
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
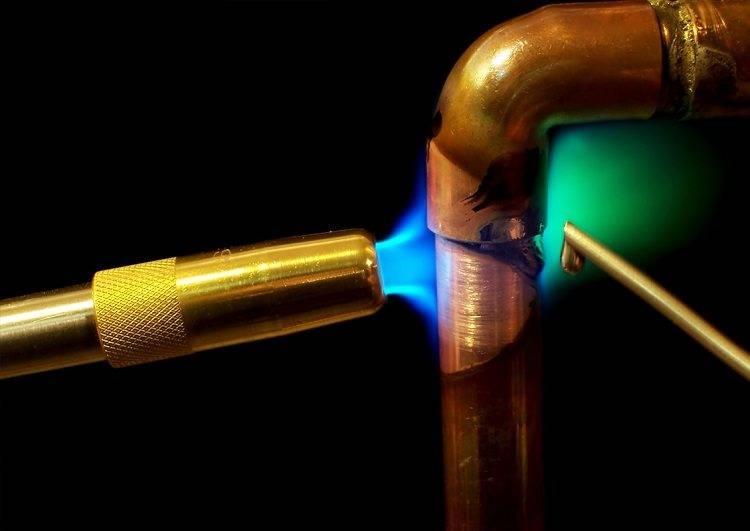
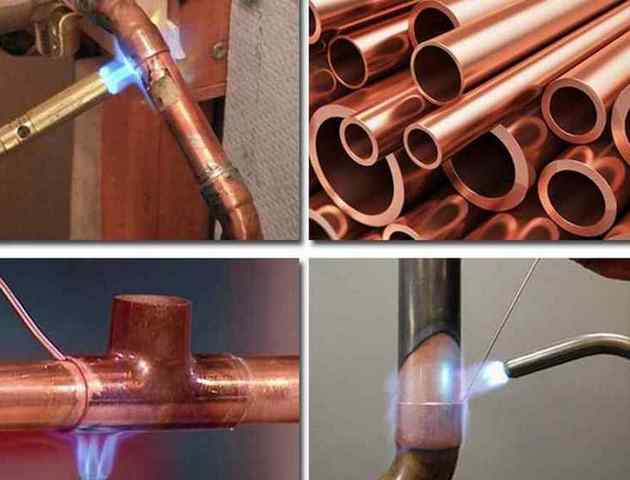
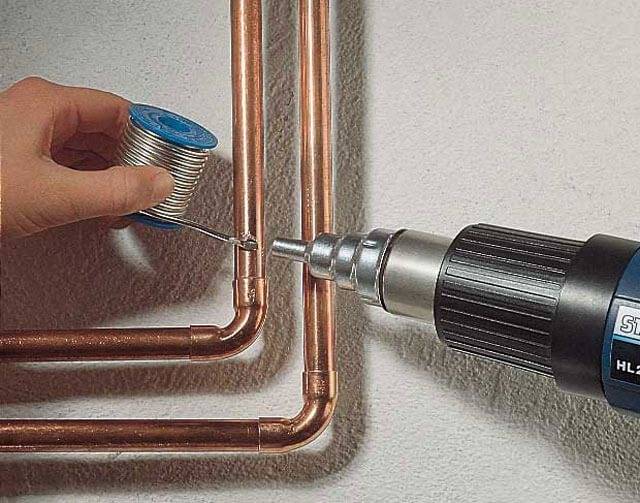
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
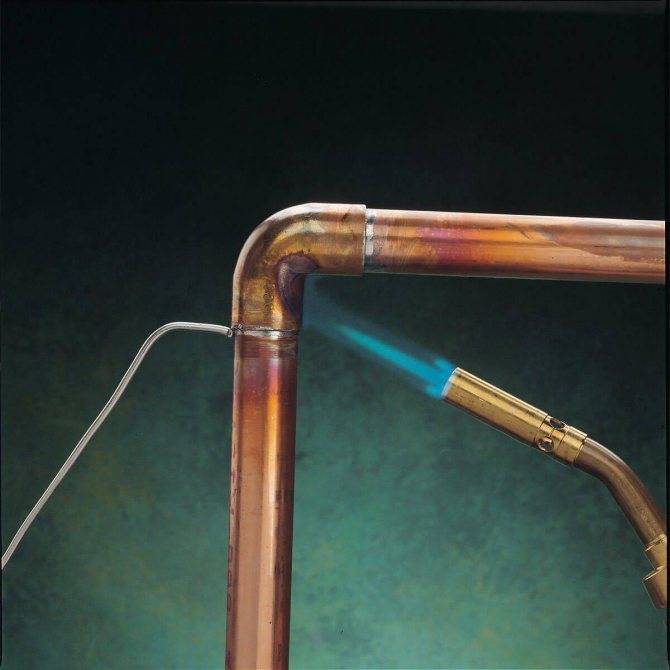
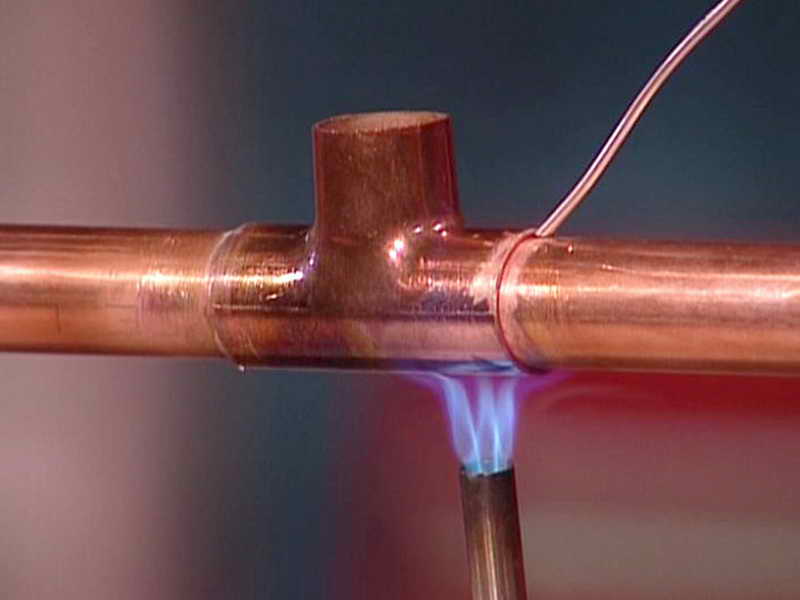
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Особенности соединения пайкой
Соединения пайкой применяются в ситуациях, когда установка труб водоснабжения либо отопления осуществляется в стенах, полу или при прочих вариантах, при которых невозможен доступ для визуального контроля целостности соединения.
В основу метода положен капиллярный эффект, благодаря которому припой равномерно распределяется по сечению трубы независимо от ее положения. Для его создания используются специальные фитинги, которые имеют диаметры, отличающиеся от диаметров труб на определенное значение. Рекомендуемый зазор для выполнения пайки на открытом огне составляет 0,1-0,15 мм.
Для соединения с использованием капиллярной пайки применяются припои и флюсы. Существуют низкотемпературный и высокотемпературный методы пайки.
Мягкая (низкотемпературная) пайка используется для сетей транспортировки газообразных и жидких сред с рабочей температурой не более 110 °С. Она применима для соединения труб диаметром 7-110 мм. Изделия с толщиной стенки более 1,6 мм и диаметром выше 110 мм можно соединить с помощью сварки.
