Критерии выбора
Помимо этого существуют и другие марки, так что у людей часто возникает вопрос, какой припой выбрать для микросхем, исходя из параметров
В первую очередь нужно обращать внимание на проводимость состава. Если у него большое сопротивление, то для сложных схем он может не подойти
Для обыкновенной домашней пайки критерии не столь существенны, но если предстоит серьезная работа, то лучше обращать внимание на серебряные припои, а не на оловянно-свинцовые, хотя они и дешевле.
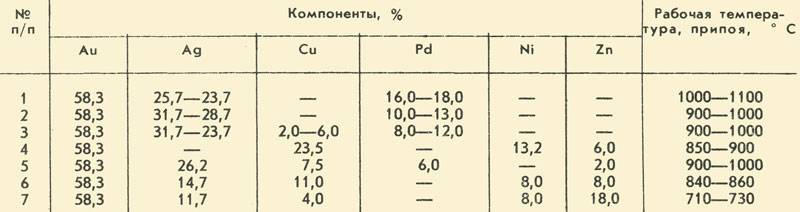
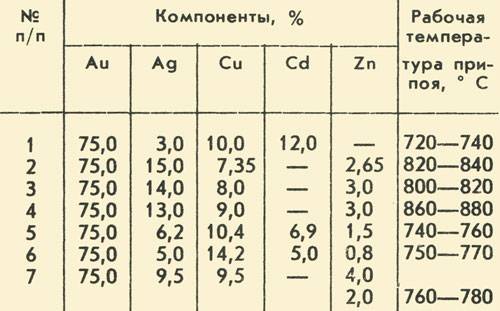
Серебряные припои
Одним из важных параметров является температура плавания. Тут не нужна высокая крепость и сама температура на схеме не будет подыматься не выше сотни градусов. При низкой температуре плавления припой лучше расплавляется и схватывается на поверхности. Также проще обирать остатки, которые могут налипнуть при неаккуратном обращении.
Лучше если материал будет выполнен в виде прутка или проволоки, так как это более удобно в практическом применении. Ведь нужно отмерять относительно небольшие порции, поэтому, необходимо иметь возможность взять паяльником минимальное количество материала.
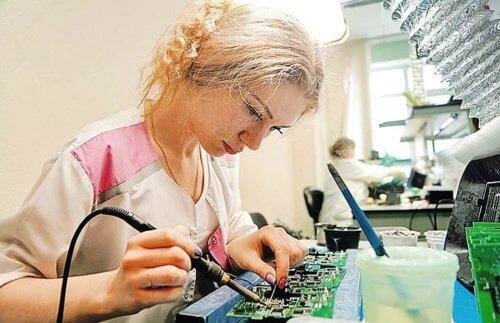
Особенности пайки
Выбирая, какой припой лучше выбрать для пайки SMD стоит учитывать, что сам процесс спаивания имеет некоторые отличия. Во-первых, для работы нужно подобрать тонкий паяльник, у которого было острое плоское жало. Его мощность не должна слишком превышать температуру плавления расходного материала. Нужно обильно использовать флюс, чтобы улучшить скорость и надежность соединения.
https://youtube.com/watch?v=KBr6fTDMazw
Одной из главных особенностей является чистка микросхемы после спаивания. На ней могут остаться лишние частицы припоя, которые следует собрать, чтобы не получилось короткого замыкания. Это могут быть как случайно оброненные капли, так и просто расплывшиеся массы припоя, если его взяли слишком большое количество. Для этого используется специальная оплетка из меди. Это еще одна из причин по которой температура плавления расходного материала должна быть минимальной.
Производители
На рынке можно выделить следующих отечественных производителей
- КиевЦветМет;
- Арсенал;
- Вадис-М;
- «Технологические Линии»;
- Техноскрап.
Как выбрать нужный припой и флюс?
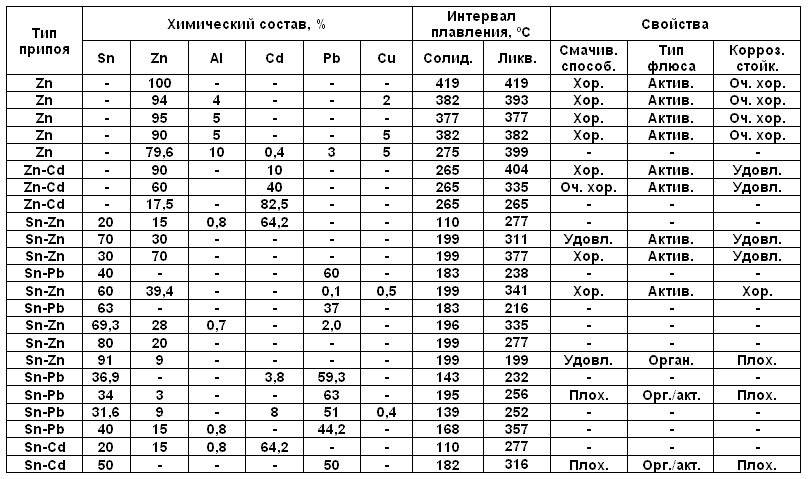
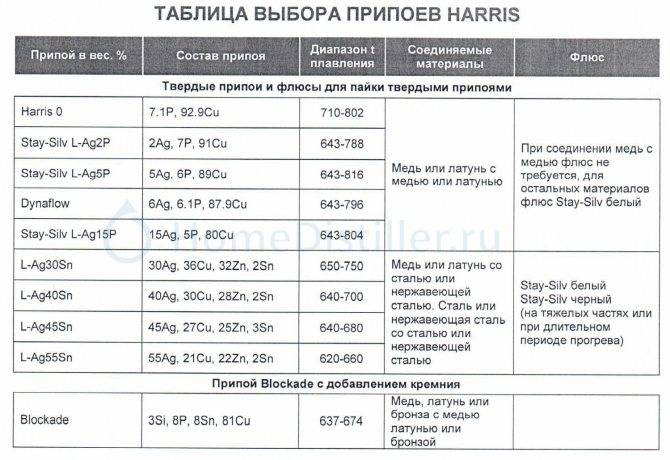
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).
Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Использование в быту

