
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
- нагретым инструментом (НИ);
- закладными нагревателями (ЗН);
- нагретым газом (НГ);
- экструзионная сварка (Э).
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
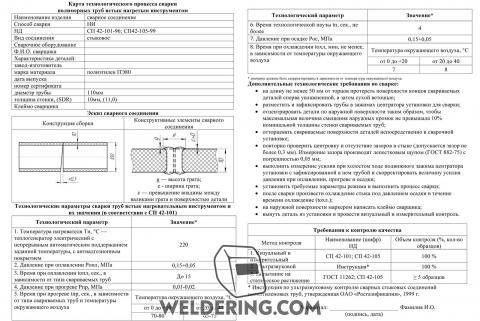
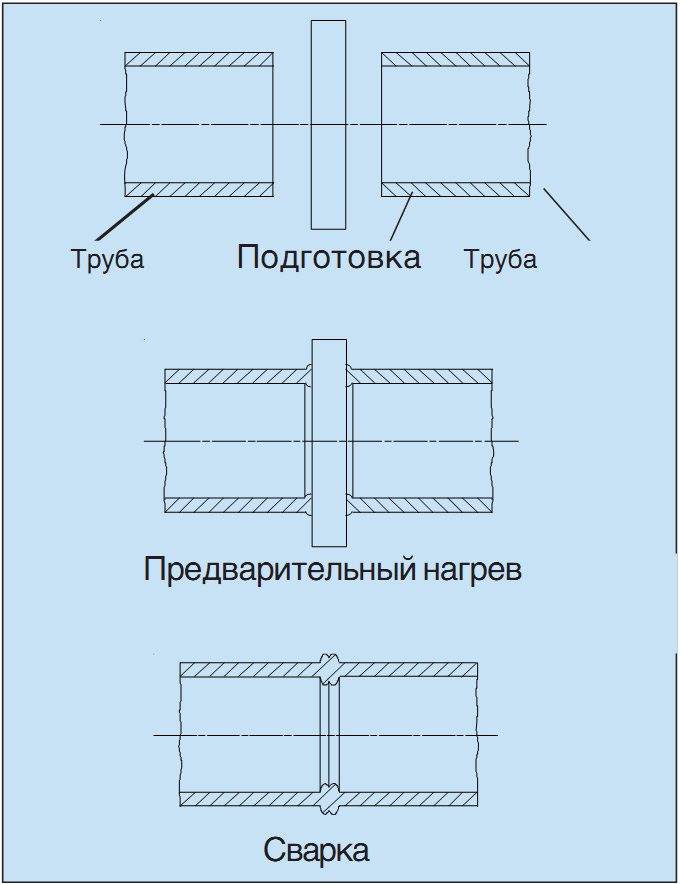
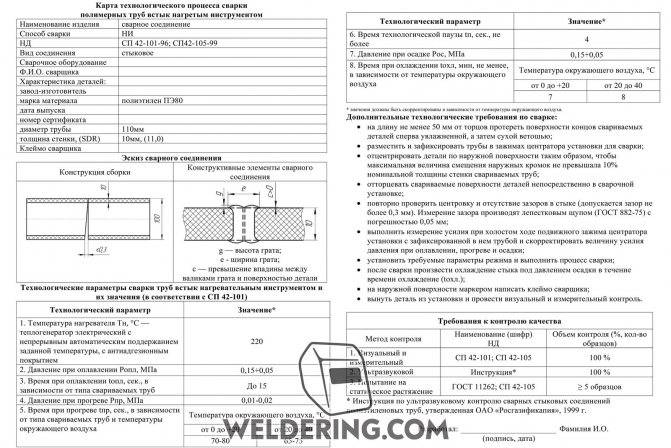
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
g — высота грата; |
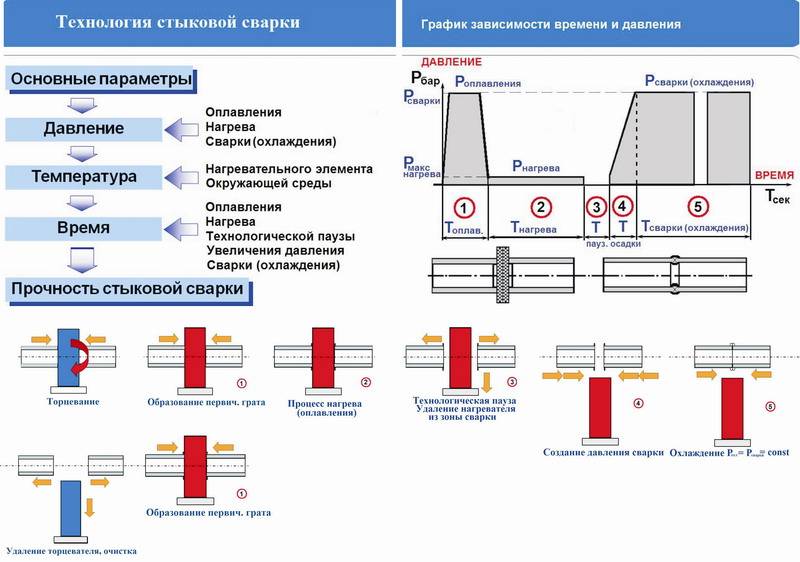
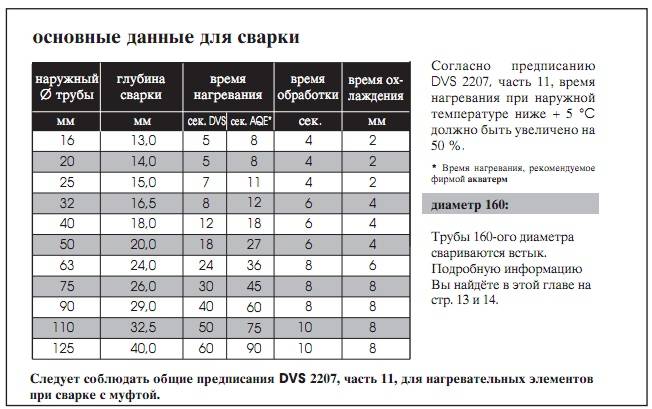
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
| Технологический параметр | Значение* |
|---|---|
| 1. Температура нагревателя Тн, °С — теплогенератор электрический с непрерывным автоматическим поддержанием заданной температуры, с антиадгезионным покрытием | 220 |
| 2. Давление при оплавлении Ропл, МПа | 0,15+0,05 |
| 3. Время при оплавлении tопл, сек., в зависимости от типа свариваемых труб | до 15 |
| 4. Давление при прогреве Рпр, МПа | 0,01-0,02 |
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха | Температура окружающего воздуха, °С |
| от 0 до +20 | от 20 до 40 |
| 70-80 | 65-75 |
| 6. Время технологической паузы tп, сек., не более | 4 |
| 7. Давление при осадке Рос, МПа | 0,15+0,05 |
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха | Температура окружающего воздуха, °С |
| от 0 до +20 | от 20 до 40 |
| 7 | 8 |
* значения должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ≥ 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификапия», 1999 г.
| Разработал: | (подпись, дата) | Фамилия И.О. |
Как выполнить стыковую сварку?
Стыковая сварка сегодня популярна. Этот метод используется не только в промышленности, но и в быту. Ее применяют для соединения однородных заготовок. Сварка встык имеет ряд преимуществ, по сравнению с другими технологиями.
Для ее проведения не нужны муфты и прочие элементы. Это позволяет неплохо сэкономить деньги на покупке дополнительных материалов. Применяемая технология обеспечивает сохранение показателей гибкости и прочности. С ее помощью можно соединить отрезки изделий разной длины. При этом прочность в месте сварки не будет ниже, чем на других цельных участках.