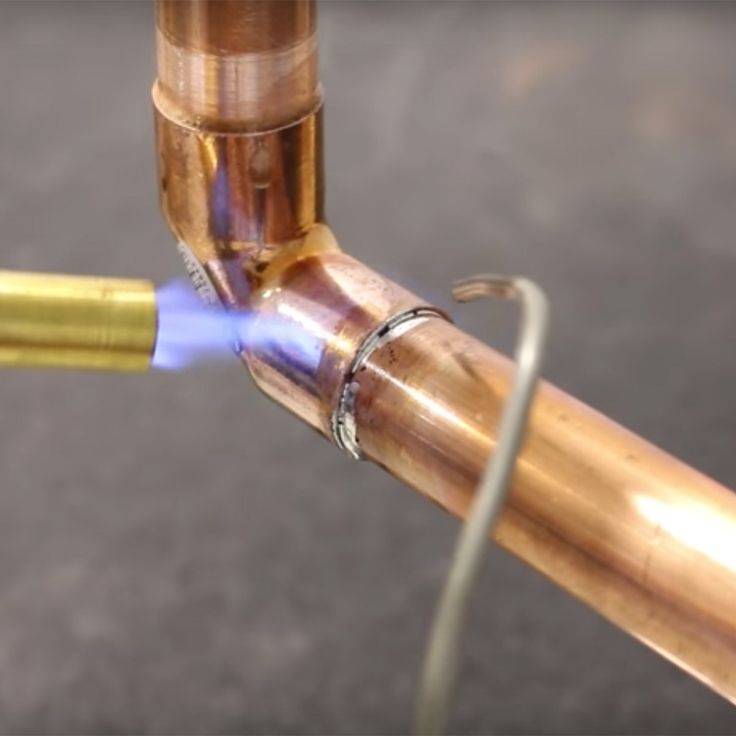
 Для пайки понадобится газовая горелка и специальная проволока (припой)
Для пайки понадобится газовая горелка и специальная проволока (припой)
Твердая (высокотемпературная) пайка при монтаже трубопровода своими руками почти не используется. Она применима для соединения труб в системах, где условия эксплуатации связаны со значительными температурами.
Технология и этапы развальцовки
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
- Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
- Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.

Независимо от задачи развальцовки, этапы процесса одинаковы:
- Отрезают трубу строго перпендикулярно, зачищают края и внешнюю поверхность вблизи среза, а если труба была деформирована при отрезании, например, сплющилась, восстанавливают круглую форму ее сечения. Даже частичное невыполнение этого этапа может привести к тому, что в итоге соединение не будет надежным и легко разгерметизируется.
- Фиксируют трубу в матрице развальцовочного инструмента или тисках так, чтобы оставить свободными примерно 5-6 мм трубки. Если узел будет выполняться фитинговым способом, сначала на трубу надевают обжимную гайку и только после этого фиксируют трубу в держателе. Надеть обжимную гайку на развальцованную трубу проблематично.
- В торец трубы вставляют штамп нужного размера и постепенно вкручивают его внутрь. При этом металл размягчается, растягивается, и кромка трубы принимает коническую форму.
- Убирают расширитель из трубы, освобождают ее из держателя и внимательно осматривают полученный раструб. Если по краю обнаружены заусенцы, их зачищают.







Сварка труб отопления что и как варить Разбираемся вместе
Сварка труб отопления является одним из самых надежных видов стыковки. Процесс соединения конструкций производится с помощью специальных аппаратов под действием высокой температуры. Такой вид сварки применяют как для металлических, так и для пластиковых труб.
Если отсутствуют любые навыки по сварке, то предпочтительно обратиться за помощью к специалистам.
Некоторые же способы стыковки можно осуществить самостоятельно с помощью необходимых инструментов и соблюдая технику безопасности. Сварка труб отопления сварщиком может обойтись вам по очень высокой цене. При этом стоимость сварочного аппарата невысока.
Примечание: цена зависит от диаметра труб, количества стыков, проходов, также цена будет увеличена, если сваривать трубы нужно на высоте, в стесненных или холодных условиях.
Сварка пластиковых труб
Справиться со сваркой пластиковых труб возможно своими усилиями, для этого процесса не требуется специальных знаний и навыков.
Аппарат для сварки пластиковых труб
Для работы с таким материалом требуется:
- ножницы для совершения резки труб;
- специальные насадки;
- сварочный аппарат.
Работая с пластиком необходимо быть внимательным и аккуратным, так как такой материал при термическом воздействии легко повредить или испортить.
Температура при сварке должна не превышать 1800 С, так как свыше этого показателя пластик способен оплавиться и пролиться внутрь трубопровода. Также применение в процессе стыковки небольших температур грозит негерметичным соединением, могут образоваться зазоры, которые повлекут за собой при эксплуатации утечки.