Применение техники твердой пайки в домашних условиях предполагает наличие газовой горелки, посредством которой можно обеспечить высокую степень нагрева в зоне контакта. Помимо этого, потребуется сам тугоплавкий припой, плавящийся при температурах свыше 450 градусов, а также специальная активная добавка, называемая флюсом.
Лишь при выполнении этих требований в результате паяльных работ удается получить достаточно надежное и твердое паяное соединение.
В качестве примера можно привести использование твердого припоя при спайке рамы велосипеда, восстановление которой другими методами не так эффективно и надежно.

Твердые припои пользуются повышенным спросом при ремонте различной кухонной утвари и посуды, изготавливаемой из твердосплавных материалов (латуни или меди, например).
Чаще всего восстановительному ремонту подлежат растапливаемые углем самовары или подобные им нагревательные приспособления из тугоплавких металлов.
Добавим к этому, что бытовая пайка твердыми припоями широко востребована и при проведении ремонтных работ, касающихся восстановления отдельных узлов холодильного и теплообменного оборудования.
В последнем случае для спайки медных трубок посредством газовой горелки потребуется твердый латунный припой, позволяющий получать прочное и надежное соединение, пригодное для эксплуатации в критических условиях.
![Припой для пайки [алюминия, меди, стали]](https://technika-remont.ru/wp-content/uploads/9/b/a/9ba8fc9d09fc52d3b47c2497d6aeff35.jpeg)