Стыковая сварка труб относится к неразъемным вариантам соединения. Она может выполняться по разной технологии. Оптимальный способ выбирается, исходя из материала изготовления магистрали
Стыковая сварка может выполняться путем оплавления и сопротивления. Каждый из вариантов имеет свои особенности, плюсы и минусы.
Сварка методом оплавления
Суть сварки данным методом заключается в том, что стыки трубы оплавляются под воздействием нагретого инструмента до вязкотекучести. Затем торцы соединяются под давлением и выдерживаются до полного остывания. В результате получается герметичный шов.
Чтобы соединение было качественным, необходимо плотно прижимать отрезки изделия после нагрева. Применение современного оборудования позволяет частично автоматизировать и упростить такую работу. С его помощью операция по соединению труб методом оплавления проводится в кратчайшие сроки.
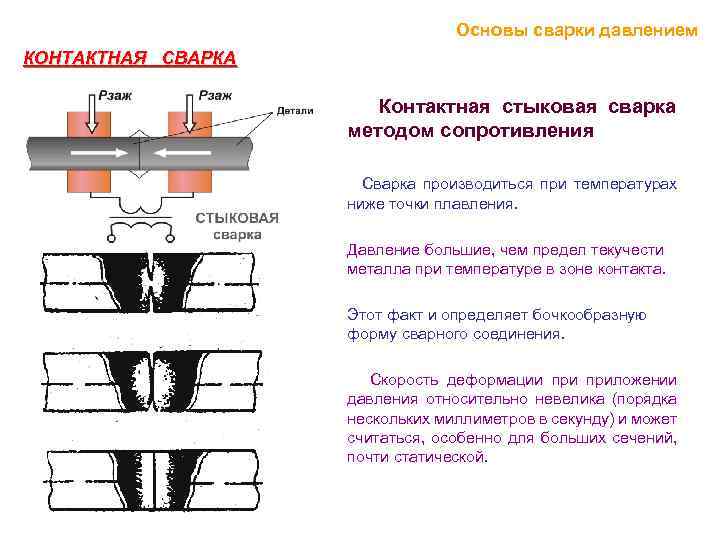
Сварка методом сопротивления
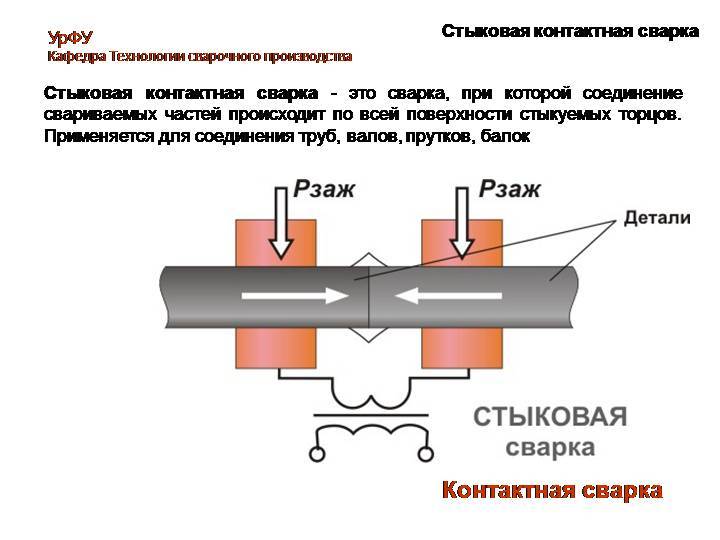
Суть стыковой сварки сопротивлением в том, что края труб прижимаются к электродам, которые оснащены специальными губками. Это обеспечивает высококачественный электрический контакт. Исключено проскальзывание материала между электродами.
Затем две трубы плотно друг к другу прижимают и фиксируют. Далее подают сварочный ток. Контактирующие участки материала расплавляются и под давлением соединяются в одно изделие. Полученная конструкция обладает невысокой стойкостью к окислению в ходе эксплуатации. Это существенно ограничивает ее сферу применения.

