
Тонкости процесса

Гибка профильного изделия своими руками может выполняться с применением одного из следующих способов:
- Проще всего выполнить эту процедуру при помощи трубогиба, но если его у вас нет, то вы можете загнуть трубу другим способом.
- Можно использовать различные подручные средства. Их выбор зависит от величины радиуса изгиба, материала, из которого выполнена труба, толщины стенок и конфигурации сечения.
- Элементы из мягких материалов можно согнуть вручную при условии, что нужно получить небольшой радиус изгиба без соблюдения высокой точности.
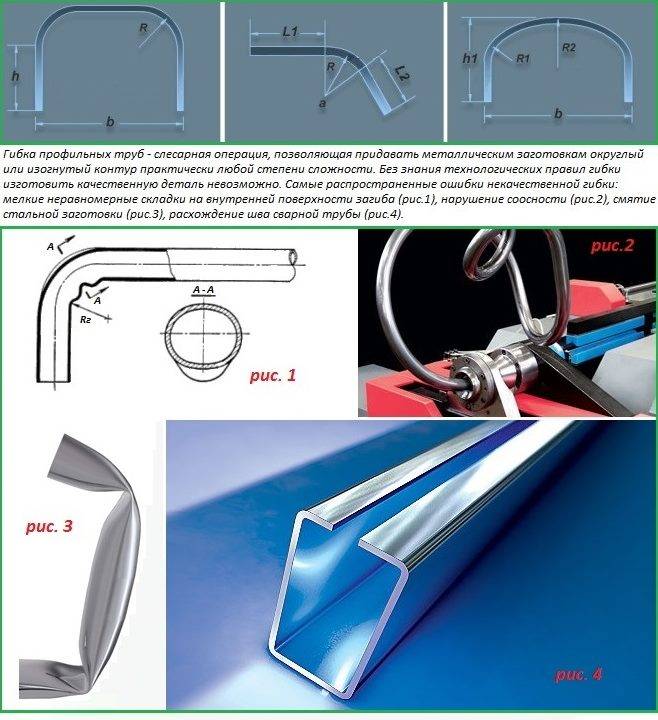
Очень важно профильную трубу согнуть правильно. В противном случае вы можете столкнуться с такими нежелательными последствиями этой процедуры:
- неравномерные мелкие складки на внутренней стороне изгиба;
- нарушение соосности отельных частей трубчатого элемента;
- сжимание заготовки и деформация формы сечения;
- расхождение одного из швов у сварного изделия.
Стальные профильные трубы могут иметь квадратное, круглое, прямоугольное, овальное или плоскоовальное сечение. Они изготавливаются из низколегированной и углеродистой стали. Эти изделия могут быть сварными и холоднодеформированными сварными, а также бесшовными горячего и холодного деформирования.