Рассмотрим особенности работы с паяльными составами различной степени тугоплавкости на примере такой распространенной операции, какой является запайка труб.
Что такое припой?
Припой – это чистый металл или термопластичный сплав из нескольких компонентов. Предназначается для соединения медных деталей в общую целостную сеть.
Под воздействием высоких температур припой плавится, распространяется по зоне обработки и герметизирует поверхность. После окончательного остывания на трубном материале образуется прочный, ровный шов без погрешностей
Технология стыковки двух фрагментов, проведенная по такому принципу, называется пайкой.
Среди основных достоинств методики стоит выделить:
- соединение без деформации;
- сохранение первоначальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- отличная прочность и высокий уровень герметичности созданного шва;
- устойчивость скрепленной области к разным температурным режимам, включая интенсивное прогревание;
- простое разъединение шовных участков в случае возникновения потребности изменить формат системы.
Проводят пайку специальным оборудованием – паяльником, газовой горелкой или паяльной лампой. Непосредственно перед работой зону тщательно зачищают от поверхностных дефектов и технических масел, и только потом приступают работе.
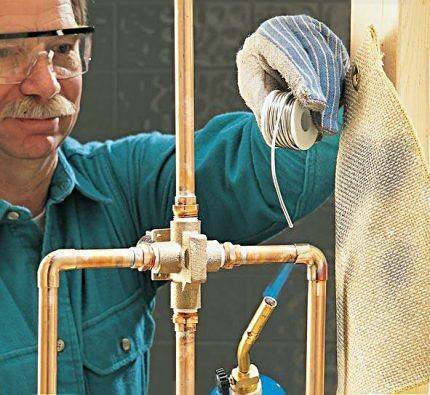
Процесс соединения трубных фрагментов осуществляется легко и быстро, но требует обязательного соблюдения правил элементарной безопасности. Во избежание проблем и получения травм, на руки нужно надеть плотные рабочие перчатки, лицо и глаза закрыть специальными очками или маской, а одежду защитить плотным фартуком. Это убережет мастера от потенциально возможных несчастных случаев.
Для пайки в бытовых условиях чаще всего используют паяльник. Горелку или лампу применяют там, где мощностных возможностей паяльника не хватает или требуется соединить детали большой толщины и внушительной массы
Это интересно: Припой для пайки — виды, марки, характеристики
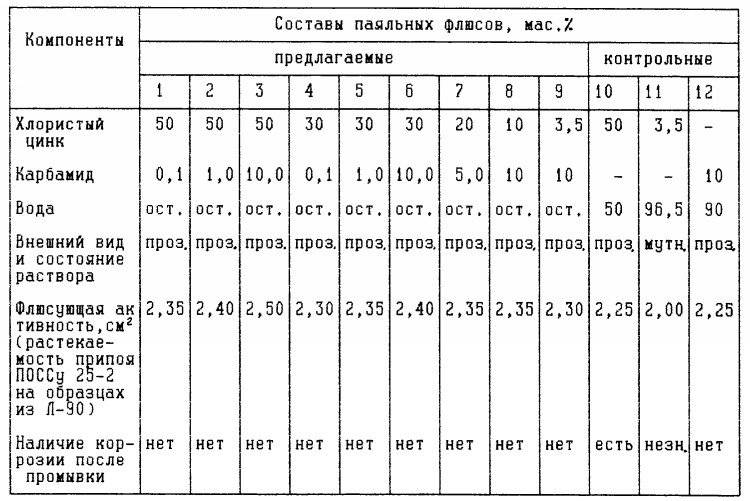
3.3. Классификация флюсов и система их обозначений
Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов.
Флюсы, применяемые при пайке, классифицируются по: температурному интервалу активности; природе растворителя; природе активатора определяющего действия; механизму действия; агрегатному состоянию. В зависимости от температурного интервала активности паяльные флюсы подразделяются на: низкотемпературные (≤ 450 °С); высокотемпературные (> 450 °С).
По природе растворителя паяльные флюсы подразделяются на: водные; неводные.
По природе активаторов определяющего действия низкотемпературные паяльные флюсы подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые.
По природе активаторов определяющего действия высокотемпературные паяльные флюсы подразделяются на: галогенидные; фторборатные; боридно-углекислые.
Если флюс содержит несколько активаторов, необходимо называть все активаторы. Например, канифольно-галогенидный, фторборатногалогенидный флюс.
По механизму действия паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные. По агрегатному состоянию паяльные флюсы подразделяют на: твердые; жидкие; пастообразные.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
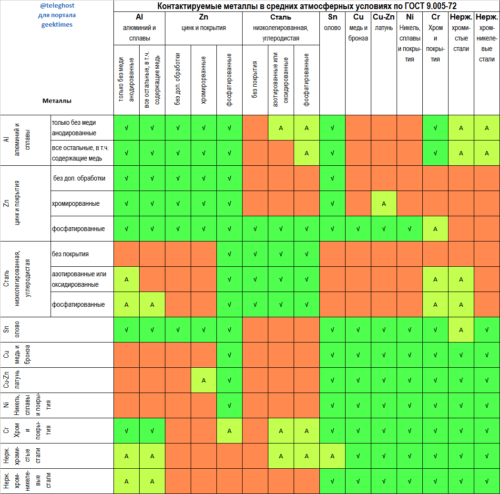
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Источник
Как использовать припой
Чтобы шов после пайки получился прочным и герметичным, необходимо:
- тщательно подготовить трубы перед выполнением пайки. Для этого концы труб очищаются от окислов и иных видов загрязнений металлической щеткой, а заусенцы, образовавшиеся после нарезки труб, удаляются при помощи специального устройства – фаскоснимателя;

Подготовка медной трубы к пайке
- расширить конец одной трубы на несколько миллиметров, чтобы трубы легко стыковались между собой. Если пайка производится при помощи фитингов (специальных элементов, предназначенных для сборки трубопровода различной конфигурации), то увеличивается диаметр фитинга, а не трубы;
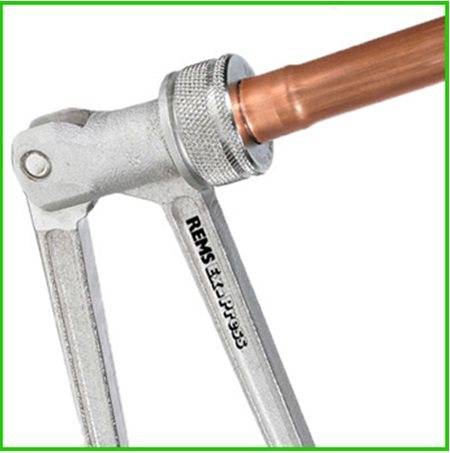
Увеличение диаметра трубы
- обработать места пайки труб флюсом;