Процесс сварки полипропиленовых труб смотрите ниже
Помните, что очень важно, чтобы на место пайки не попадала вода, на это особое внимание обращает автор ролика, также он говорит о том, что трубопровод нужно наполнять водой не ранее чем через один час после окончания работ
https://youtube.com/watch?v=Qw2Nvx1gtO0
Электросварка металлических трубопроводов
Для сварки труб отопления из металла применяется метод стыка с зазором в 2-3 мм.
При таком соединении не должно происходить плавление краев труб, стыковка осуществляется плавленой проволокой в зазоре.
Желательно подбирать равные по размеру трубы, для более прочной и надежной сварки.
Поверхность трубопроводов перед выполнением работ следует очистить. Концы труб должны быть ровными. Заранее должна быть продумана схема монтажа труб, размер необходимых участков, в связи с этим нужно выполнить нарезку металлических конструкций.
Процесс сварки производится по окружности. В зависимости от толщины труб применяется несколько слоев сварки, но не менее двух. Перед новым швом обязательно удаляется шлак.









В видео ниже показано, как выполнять сварку труб из стали с зазором за два прохода. Весьма детальный и полезный ролик.
Газовая сварка
Газовая сварка труб — более дорогой вид соединения, чем электросварка.
При использовании газового инструмента соединение происходит с использованием расплавленного металла на поверхность шва.
Показано, как при помощи газовой сварки соединить трубы
Для произведения шва окружность труб по предполагаемому шву делят на 4 условных отрезка, по котором происходит заполнение шва. При исполнении сварки в четыре отрезка, каждую проработанную часть поворачивают вниз.
Сварка, как метод стыковки, регламентируется ГОСТом, СНиПом по тепловым сетям.
При выполнении сварочных работ газом также необходимо предпринять меры безопасности. Необходимо облачится в защитный костюм, а на голову и глаза нужно надеть специальный шлем-маску. Проводить все работы нужно вдали от легковоспламеняющихся объектов.
Холодная сварка
Также известен такой способ соединения как холодная сварка труб отопления.
Мужчина наносит холодную сварку на стык труб
Он представляет собой эпоксидный клей со стальным порошком. Применяется как шпаклевка. Способ позволяет склеивать фактически любые материалы, включая пластик и металлы. Такой способ сварки чаще всего применяется для отдельных швов либо для заделывания зазоров.
Холодной сваркой вы, кстати, можете сварить не только трубы. К примеру, Виктор из ролика ниже, отремонтировал таким способом рукоятку топора. Довольно полезно и познавательно.
Проверить герметичность любого шва можно с помощью мыльного раствора, который наносится на стык. Через трубу подается воздух. Если имеются зазоры, то на месте стыков появляются пузырьки.
Надеемся, что статья была полезна и актуальна вам. Будем сильно признательны ,если нажмете на кнопки социальных сетей, которые расположены ниже. Пусть и другие прочтут этот материал.
Достоинства и недостатки медных труб для отопления
Для изготовления медных труб используется только высококачественная медь. В некоторых случаях применяются сплавы данного материала с цинком. Чаще всего сверху изделия покрываются полиэтиленовым слоем или декорируются при помощи ПВХ. Это существенным образом улучшает их внешний вид, снижая потери тепловой энергии.

Основные преимущества медных труб:
- длительный срок эксплуатации;
- небольшая масса;
- выдерживание как низких, так и высоких температур;
- отсутствие необходимости осуществлять дополнительную внешнюю отделку;
- возможность использования после цикла заморозки и разморозки;
- гладкая внутренняя поверхность, не позволяющая накапливаться известковым отложениям;
- небольшой коэффициент температурного расширения;
- высокий уровень устойчивости к окислению и т. д.
Как и любые другие трубопроводы, медные изделия имеют ряд недостатков, на которые стоит обратить внимание перед покупкой:
- полная несовместимость с другими материалами;
- высокая стоимость;
- мягкость и пластичность, неблагоприятно сказывающиеся на системах, где есть твердые частицы в теплоносителе;
- необходимость изоляции от блуждающих токов;
- сложность монтажа;
- необходимость бережной эксплуатации.
Некоторые из перечисленных достоинств и недостатков можно воспринимать двояко.

Это касается пластичности и высокой теплопроводности. Мягкость, к примеру, позволяет легко сгибать трубы, но при этом их нужно фиксировать через очень малые расстояния.