Видоизменение профильной трубы
Такой вид металлоконструкций зачастую используется для строительства теплиц различных размеров и предназначений, а также беседок и иных строений на участке. Основной особенностью стройматериала такого трубопровода является то, что при сгибании ее очень легко повредить, например, она может легко сплющиться или треснуть. Выход из данной ситуации довольно прост. Ее полость необходимо заполнить сухим мелким песком или водой (в дальнейшем воду нужно заморозить). Именно эти действия позволят исключить возможность повреждения трубы и достичь необходимого результата. Такой же прием подойдет и для дюралевого, и для латунного трубопровода.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
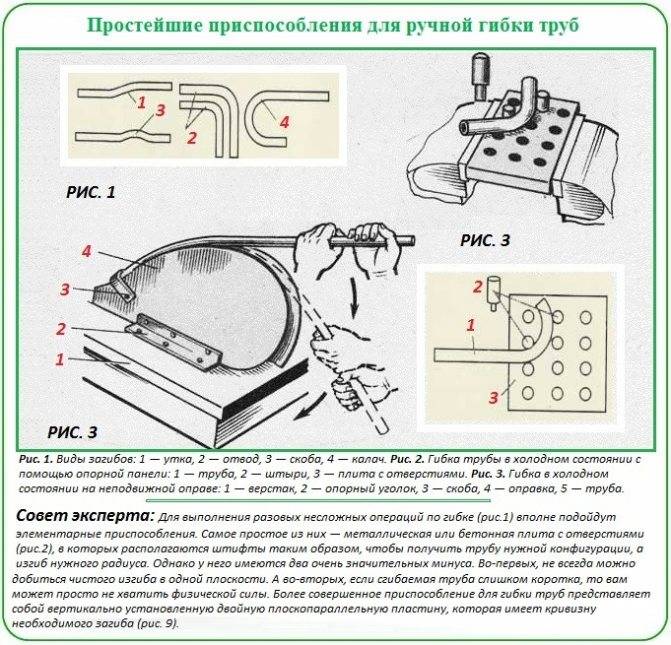
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
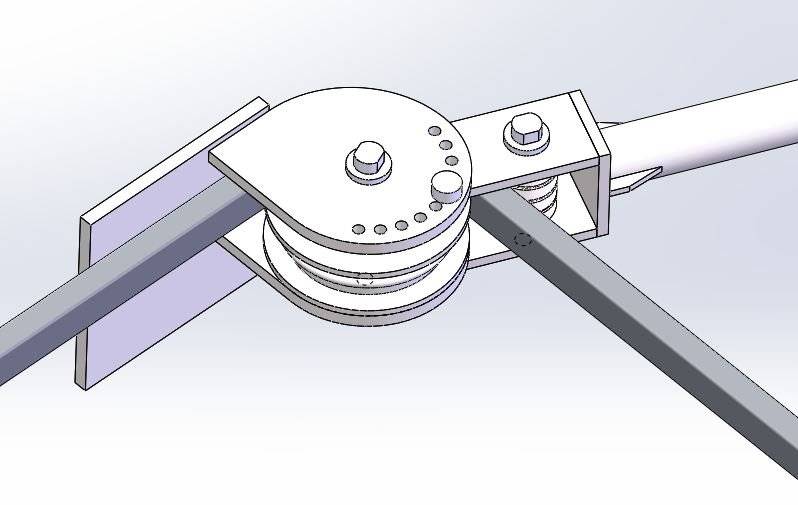
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
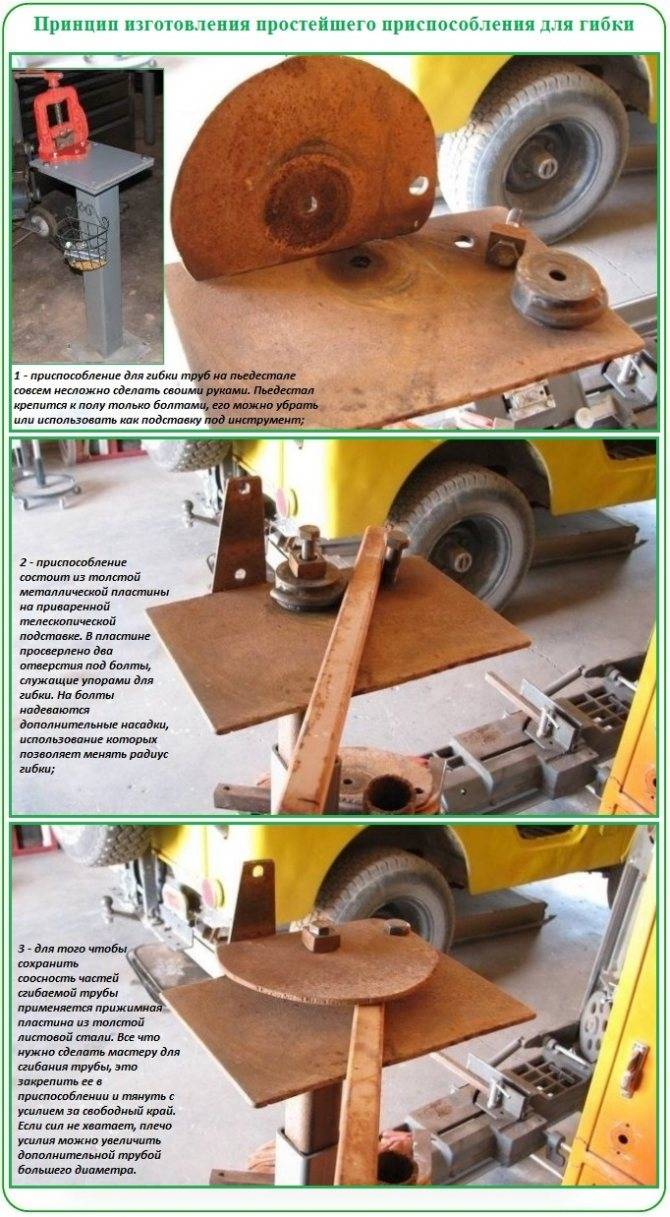
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