Обработка трубы флюсом перед пайкой
Поскольку флюс является токсичным соединением, то при работе с ним требуется четко соблюдать правила безопасности: работа должна выполняться в перчатках и в проветриваемом помещении.
- подготовить газовую горелку (оборудование, предназначенное для пайки труб, изготовленных из меди) и немного нагреть спаиваемые участки;
- аккуратно по всему периметру трубы нанести припой, который в процессе разогрева будет постепенно переходить из твердого состояния в жидкое, тем самым заполняя все пустое пространство;
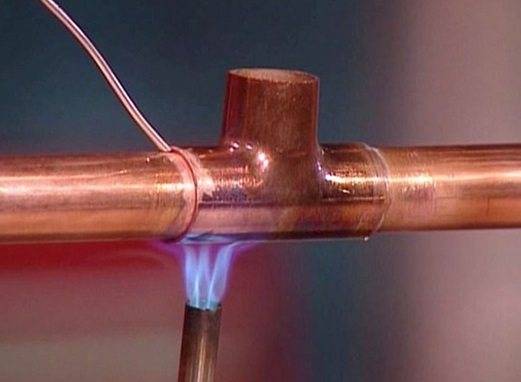
Пайка при помощи припоя
- дать припою полностью остынуть в неподвижном состоянии. Для полного остывания в зависимости от вида припоя требуется в среднем 3 -5 минут.
Процесс пайки труб из меди при помощи припоя представлен на видео.
При выборе припоя и флюса необходимо учитывать все основные характеристики веществ, то есть если для пайки используется высокотемпературный припой, то и флюс так же должен быть предназначен для высокотемпературной пайки. Правильно подобранные и соответствующие друг другу материалы способствуют получению не только герметичного шва, но и максимально долговечного соединения.


Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Пайка мягким припоем
Низкотемпературная пайка подойдет для монтажа отопительной или водопроводной сети, если температура теплоносителей не превышает 130 градусов, а диаметр медных труб составляет не более 10 см.
Для выполнения пайки необходимо:
- Зачистить соединяемые поверхности.
- Нанести на них флюс.

- Вставить элементы друг в друга.
- Разогреть область соединения при помощи горелки до 200-250 градусов.
- Нанести припой на самые края деталей.
- Постоянно перемещая горелку, нагревать соединение 15-20 секунд.
- Когда флюс потемнеет, нужно уложить на зону пайки еще немного припоя. Как только материал окажется на раскаленной поверхности, он сразу начнет плавиться и заполнит пространство между трубой и раструбом.
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.

Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.

Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов. Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва. Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства

В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Если припой, то какой
Определившись с инструментом, приступаем к выбору припоя. Прежде всего, следует убедиться, что материал соответствует определённому температурному режиму. По своим характеристикам припои условно делятся на три группы.




