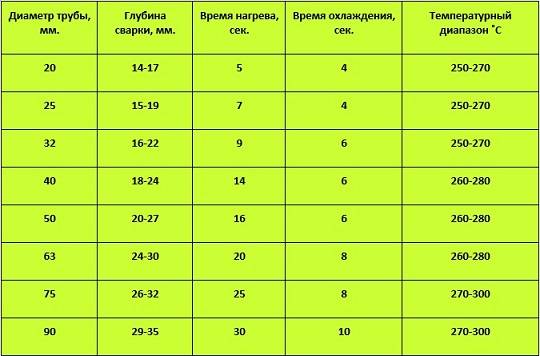
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения
Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения. Остаток воды в трубе может стать фатальным для соединения
Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Сварка труб с армированием
Рассмотрим, как правильно сваривать армированные полипропиленовые трубы. Удаление защитного материала здесь обязательно. Наличие армированного слоя (алюминиевой фольги) в конструкции трубы требует дополнительного обогрева. Но суть не в этом.
Как правило, эти изделия имеют увеличенный диаметр и не подходят для стандартных жало паяльника. Перед сваркой их необходимо очистить. Исключение составляют трубы, армированные стекловолокном. Стандартно они приварены.
Учитывая разнообразие технологий армирования полипропиленовых труб, перед пайкой используются различные методы обработки. Традиционно для зачистки используется отвёртка.
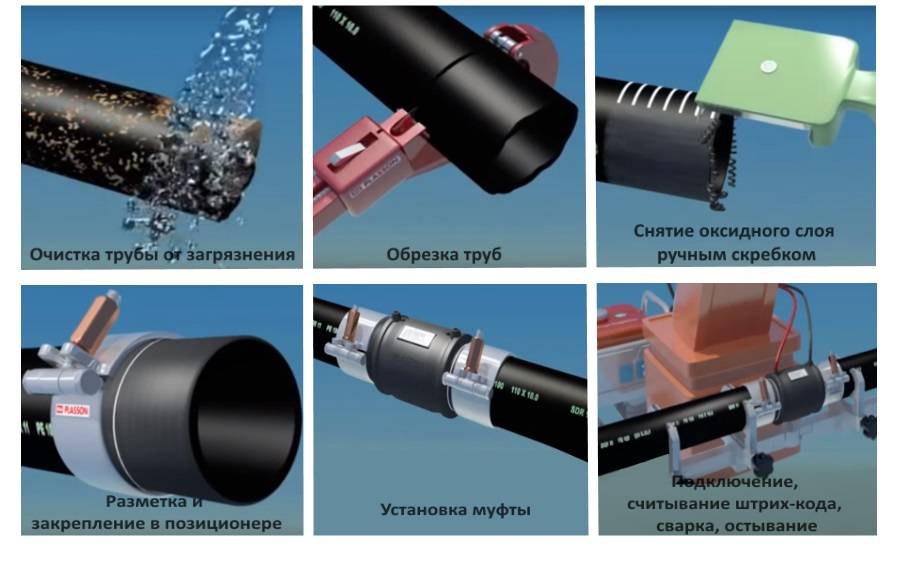
Галерея изображенийФотографии из Перед сваркой армированных полипропиленовых труб и фитингов используется погрузчик для их подготовки к соединению наружных слоев трубы. Неармированные полипропиленовые трубы нельзя обрабатывать на швейной машине. Но в обоих случаях место сварки необходимо обезжирить, например, с помощью спиртовой салфетки Schweier – инструмента для подготовки армированных полипропиленовых труб. Удаление двух внешних слоев. Полипропиленовая труба, подготовленная к сварке. Обработка перед пайкой неармированных полипропиленовых труб









Это название имеет особое приспособление в виде металлической гильзы с ножами. Швайер помещается на конец трубы, подлежащей пайке, и армированный слой соскабливается вращательными движениями вокруг оси трубы для очистки пластика.
Если армированный слой расположен в центральной части стенки пластиковой трубы, то здесь разумнее использовать другой инструмент для обработки – резак для пластиковых труб.
 Еще одно приспособление – футеровочный инструмент, необходимый для сварки армированных труб. Как правило, облицовочный инструмент применяется на трубах, конструкция стены которых содержит армированный слой в центральной зоне
Еще одно приспособление – футеровочный инструмент, необходимый для сварки армированных труб. Как правило, облицовочный инструмент применяется на трубах, конструкция стены которых содержит армированный слой в центральной зоне
Устройство мало чем отличается от севера, за исключением размещения и конструкции режущих элементов. После обработки инструментом для нанесения покрытия конец трубы выравнивается по торцу, дополнительно нарезается часть армированного слоя на глубину 2 мм по всей окружности. Этот процесс обеспечивает безупречную сварку.
Универсальный способ пайки тента
С приходом теплого времени года потребность в тентах увеличивается. Выставив на свой придомовой участок либо взяв на пикник небольшой тент, вы можете обнаружить неприятный сюрприз – дыру. Стоит ли после этого покупать новый тент или можно как-то исправить ситуацию?
Для пайки нам понадобиться строительный фен, на котором будет специальная щелевая насадка, а также заплатка с валиком. После предварительной очистки места повреждения и заплатки от пыли и жира, необходимо положить тент на ровную поверхность. Приложив к нему заплатку, начинаем разогревать обе поверхности при помощи щелевой насадки, попутно скрепляя валиком. Чем лучше вы разогреете поверхности, тем лучше они пристанут друг к другу
Но здесь крайне важно не переборщить и не прожечь дыру
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.

Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
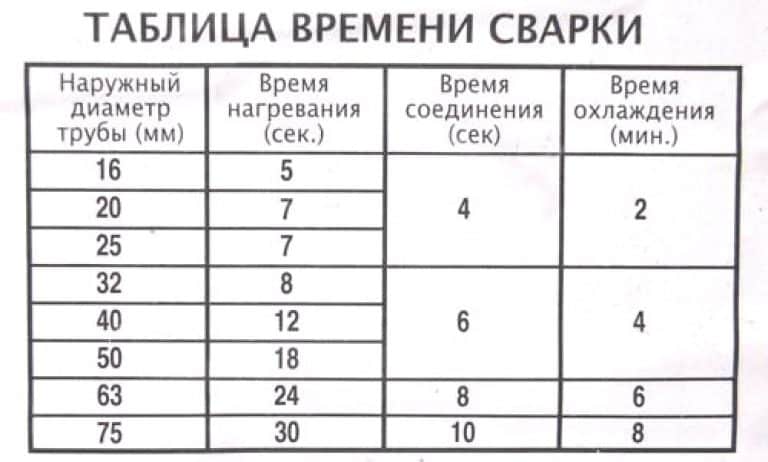
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.








Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей

На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Это интересно: Столешница для ванной комнаты под раковину: виды, выбор, установка
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки – шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) – снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки – торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.

Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:
- Не очищают трубную оболочку стыкуемых деталей от грязи – данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.

Рис. 14 Как не нужно сваривать полипропиленовые трубы При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества – точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.






Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Смотреть видео
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
 Монтаж трубопровода диаметром больше 50 мм делается другим способом – используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
Монтаж трубопровода диаметром больше 50 мм делается другим способом – используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно – несложно, но эта работа требует аккуратности и внимательного отношения. Главное – соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Основные виды герметиков для ванной комнаты
Основные разновидности герметиков
Дальше мы опишем, какой лучше герметик применять для работы в ванной комнате и заделки стыковых швов. Конечно, наилучшим вариантом будет влагостойкий герметик, к которым относится:
- силиконовый;
- акриловый;
- акрил-силиконовый;
- полиуретановый.
Каждый из указанных материалов имеет свои особенности и подходит для разных случаев, так что какой герметик выбрать решать вам исходя из обстоятельств.
Силиконовый герметик
Виды санитарных герметиков для ванной
Силиконовый – это герметик для плитки в ванной, который применяется в основном для заделки швов между плитками и имеет отменные водоотталкивающие характеристики. Этот материал может выдерживать резкие температурные перепады и при этом не теряет заложенных в него физических свойств. Этот вид ещё называется санитарный герметик, поскольку он обладает инертностью к воздействию большинства химических препаратов. Его можно использовать в помещениях с постоянной температурой от -50 до 180 градусов Цельсия.









Кислотный состав имеет характерный резкий запах, похожий на запах уксуса и стоит значительно дешевле нейтрального. Однако этот состав, при взаимодействии с металлами вызывает окисление, поэтому их можно применять на металлической поверхности с защитным покрытием или нержавейке. Нейтральный герметик в ванную на основе силикона стоит немного дороже своего аналога, но у него нет такой реакции с металлами как у кислотного и он не имеет резкого запаха. Этот состав часто применяется как герметик для акриловой ванны.
Акриловый герметик
Акриловый состав обладает антигрибковыми свойствами
Этот состав не имеет резких запахов, иногда и вовсе без запаха. Его стоимость ниже силиконовых аналогов, но этот акриловый герметик для ванной нельзя использовать в тех местах, которые в процессе эксплуатации могут подвергаться незначительному механическому воздействию или деформациям. Это связано с тем, что при застывании этот материал не имеет эластичности и при деформации начинает трескаться.
Акрил-силиконовые герметики
Акрил-силиконовые герметики могут быть разных цветов
Этот водостойкий герметик для ванной собрал в себе лучшие качества двух описанных выше материалов, так как он одновременно обеспечивает защиту от влаги, выдерживает большой перепад температур и при застывании сохраняет эластичность, что позволяет выдерживать герметичность при небольших деформационных нагрузках. По своему цвету это чаще всего белый герметик и может применяться как для заделки плиточных швов, так и для герметизации стыка между ванной и стенкой.
Полиуретановые герметики
Полимерный герметик для многоразового шприца
Полиуретановый герметик для ванной по своим физическим свойствам напоминает силиконовый, но он имеет высокие клеевые качества и может применятся для приклеивания декоративных уголков. Это прозрачный герметик и его очень часто применяют в качестве ремонтного материала для плиточных швов, а так же стыковых соединений, которые до этого были заполнены силиконовым герметиками.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.