Вариант третий – применение пружин растяжения
Для реализации способа необходима специальная пружина, наружный диаметр которой должен быть максимально близким к внутреннему диаметру заготовки. Номенклатура пружин растяжения приведена в ГОСТ 18794-80; их характерной особенностью является наличие кольцеобразного захвата на одном из торцов. Этот захват может быть замкнутым, как показано на рис. 8, либо в виде фигурного крючка. Последнее считается предпочтительным, поскольку обеспечивает более удобное извлечение пружины из заготовки после окончания процесса гибки.
 Установка заглушки в один из торцов трубы
Установка заглушки в один из торцов трубы Утрамбовка засыпанного материала
Утрамбовка засыпанного материала Труба, заполненная наполнителем
Труба, заполненная наполнителем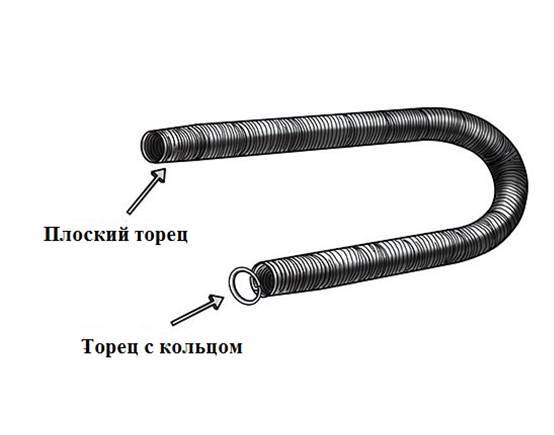 Внешний вид пружины растяжения
Внешний вид пружины растяжения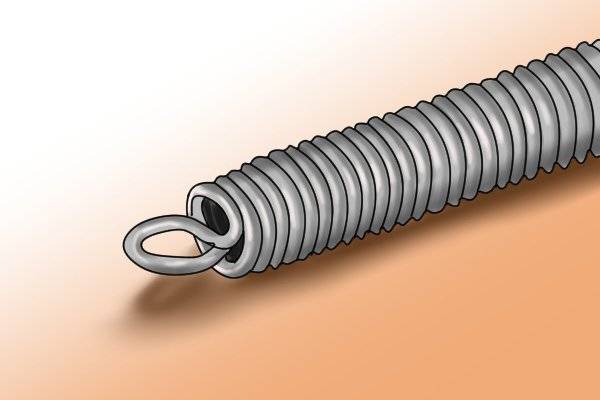 Вариант исполнения пружины растяжения с фигурным захватом
Вариант исполнения пружины растяжения с фигурным захватом
Подобранная пружина вводится внутрь и надёжно закрепляется у противоположного торца трубы. Поскольку внешняя поверхность пружины плотно прилегает к стенке, она обеспечивает такое же противодавление, что и промежуточная среда в предыдущем варианте. Достоинство способа в том, что подобные гибочные пружины можно использовать многократно.









Как гнуть без станков
В домашних условиях, в которых нет станков, на помощь придет народная смекалка и опыт. Например, гнуть можно без специального инструмента, имея лишь болгарку и сварку.
Последовательность действий такова:
- Сперва рассчитывается желаемый радиус изгиба;
- По всей длине изгиба делают разрезы поперечно изгибу. Делать такие разрезы необходимо с постоянным шагом;
- Дальше трубу можно гнуть в прямом смысле руками;
- Последним шагом при помощи сварки заваривают все распилы, причем вне зависимости от того, была ли распилена стенка или просто надпилена.
- Места сварных швов выравниваются и шлифуются.
Кроме такого грубого способа есть и еще один. Он основывается на внутреннем противодействии.
При этом используются различные средства, например специальные пружины. Изготавливаются они в домашних условиях собственноручно. На профиль, который будет размерами меньше того, что планируется согнуть, наматывается проволока из стали с сечением от 1 до 4 миллиметров.