- Низкотемпературные. Их стоит предпочесть, если паяльник или горелка неспособны обеспечить хороший прогрев. Однако прочность соединения в этом случае будет не слишком высокой. Для деталей, работающих под большими нагрузками, такой вариант не подходит.
- Среднетемпературные. Если паяльная горелка обладает достаточной мощностью, используя такой материал удастся наложить прочный шов с приемлемыми эксплуатационными свойствами. Но, по ряду причин, такие составы не получили широкого распространения.
- Высокотемпературными. Как правило, при их применении достигается самая высокая прочность соединения. Следует помнить, что не все сплавы меди способны выдержать значительный нагрев. Всё будет зависеть от соединений, входящих в их состав. Но если требуется, чтобы получившийся шов выдерживал высокие нагрузки, придётся остановить свой выбор именно на таком варианте.
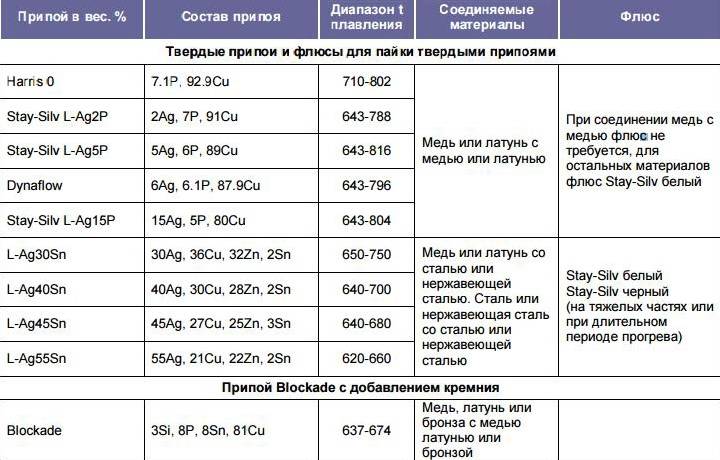
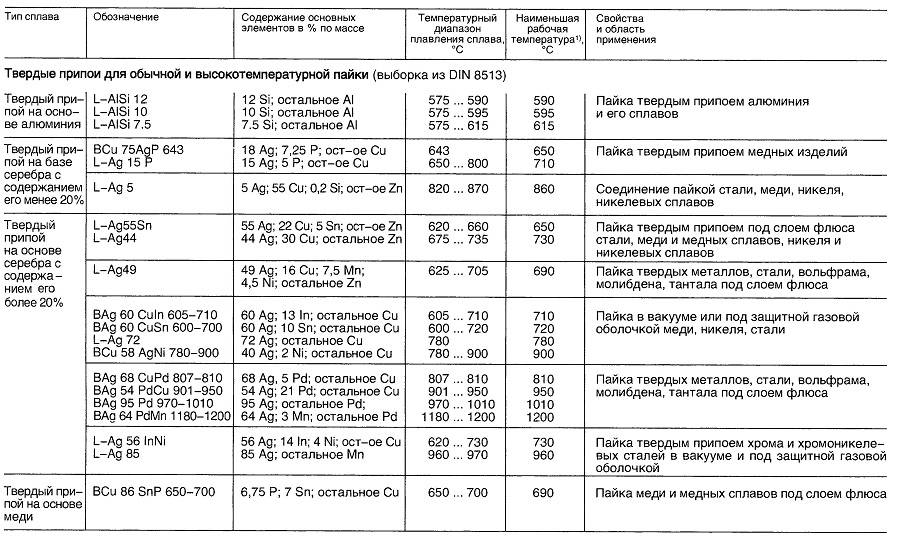
Но не только температура плавления отличает один припой от другого. Не менее важен их химический состав. Наиболее распространена пайка меди твёрдым припоем. В ходе такой работы используются смеси, приготовленные по различным рецептам. Они разделены на несколько основных категорий.
- Оловянно-медные и серебряно-медные. Это – достаточно простые в применении низкотемпературные припои.
- Медно-фосфорные. Эти высокотемпературные припои удобны тем, что при необходимости могут использоваться без флюсов. Но при низких температурах его механические свойства ухудшаются и, как следствие, падает прочность соединительного шва.
- Медно-серебряно-цинковые. Они также обладают высокой тугоплавкостью. Среди их достоинств – хорошая пластичность и высокая коррозионная стойкость.
- Высокотемпературные серебряные припои обладают хорошими механическими свойствами, однако, для их применения обязательно необходим флюс. Важным недостатком является и высокая стоимость материала.
При обилии предложений на рынке, изготовление припоя своими руками не слишком оправдано.
Для изготовления водопроводов и изделий, контактирующих с пищей, использовать составы, содержащие свинец, недопустимо. Причина очевидна – свинец ядовит. Отдельной проблемой является пайка нержавейки с медью. Но и она решается правильным выбором припоя и флюса.
Технология пайки медного трубопровода
Медные трубы используются для монтажа разных коммуникаций: водопроводов, отопительных систем и газовых труб. Они отличаются рядом преимуществ, таких как:
- обладают устойчивостью к губительному воздействию коррозии;
- поверхность медных труб довольно гладкая;
- устойчивы к ультрафиолетовому излучению;
- имеют высокий коэффициент теплопроводности;
- способны выдерживать высокую температуру;
- обладают хорошей прочностью;
- эксплуатационный срок медного трубопровода доходит до 50 лет.
Для соединения отдельных элементов медной конструкции используют пайку. Разновидности ее таковы:
- пайка при высокой температуре;
- пайка при низкой температуре.
Высокотемпературный вариант пайки используют, чтобы получить стык с повышенной прочностью. Низкотемпературную пайку применяют во всех остальных случаях.
Пара слов о флюсах
Чаще всего применяют следующие флюсовые составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.

Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.

Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Перед началом работ обратите внимание на следующие нюансы:
- Какие металлы требуется паять?
- Какой способ пайки вы намерены использовать?
- Размер соединяемых элементов и их механическая прочность.
- Ограничения по температуре.
- Устойчивость соединяемых элементов к коррозии.
Обратите внимание на то, что температура плавления припоя, используемого при пайке, должна выбираться, исходя из диаметра проводов. Чем толще провод, тем выше температура плавления
Для тонких допускается применять припои с наименьшей температурой.
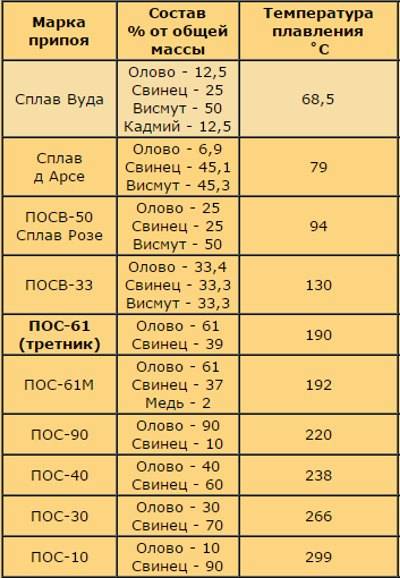
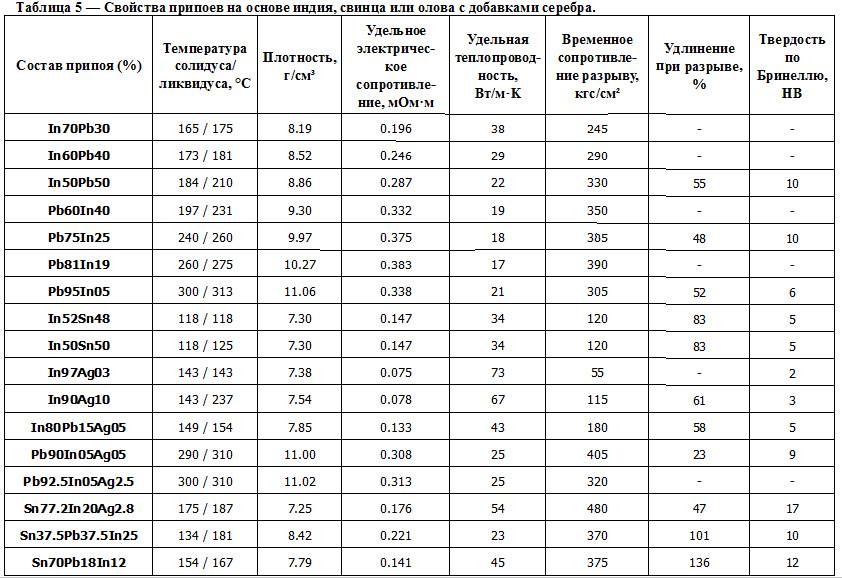
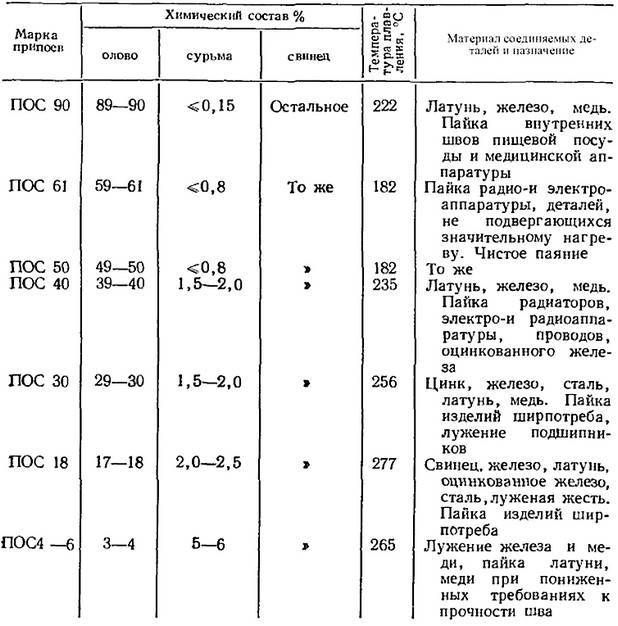
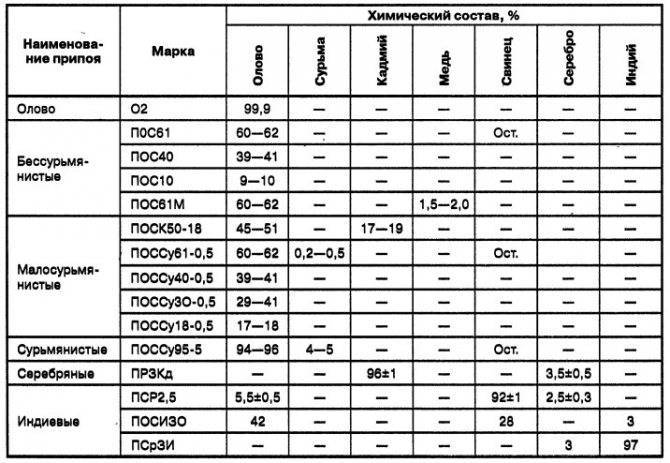
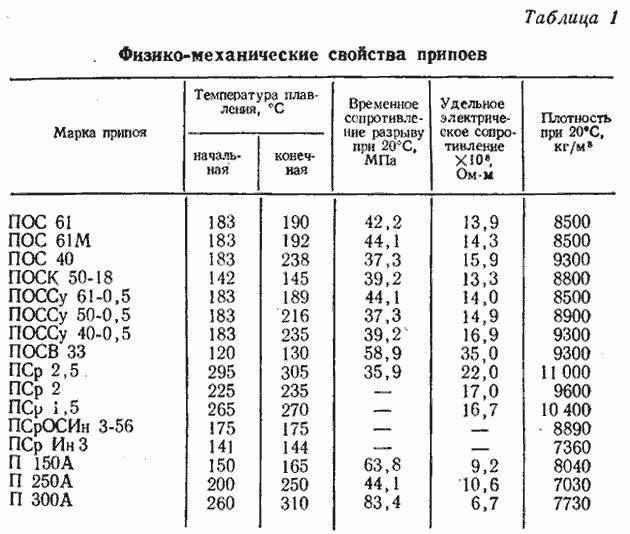
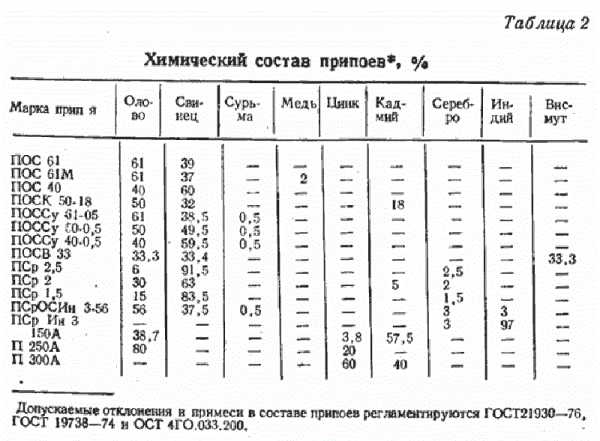
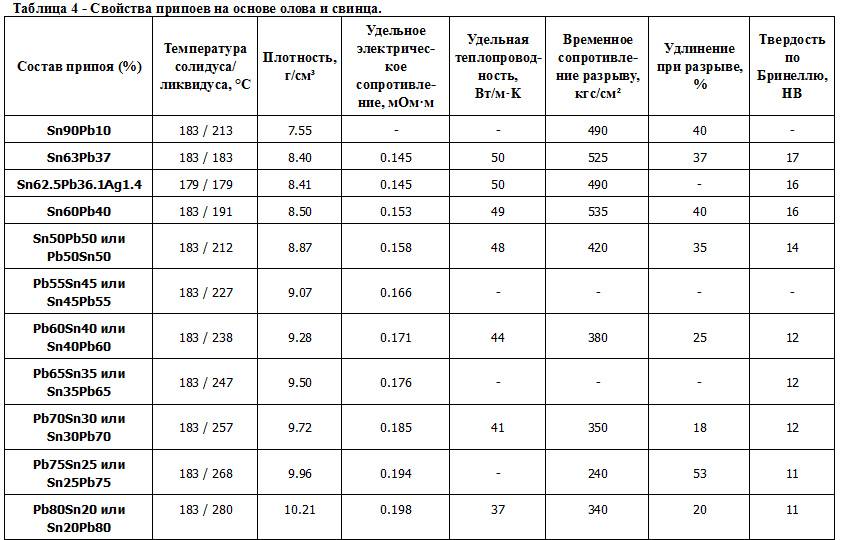
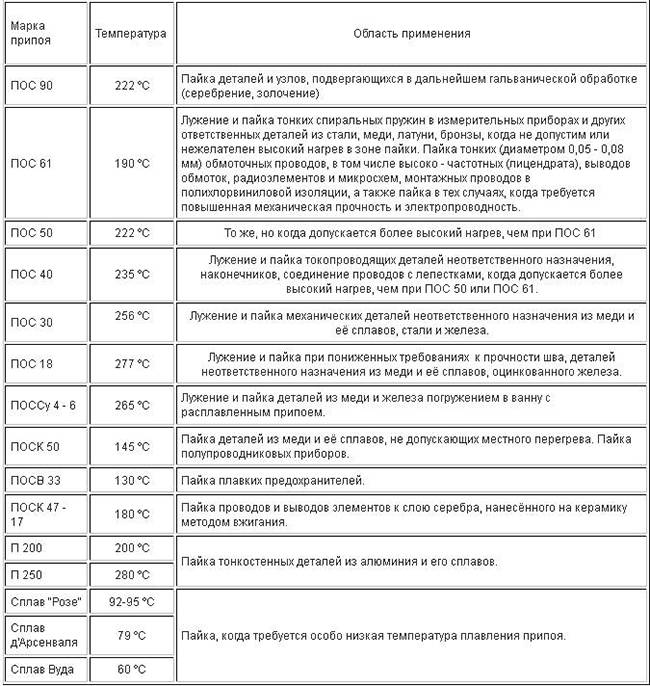
Марки и свойства припоев.
Все виды можно разделить на три огромные подгруппы:
- Сверхлегкоплавкие.
- Легкоплавкие.
- Тугоплавкие.