Что касается высокой теплопроводности, то она является положительным фактором лишь при открытой схеме размещения, в таком случае прогревание происходит весьма эффективно.
Типы медных трубок
В настоящее время существует несколько разнообразных типов медных труб. Каждый из них имеет особенности эксплуатации и использования. Классифицируют изделия по 5 признакам:
- По составу материала. Иногда применяется чистая медь, но в большинстве случаев из нее делают сплавы, добавляя цинк или олово. На сегодняшний момент состав медных труб регламентируется в соответствии с ГОСТом 859 и ГОСТом 15527.
- По способу изготовления. Медные трубы бывают тянутыми холоднотканными или же тянутыми из сварной заготовки. В первом случае изделия помечаются индексом «Д», а во втором — индексом «С».
- По наличию шва. Те варианты, которые его не имеют, называются цельнотянутыми. Если швы присутствуют, то трубы изготовлены из сварной заготовки.
- По толщине стенок. Медные трубы могут быть как тонкостенными, так и толстостенными. В первом случае толщина стенок в пределах от 0,2 до 0,7 миллиметров, а во втором — от 0,8 до 1 мм. Тонкостенные трубы чаще всего не используются для систем отопления в отличие от толстостенных. При этом в жилых зданиях преимущественно применяются те изделия, в которых толщина стенок доходит даже до 1,5 миллиметров.
- По наличию или отсутствию защиты. Трубы могут быть без защиты или же с изоляцией. Во втором случае используются пластиковые материалы, такие как ПВХ и полиэтилен. Их роль заключается в предотвращении механических повреждений.
Популярные производители

Основные страны, в которых производятся медные трубы — Германия, США, Россия, Китай и Украина. Наиболее популярные бренды:
- KME;
- Majdanpek;
- Frigotec;
- Mueller;
- Hailiang;
- Wieland;
- «АРЛАН-МЕТ»;
- «Артемовский завод по обработке металлов»;
- «ТРАСТ-Контракт».
Стоимость медных труб зависит от нескольких факторов, среди которых наиболее важными считаются диаметр, место производства, тип изготовления, состав. Изделия с диаметром 6 мм можно приобрести за 117—142 рубля за 1 метр. Если величина просвета достигает 22 миллиметров, цена повышается до 409—484 рублей за 1 метр.
Инструменты для монтажа элементов
Не всегда удаётся отрезать трубу без нарушения структуры стенки. Величина толщины стенки медных труб до диаметра 28 мм составляет всего 1 мм. Даже применение дискового трубореза для медных труб не даёт полных гарантий ровности среза. Если наблюдаются нарушения стенки, применяют калибратор. Этим инструментом калибруются (выравниваются) патрубок и раструб.
Труборезы выпускаются ручные, электрические, пневматические, гидравлические. Конструктивно труборез представляет собой механический зажим, где в качестве опорных элементов выступают два ролика. Один из роликов имеет режущую кромку.
Процесс реза осуществляется последовательным поджимом и прокручиванием трубореза вокруг оси трубы. Чем плавнее и чаще выполняется поджим, тем качественнее получается отрез трубы.

Труборез медных труб для ручного применения. Этот инструмент даёт качественный ровный отрез трубы. Но на первых порах желательно пройти тренировочный курс – познать технологию обреза на ненужных кусках труб
Монтажные работы часто сопровождаются изгибом медных труб. Качественный ровный изгиб любым радиусом помогает создать инструмент под названием трубогиб. Существуют два вида трубогиба медных труб – пружинный и механический.
Первый инструмент отличается простейшей, но эффективной конструкцией. Предназначается для изгиба труб небольшого диаметра. Второй вид включает в себя несколько конструктивных разновидностей.
Пружинный трубогиб сделан в виде длинного кожуха, который одевается на медную трубу. Один конец такого кожуха немного расширен для большего удобства его применения. Помещенная в такую пружинистую оболочку медная труба сгибается вручную без риска замятия в месте сгиба.
Недостатки – радиус изгиба приходится выверять на глазок, под конкретный диаметр трубы нужен свой пружинный трубогиб.