Сгибание трубы с помощью трубогиба
Такая самодельная пружина получится квадратного сечения, как собственно и само профильное изделие.
Совет! Толщину проволоки следует выбирать, исходя из толщины самого изделия, которое планируется согнуть.
Что касается конкретных размеров пружины, то ее сечение должно быть меньше, чем внутреннее сечение профиля, который берется на изгиб. Это значит, что сторона каждого витка должна быть меньше каждой из внутренних сторон трубы.
Необходимость выполнения этого условия обусловлена тем, что полученная пружина будет помещаться внутрь.
После этого изделие устанавливается на место изгиба и разогревается обычной паяльной лампой. Дальше трубу можно гнуть на шаблоне. При этом, естественно, что изгиб шаблона должен быть таким же, как и требуемый изгиб.
Как ровно согнуть лист металла
Если заготовка относительно мала, то можно воспользоваться тисками, в которых при помощи двух обхватывающих брусков можно прочно закрепить лист металла, а уже после этого искривлять его молотком. При необходимости место изгиба можно прогревать газовой горелкой, но этот способ неприменим к оцинкованным изделиям!
Сгибаем лист металла
Если речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания.
Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу). Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались.
Гнём оцинковку
Как согнуть оцинковку?
Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна. Как согнуть профиль? С ним придется повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем.
Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали. Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.

Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком.
Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу. Как согнуть оцинковку проще? Используя болгарку, делаем один-два разреза в области сгиба (тем самым конструкция временно ослабляется), загибаем изделие, после чего свариваем место изгиба. Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы
Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы. Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его.










Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба. Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием. Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях вполне можно согнуть арматуру, правда, многое зависит от ваших физических данных и диаметра металлического стержня.
Как согнуть арматуру? Для этого нам понадобится два куска стальных труб, диаметр которых больше диаметра изгибаемого стержня. Чем больше длина таких труб, тем проще будет сгибать арматуру (выигрыш в силе за счет рычага). Все, что нужно сделать для того, чтобы согнуть арматуру – вставить ее в две трубы и, закрепив одну из труб (прижав ее ногой или уперев между столбами), орудуя второй как рычагом придать арматуре нужную кривизну.
Вот и все!
Вариант первый – гнём трубу с нагревом
В данном случае вообще никаких специальных приспособлений не потребуется, достаточно наличие у мастера кислородно-ацетиленовой горелки или обычной паяльной лампы. В первом случае мундштук следует расположить на некотором расстоянии от места предполагаемого гиба Факел не стоит делать концентрированным, поскольку в этом случае температурный перепад между зонами окажется слишком большим, а пластические характеристики материала – неравномерными (особенно это касается углеродистых сталей, содержащих повышенный процент марганца и кремния).
 Сгибание трубы нагревом
Сгибание трубы нагревом
После нагрева до требуемой температуры (она легко вычисляется по цветам побежалости) изгибаемую часть необходимо зажать в слесарных тисках, и выполнить свободную гибку нужного участка.
Нагрев с помощью горелки – более равномерный, зато сопряжён с риском снижения прочности материала заготовки, особенно, если она предназначена для использования в напорных трубопроводах. Паяльной лампой лучше воспользоваться и для того, чтобы не произошло ненужного отпуска. При этом рекомендуется такая последовательность операций:
- Подлежащий деформированию участок зажимают в слесарных тисках, для чего пользуются специальными резиновыми подкладками, не повреждающими металл.