Сварка методом сопротивления обычно используется для соединения тонких деталей из низкоуглеродной стали (труб, стержней, проволоки). С ее помощью также сваривают медные, бронзовые и латунные элементы
Сварка сопротивлением подходит только для труб с малым сечением. Поэтому на крупном производстве, для прокладки больших магистралей ее применяют редко.






Что выбрать для полиэтиленовых труб?
Часто для прокладки трубопровода используют полиэтиленовый материал. Это объясняется его невысокой ценой и отличными эксплуатационными характеристиками.
Стоит помнить о том, что полиэтилен является диэлектриком. Поэтому он, в отличие от металла, не проводит ток. Для соединения изделий из него рекомендуется применять метод оплавления. Способом стыковой сварки сопротивлением на полиэтилене сделать шов не получится. Нужно использовать оборудование, которое нагревает срезы двух деталей.
Сварка методом оплавления полиэтиленовых труб имеет ряд особенностей. Во-первых, детали подводятся друг к другу на небольшой скорости. Во-вторых, напряжение в течение всего процесса остается неизменным. В-третьих, исчезают все микронеровности благодаря равномерной подаче соединяемых элементов. В-четвертных, для обеспечения максимальной контактной площади происходит оплавление поверхности заготовки.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Как соединяются детали

Фитинги для разъёмных соединений
При прокладке трубопроводов с использованием полиэтиленовых деталей неизменно возникает необходимость в их соединении.
Делать это можно двумя способами:
- С помощью разъемных фитингов;
- С помощью сварки.

Сварной шов в разрезе
Первый вариант хорош тем, что для монтажа узла трубопровода не требуются никакие специальные инструменты. С другой стороны, цена фитингов достаточно существенна, да и номенклатура таких изделий ограничена, потому ставят их обычно там, где без возможности рассоединения труб просто не обойтись – т.е. во внутренней части трубопровода.




Сварной метод более трудоемок, поскольку требует задействования специального оборудования — контактных сварочных аппаратов, муфт, паяльников и т.д. С другой стороны, для его реализации не нужны дорогостоящие разъемные фитинги, да и надёжность сращивания труб при таком способе возрастает на порядок.