Пружинный трубогиб в действии. Таким приспособлением удобно изгибать трубы малого диаметра в широком спектре конфигурации радиуса. При этом пружинный труюогиб обеспечивает вполне приемлемое качество изгиба
Механические трубогибы (рычажные, сегментные, арбалетные, гидравлические) позволяют гнуть трубы разного диаметра (от 10 до 125 мм). Медные трубы больших диаметров обычно гнут сегментным и гидравлическим трубогибом. Угол сгиба при работе с такими устройствами может составлять 180°.
Категории трубопроводной арматуры
Блоки предохранительных клапанов2
Вентили стальные104
Вентили чугунные47
Задвижки нержавеющие16
Задвижки стальные – ХЛ3
Задвижки стальные77
Задвижки чугунные37
Задвижки шланговые1
Канализационная арматура6
Клапана обратные96
Клапана предохранительные50
Клапана регулирующие72
Конденсатоотводчики стальные3
Краны бронзовые23
Краны стальные – ХЛ45
Краны нержавеющие31
Краны стальные79
Вентили бронзовые18
Краны титановые1
Краны чугунные2
Метизы3
Насосы2
Отводы20
Отопительное оборудование36
Переключающие устройства1
Переходы18
Регулирующая арматура31
Пожарная арматура44
Счетчики воды31
Тройники14
Трубы46
Указатели уровня3
Уплотнительные материалы18
Фильтры, грязевики54
Фитинги26
Фланцы32
Элеваторы7
Электроприводы1
Шаровые краны81
Другое28
Пневмоприводы2
Конденсатоотводчики чугунные2
Затворы стальные38
Затворы чугунные31
Вентили энергетические1
Задвижки энергетические3
Клапана энергетические1
Клапана отсечные12
Компенсаторы сильфонные40
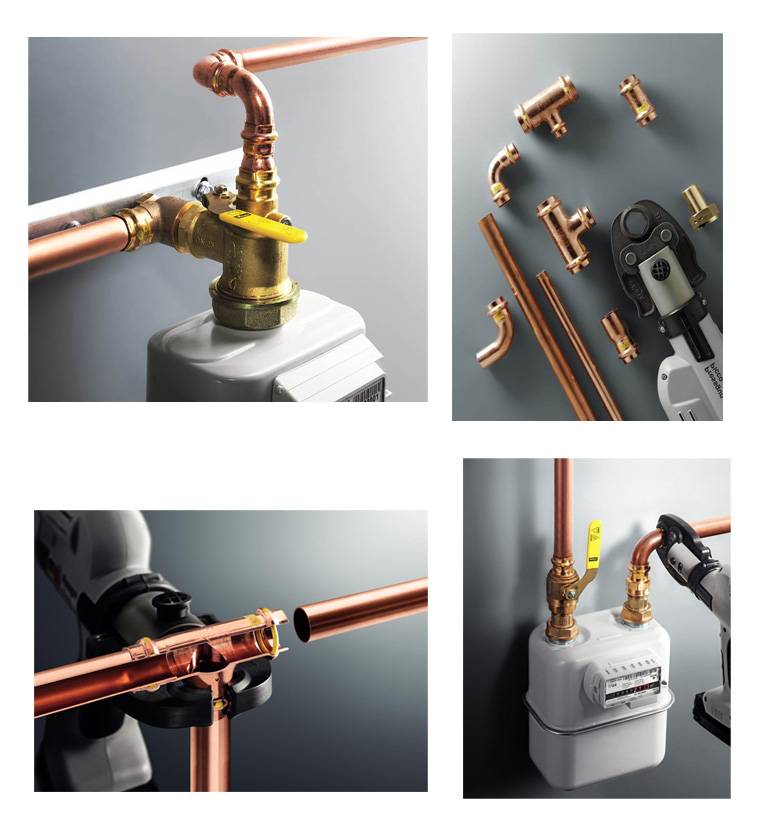
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.