- Зажечь паяльную лампу, поднести её к необходимому участку, и, равномерно поворачивая источник пламени вокруг внешнего диаметра профиля, прогреть его. Отметим, что перегреть трубу теплом, исходящим от факела паяльной лампы, невозможно, но зато можно закоптить её.
- Выключить паяльную лампу, передвинуть прогретый участок на расстояние, равное допустимому плечу гибки. Далее, при помощи трубчатого ключа (иногда – даже вручную), изогнуть изделие, иногда используя шаблон.
 Прогревание трубчатой заготовки при помощи паяльной лампы
Прогревание трубчатой заготовки при помощи паяльной лампы
Гибка с нагревом, при всей своей простоте, характеризуется следующими ограничениями:
- Ухудшает внешний вид материала.
- При недостаточной температуре нагрева вероятно образование складок по внутреннему радиусу гиба (исправить такой недостаток невозможно).
- Процесс требует как можно более оперативной гибки, т.к. тонкостенные трубы быстро остывают.
- Технология не рекомендуется для малых радиусов гибки.
- Необходимо выполнение повышенных требований к технике безопасности, поскольку задействуется открытое пламя.
Чаще всего подобным образом гнётся труба из нержавеющей стали или цветных металлов, которые при нагреве не склонны к окислению.
Способы сгибания металлической трубы под углом 90°
Металл – материал достаточно прочный, однако при особом воздействии довольно легко поддается изгибанию. На сегодня существует несколько методов сгибания металлической трубы своими руками.
Использование колышков. При выгибании именно таким способом есть большая вероятность повреждения самой трубы или ее поломки. Избежать этого можно путем заполнения пустоты сухим мелким песком, установив после этого с обоих концов заглушки. Теперь можно переходить непосредственно к процессу сгибания. Для этого вкопайте в землю одну или несколько других заготовок и, используя метод рычага, постарайтесь согнуть ее. Если вы не совсем уверенны в своих силах, потренируйтесь на ненужных кусках с похожим стройматериалом. Данный прием можно применять для конструкций диаметром 16-20 мм. При необходимости и для трубоконструкций большего диаметра. Однако это очень сложный процесс. Также стоит учитывать ее материал. Для оцинкованных лучше использовать другие способы согнуть трубу без трубогиба.
- Нагрев металлоконструкции. Данный метод можно применять с целью изменения алюминиевого и стального трубопровода. Для проведения процедуры ее необходимо надежно закрепить в тисках, предварительно заполнив и путем применения газовой горелки нагревать до определенной температуры именно то место, в какое планируется дальнейший изгиб. Нужную температуру нагрева определить достаточно легко: при приближении листка бумаги к месту нагрева, она должна начинать дымиться. В случае нагрева стальной заготовки, дождитесь ярко выраженной красноты материала. В целях безопасности используйте перчатки.
- Использование плоскопараллельной пластины. Технология проведения процедуры требует от вас ее фиксирования в зажиме, после чего проводится искривление, причем делать это нужно вдоль пластины. Данный прием считается наиболее простым и экономным, однако неизменяющаяся кривизна пластины делает выполнение этого метода довольно непопулярным. Для качественного результата рекомендуется использование нескольких пластин с разной кривизной. Главным условием также является применение исключительно стальной трубы, причем длина этой конструкции должна быть достаточно велика.
Употребление металлической пружины. Прием можно использовать для придания нужной форме заготовкам из цветных металлов с хорошей пластичностью. Пружина нужна для предотвращения возможной деформации стройматериала во время процесса сгибания. Для обеспечения хорошего результата рекомендуется учитывать размер пружины, он должен полностью соответствовать внутреннему диаметру металлической конструкции, поскольку ее необходимо вставить в полость. После этого можно производить сгиб, предварительно привязав саму пружину проволокой для облегчения дальнейшего процесса ее извлечения.
- Применение воды в качестве наполнителя для полости. Вместо песка можно с легкостью использовать обыкновенную воду без примесей. Заполнив полость трубы, и закрыв отверстия заглушками, воду заморозьте. После чего требуется нагреть материал. Однако такой метод нельзя ни в коем случае применять для оцинкованных заготовок.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.










Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Сгибание в домашних условиях

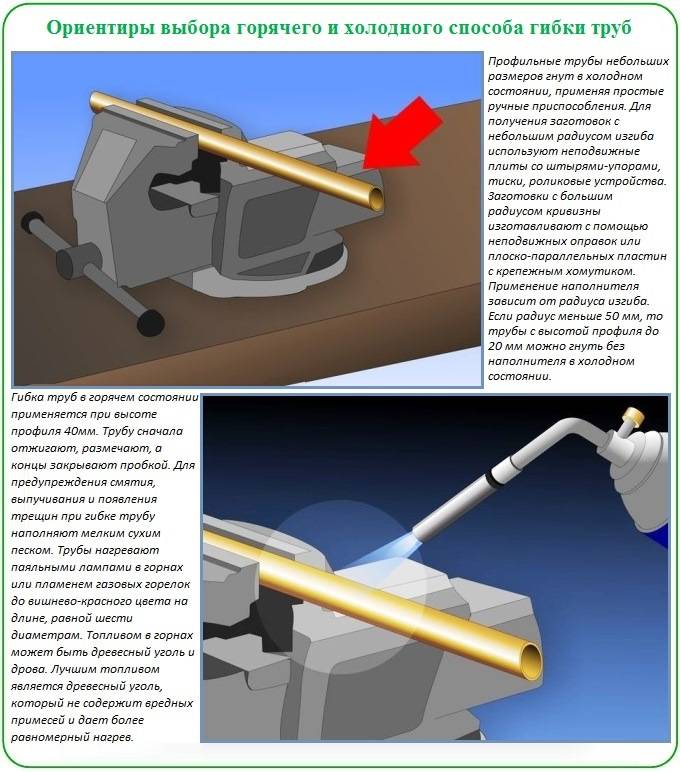
На дому металл гнут и в холодном состоянии, и с подогревом. Правильно выбрать один из этих способов можно экспериментально. Как удобнее согнуть профильную трубу в домашних условиях, становится ясно уже при первой попытке.
Кусок профиля зажимают в тисках и пытаются гнуть. Если он «играет», то без подогрева не обойтись. В противном случае нужно учитывать высоту профиля:
- от 10 мм и меньше — холодный способ;
- от 10 мм до 40 мм — либо холодный, либо с подогревом;
- от 40 мм и выше — подогрев.
Чтобы не допустить порчи материала при использовании подогрева, полость трубы заполняется предварительно очищенным песком. Просеивать его надо на мелком сите, чтобы отфильтровать кусочки гравия.
Не стоит проходить мимо такой очистки — крупный камешек может стать причиной образования выпуклости во время сгибания на мягком от разогрева металле. Песчаная пыль тоже не подойдет, потому что имеет свойство спекаться при разогреве. Среднезернистый песок не даст разогретому профилю образовать складки.
Нагревают профиль равномерно газовой горелкой или паяльной лампой до вишневого цвета. Сгибать надо в горизонтальном или вертикальном положении за один раз. После остывания сравнивают с шаблоном и высыпают песок.
Без подогрева в домашних условиях гнут как профильные трубы, так и круглые. Придать желаемое закругление профилю можно с помощью болгарки и сварки.









Сначала надо определить длину загиба по шаблону. Потом отметить этот участок на профиле и болгаркой сделать по нанесенным отметкам распилы трех стенок. Между ними равномерно сделать еще несколько распилов, согнуть профиль, распилы заварить сваркой и зашлифовать.
Некоторые умельцы гнут трубы с помощью самодельных пружин. Последние наматываются из жесткой проволоки диаметром около 2 мм. Размер кольца подбирается так, чтобы пружина плотно, но свободно заходила внутрь трубы. Для облегчения процесса изгиб можно разогреть.
Важно не забыть перед введением пружины привязать к ее крайнему звену прочный канат или проволоку. После придания профилю необходимой формы с помощью привязки пружину вытаскивают
И еще один способ, не требующий дорогостоящих затрат. Он подойдет для изгиба по большому радиусу. На листе фанеры чертят шаблон, и по нему монтируют стальные крючья. Профильную трубу гнут, укладывая в эти крючья, предварительно закрепив один конец у первого крюка.
Известны другие способы выполнения этой работы, но все они подчиняются одним закономерностям и имеют одни особенности.
Сгибаем пластиковую трубу
Для того чтобы согнуть пластиковую трубу, из ДВП создается своего рода форма, которая должна будет повторить форму трубы. Оправу нужно тщательно отшлифовать. С помощью формовочной машинки создается силиконовая оболочка для пластикового изделия. Она будет крепить трубу в деревянной заготовке. В полученную оболочку устанавливается пластиковая труба. Деталь крепко фиксируется и помещается на формовочное оборудование.
Когда пластик начнет прогреваться, то начнет оседать на форму оправы. После необходимо подождать пятнадцать минут, пока заготовка не остынет.
Перечислены самые популярные способы изгиба труб без специального устройства трубогиба. В домашних условиях очень часто нужно согнуть трубы. Особенно востребованы способы изгибания труб без трубогиба на дачах и загородных домах. Нужно заметить, что подручные методы вовсе не уступают профессиональным методам изгиба труб.
Единственное условие – это предельная аккуратность, внимание и выдержка. И даже если с первого раза не удастся выполнить задание – не стоит отчаиваться
Со второго раза изгиб трубы подручными способами обязательно получится. Чем больше радиус изгиба трубы, тем сложнее задача. Ведь появляется риск испортить изделие.

Некоторые специалисты создают у себя в мастерских самодельные трубогибы. Они ничем не уступают фабричным изделиям. Чаще всего это обычные шаблоны, которые крепятся к верстаку или на деревянную поверхность. Единственное ограничение – трубогиб выполняет в основном заданный угол изгиба. Более сложные изделия подразумевают корректировку угла. И, наконец, стоит отметить, что качество изгиба зависит от материала, из которого изготовлены трубы.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.









- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.

Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).