Соединения с использованием сварных муфт
В общем, если вы планируете монтировать трубопровод из полиэтиленовых деталей, то без освоения сварочного способа вам точно не обойтись. И даже если вы не будете выполнять работу своими руками, а обратитесь к специалистам, знать азы технологии необходимо — хотя бы для должного контроля и оценки качества результата.
Возможные ошибки
Тщательно продуманные и неспешные движения являются гарантией недопущения ошибок. Нужно учесть все особенности выполнения технологии и полностью их соблюдать.
Самые частые ошибки, вследствие которых образуются бракованные узлы прокладываемой системы трубопровода следующие:
- Угол среза соединяемых частей отличается от значения 90 градусов.
- Не произведена чистка поверхности от жирной пленки.
- Недостаточный или чрезмерный нагрев соединяемых элементов.
- Неплотная установка изделия внутрь фитинга.
- Корректировка соединяемых частей после застывания полимера.
- Неполное удаление слоя армирования.
В некоторых случаях на высококачественных материалах сильный нагрев не показывает видимых дефектов. Но в то же время происходит внутренняя деформация, в этом случае расплавленный пластик перекрывает внутренний проход трубопровода. В последующем этот узел теряет работоспособность — быстро забивается и перекрывает передвижение воды.
Если срез торцов отличается от значения 90 градусов, то во время соединения элементов они ложатся по скошенной плоскости. Появляется несоосность стыка, которая заметна, когда уже проложено несколько метров трубопровода. Зачастую из-за этого необходимо переделывать всю работу сначала.
Плохое обезжиривание торцов способствует появлению «островков отторжения». В этих местах полифузное соединение полностью не происходит. Определенное время трубопровод с этим дефектом может работать, однако в любой момент может появиться течь.
Такой же результат могут иметь соединения, которые сделаны с неполной чисткой слоя армирования. Чаще всего армированная труба устанавливается на участках повышенного давления. Оставшаяся алюминиевая фольга на участке спаивания создает зону неконтакта. Этот участок зачастую является каналом, через который происходит протекание воды.
Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.

Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
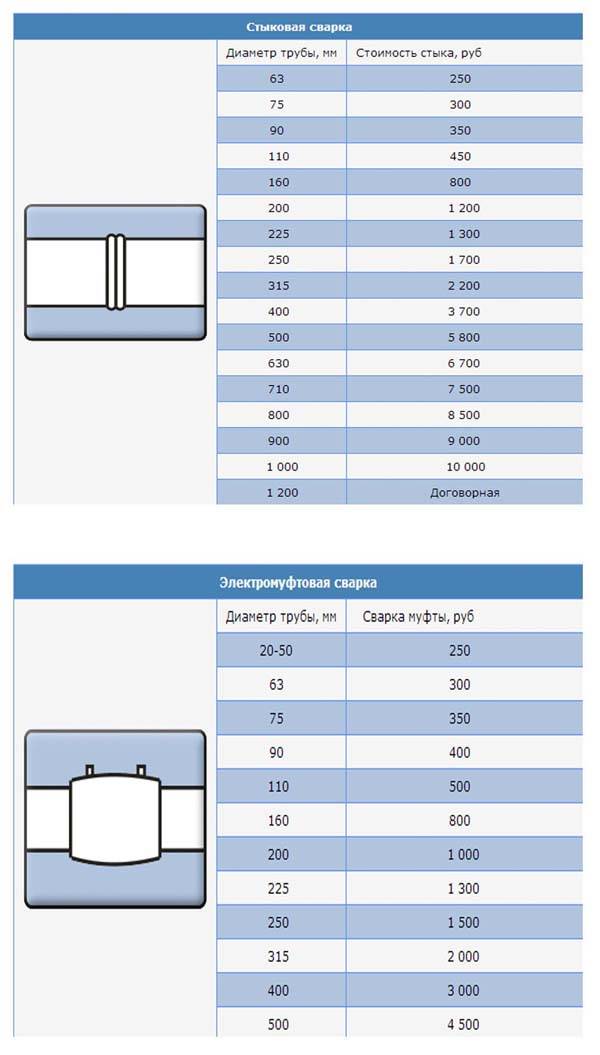
Электромуфтовая сварка
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.
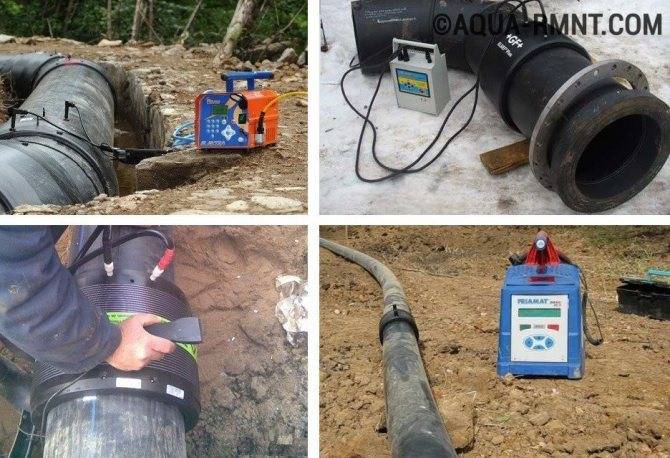
Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
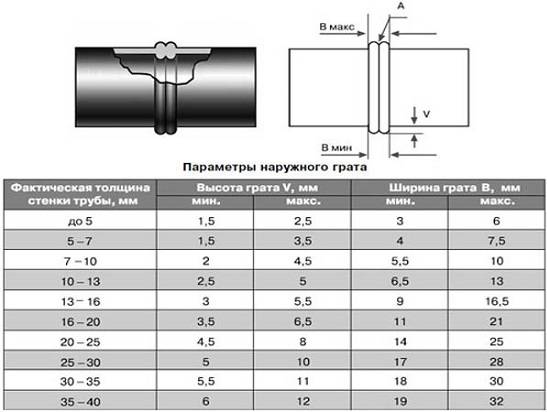
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
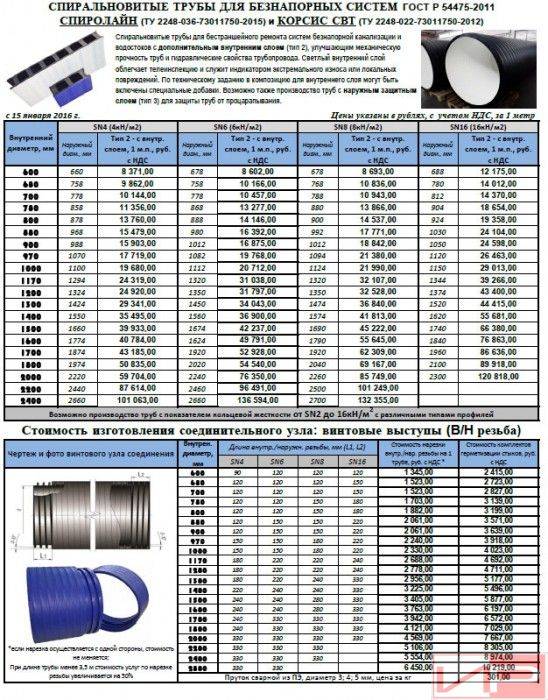
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
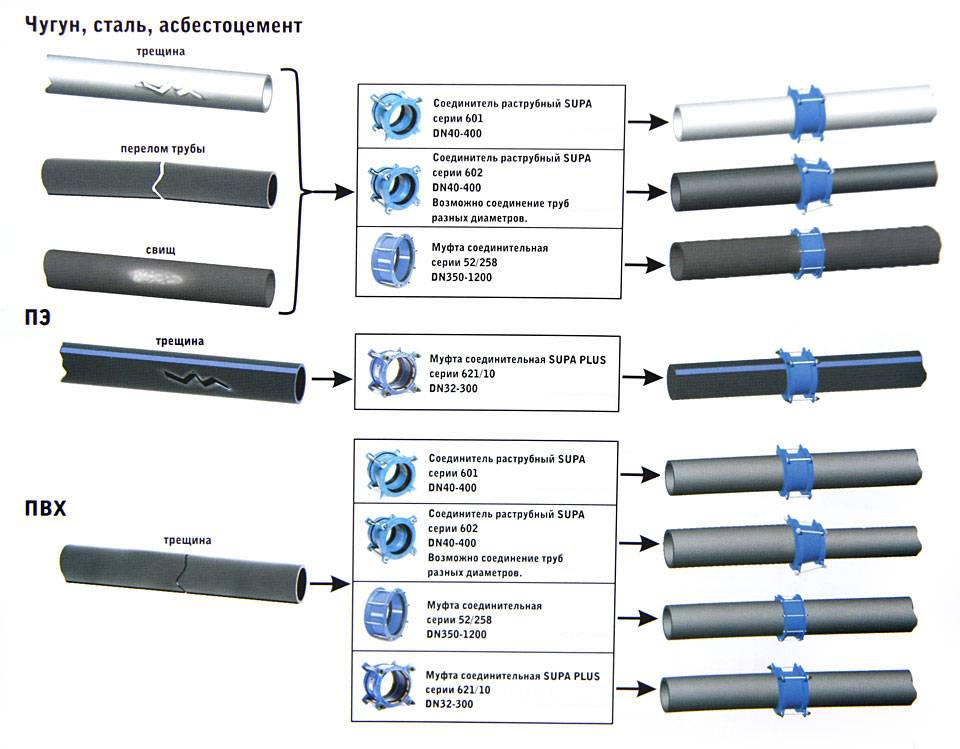
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.
Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.






Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).

Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Особенности ПВХ изделий
Производство и сфера использования
ПВХ продукция широко применяется для прокладки систем горячего и холодного водоснабжения, а также является незаменимой для организации монтажа как внутренней, так и внешней системы канализации. Пригодны такие трубы и для транспортировки агрессивной рабочей среды и газообразных веществ.
Трубы ПВХ производятся из поливинилхлорида (непластифицированного) в виде однослойных или трехслойных трубопроводных изделий. Вся трубопроводная продукция ПВХ классифицируется по классу жесткости и выпускается разного диаметра для решения максимального количества задач, связанных с прокладкой трубопровода. Поставляются трубы в виде стандартных отрезков длиной 50, 100, 200, 300 и 600 см.
Положительные качества ПВХ изделий
Положительные качества труб из поливинилхлорида определяют спектр их использования. Спрос на эту продукцию обусловлен:
- длительным сроком их эксплуатации;
- неподверженностью влияния ультрафиолета;
- устойчивостью против химической агрессивной среды и коррозии;
- полным соответствием современным требованиям, которые предъявляются для трубопроводных систем;
- очень низким коэффициентом линейного расширения;
- рабочей температурой транспортируемой среды до 55ºС;
- сравнительно низкой стоимостью;
- небольшим весом труб;
- устойчивостью против заведения бактерий и грибков;
- отсутствием отложений на внутренних поверхностях трубных изделий;
- хорошей пропускной способностью;
- антитоксичностью и взрывобезопасностью;
- противопожарной безопасностью.
Способы
Раструбный метод
Используются специальные фитинги с раструбами, в которые вставляется обработанные концы. Далее конструкция нагревается, и материал фитинга сплавляется с материалом трубы. Способ отличается надежностью соединения, но достаточно затратен и требует специального сварочного аппарата.
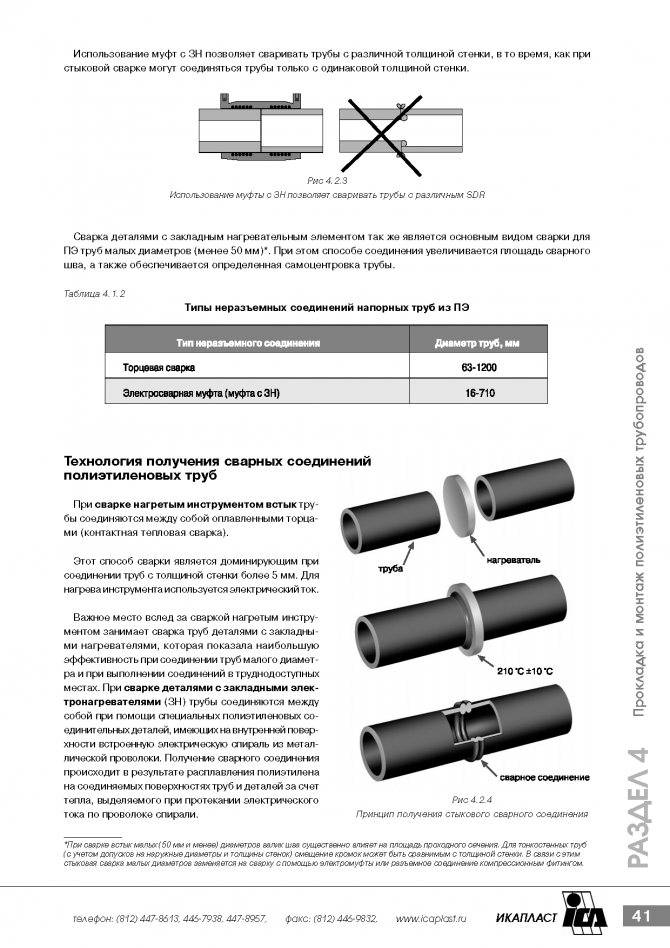
Стыковая техника
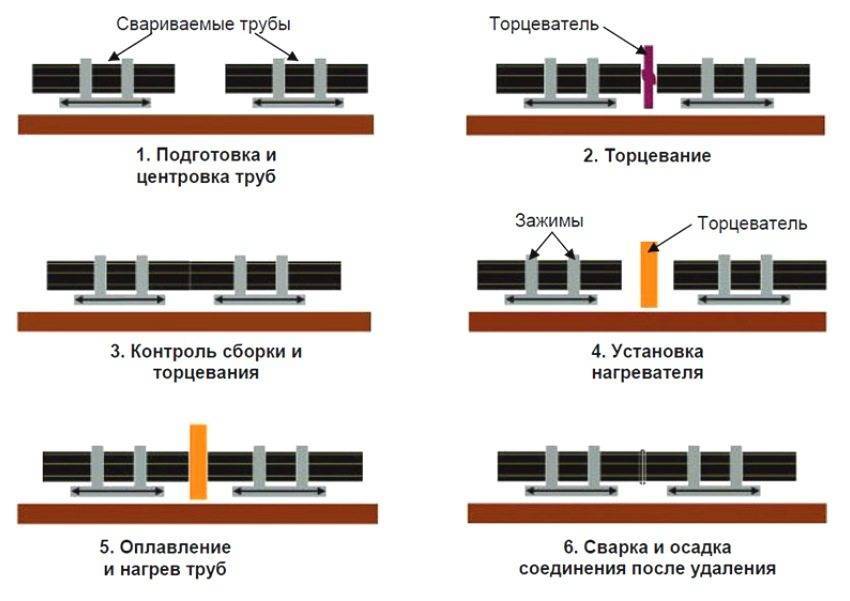
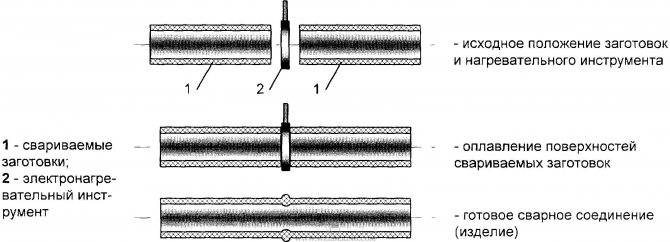
Сварка ПЭ труб встык применяется для соединения концов с равными диаметрами и толщиной стенок. Соединяемые поверхности обрабатываются торцевателем так, чтобы достигался максимальный контакт между ними. Они нагреваются, оплавляются, а потом с силой сжимаются друг с другом
Основные операции следующие:
Оплавление торцов