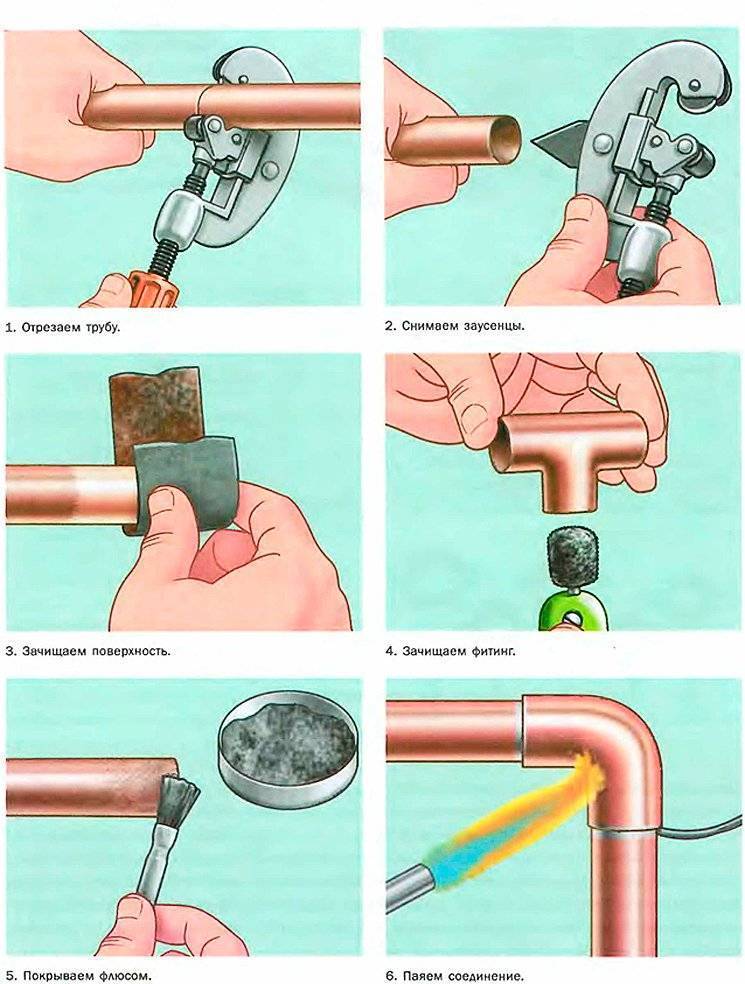
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
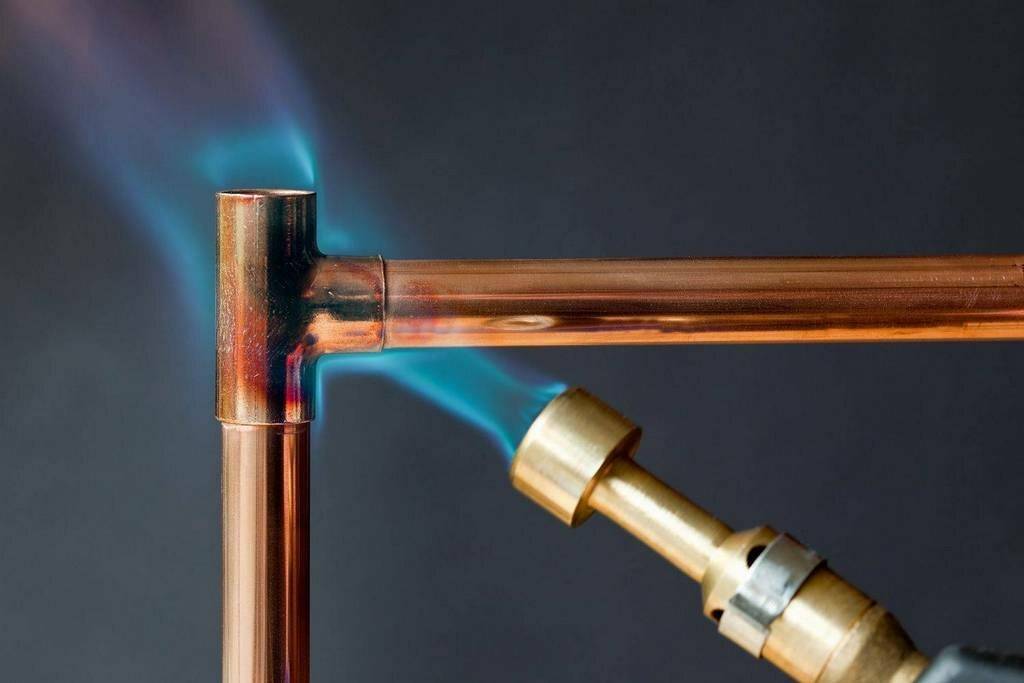
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