Последние не используются радиолюбителями, электрики их тоже нечасто применяют. Причина — температура плавления таких припоев 500 градусов и выше, не каждый специалист обладает оборудованием, которое способно обеспечить такой нагрев. Но преимущество сразу заметно: прочность у пайки очень высокая, соединяемые детали могут выдержать большие механические нагрузки.







С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное — в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
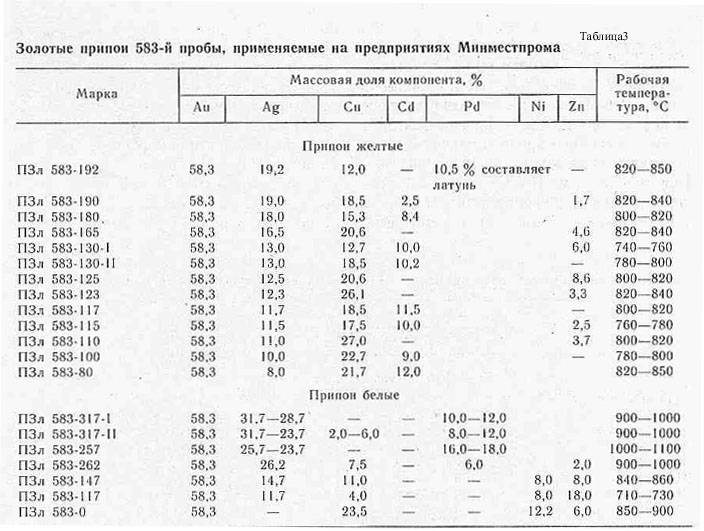
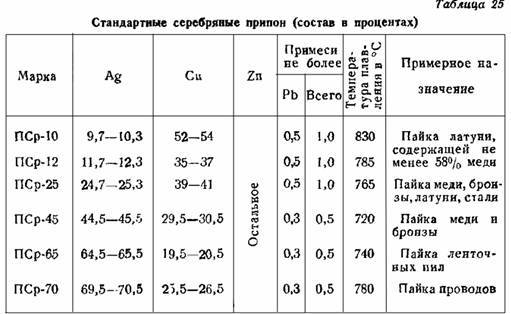
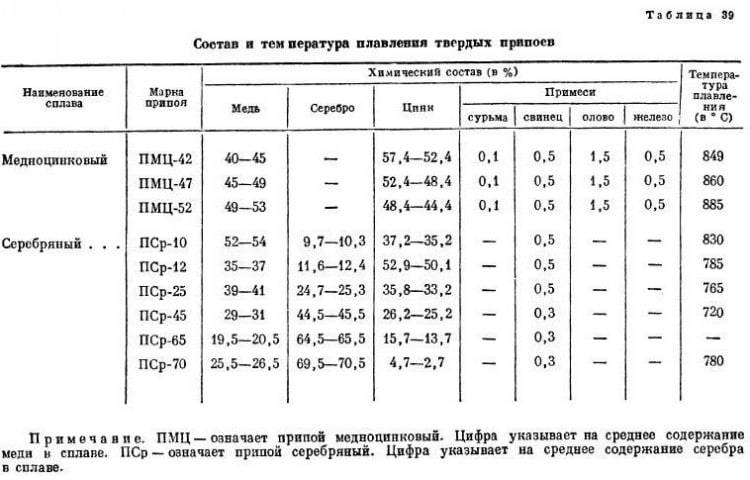
Латунь, богатая медью, спаивается следующими припоями:
- ПСр-72.
- ПСр-40.
- ПСр-45.
- ПСр-25.
- ПСр-12.
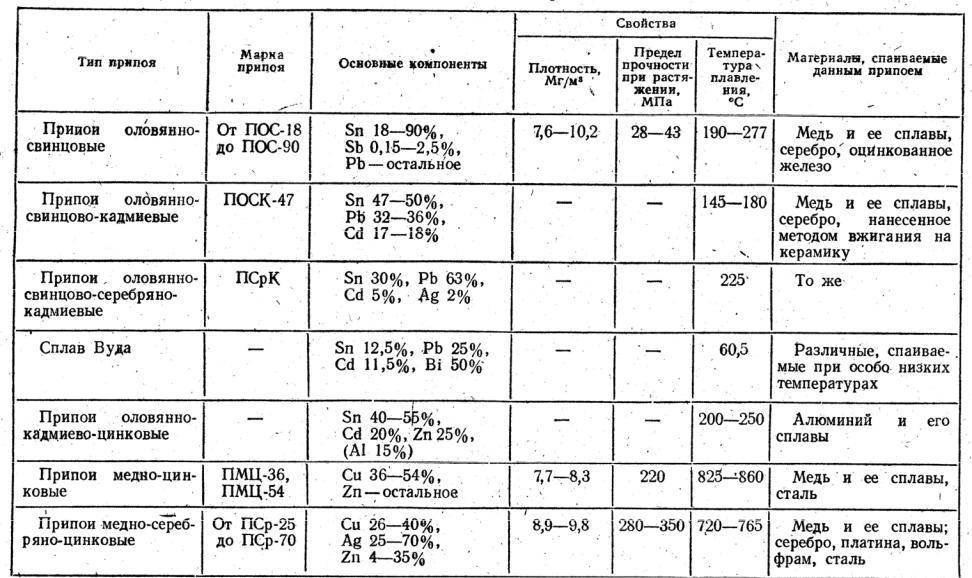
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
- ПМЦ-36.
- ПМЦ-48.
- ПМЦ-54.
- Припой медно фосфорный.
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.