Пластина нагревателя вставляется между обработанными торцами, они оплавляются и начинают передавать тепло далее так, чтобы нагреть участок в 20-30 мм;
Нагрев
Часть трубы, прилегающая к соединению, прогревается и приобретает пластичность. Давление на них на этом этапе практически не оказывается.
Вывод нагревательного элемента
Нагреватель выводят из рабочей зоны. Это делается быстро, чтобы не допустить остывания кромок. Нужно также следить за тем, чтобы на них не попали загрязнения, и они не деформировались.
Цикл сварка
Торцы с силой прижимаются друг к другу. Под давлением оплавленные слои на торцах смешиваются между собой, образуя единый слой.
Охлаждение
Образованный шов остывает и затвердевает. Образуется симметричный буртик. Если его левая и правая часть равны по форме и размерам, сварка полиэтилена прошла успешно.
С экструдером
Метод основан на применении экструдера, расплавляющего гранулированный полиэтилен. При этом не требуется использовать разнообразные соединительные фитинги: они формируются аппаратом в месте шва.
Особенно выгоден способ, если нужно сварить большое число изгибов и поворотов.
Торцы соединяемых участков отрезают под нужным углом, зачищают и обезжиривают.
На первом этапе торцы соединяют несколькими точками сварки, проверяют точность совпадения по размерам и углам. Далее окончательно проваривают весь шов.




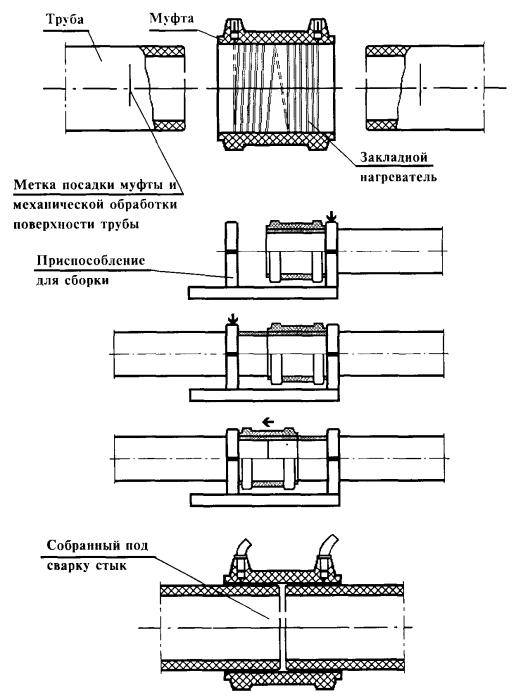

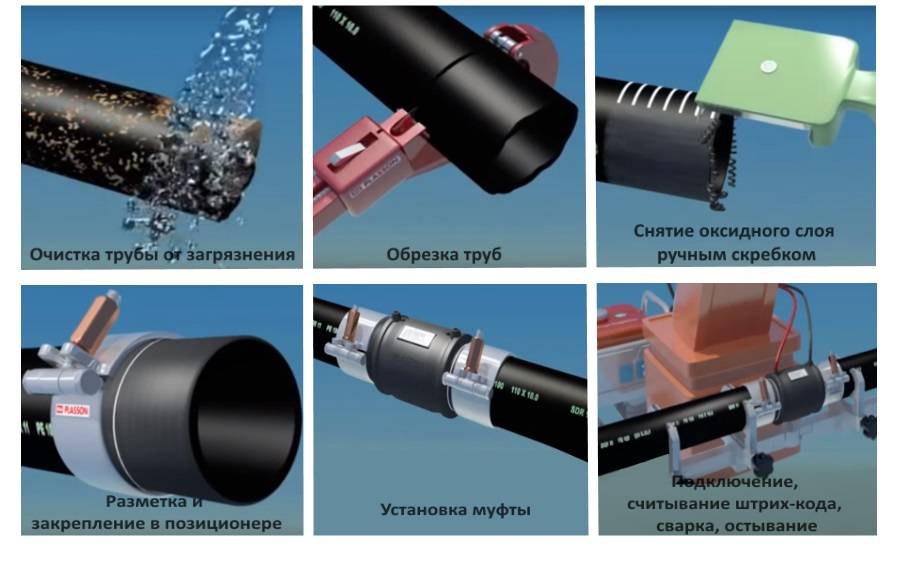
Электросварными фитингами

Этот метод требует дорогого оборудования и комплектующих. В каждый фитинг вставлен нагревательный элемент. После совмещения разделанных торцов внутри фитинга к его контактам подключают источник тока, нагреватель сплавляет две трубы и фитинг воедино.
Метод отличается высокой надежностью и долголетием получаемых соединений, используется на ответственных трубопроводах.
Он чрезвычайно прост в применении и не требует высокой квалификации сварщика.
Преимущества и недостатки труб ПНД
Полиэтилен низкого давления – органический полимер этилена. Обозначается РЕ или ПЭ. Имеет белый цвет (тонкослойные изделия – прозрачны). Понятие «полиэтилен низкого давления» не имеет отношения к плотности материала или условиям эксплуатации, а характеризирует условия производства.

Трубы ПНД красят в черный, серый, синий или черный с синими полосками цвет. Синий цвет или синяя полоска обозначает, что трубы можно использовать для трубопроводов питьевой воды.
Сфера применения ПНД – для водопроводов холодной воды, некоторых агрессивных сред (за исключением разбавленной азотной кислоты), канализационных систем. Диаметры доходят до 1600 мм. Очень широко распространены для трубопроводов холодной воды и канализации.
Преимущества ПНД как материала для трубопроводов:
- долговечность – первые пластиковые трубопроводы из ПНД уже отработали более 50 лет;
- небольшая цена;
- морозостойкость – выдерживают замерзание с водой зимой и оттаивание весной и сохраняют целостность;
- химическая инертность – стоек даже к концентрированным щелочам и кислотам; вода в трубах не приобретает неприятного запаха или привкуса;
- коррозионная стойкость;
- гладкие стенки с малой адгезией препятствуют оседанию на стенках солей;
- безвредность для человека;
- экологичность – безвредное производство, легкая утилизация;
- прочность;
- гибкость – легко гнется (при нагреве можно согнуть даже руками);
- высокая ударная вязкость, пластичность и, как следствие, стойкость к гидравлическим ударам, отсутствие хрупкости, способность восстанавливаться после деформации;
- простое обслуживание – пластик легко мыть, он не нуждается в регулярной окраске и антикоррозионной обработке;
- небольшой вес облегчает перевозку, складывание, монтаж;
- легко монтируются – нет необходимости в сложном оборудовании (например, сварочном аппарате); легко режутся; легко стыкуются разными способами.
Недостатки ПНД:
- самый «неудобный» недостаток – слабая устойчивость к ультрафиолету. ПЭ разрушаются на свету и неприменим к открытой прокладке на свету под открытым небом. Конечно, можно прокладывать в чехлах и коробах – но это лишние затраты и потери времени; впрочем, 2-3 сезона в огороде трубы «проживут»
- невысокая термостойкость – ПЭ трубы можно использовать только для холодной воды и при температуре максимум до 60°С (в отличие от полипропиленовых и труб из сшитого полиэтилена, которые можно применять для систем отопления), как следствие – длинные подвешенные участки трубы из РЕ иногда провисают в жару;
- не очень высокая эстетичность – не в наших вкусах черно-полосатые или черные трубы в ванных и кухнях;
- рабочее давление до 20 МПа ограничивает применение полиэтилена в промышленности;
- армированные трубы имеют меньшую гибкость.
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Специалисты рекомендуют использовать второй способ, как более надежный и практически не уступающий сварке.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.






Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.
Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.
Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.