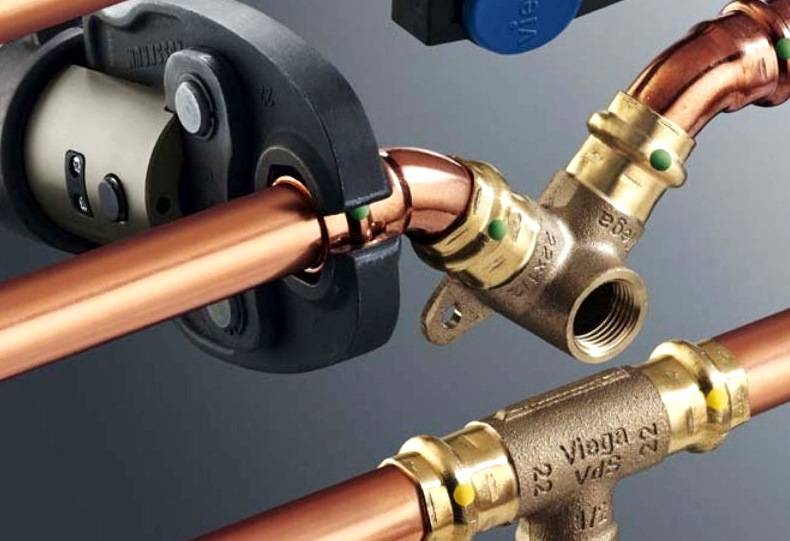
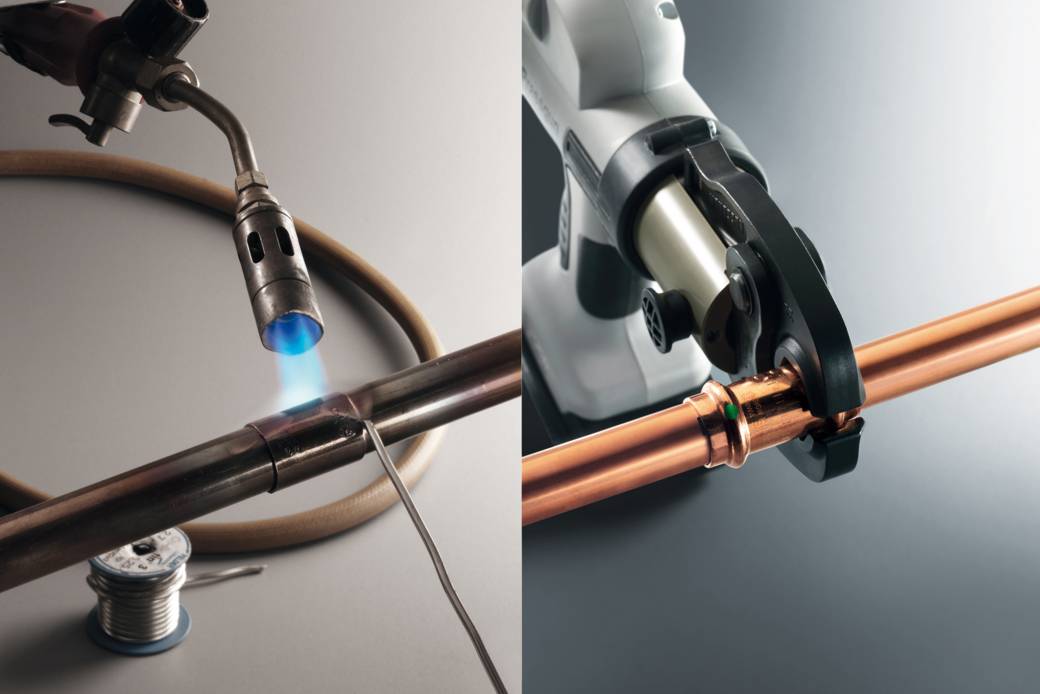
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Металлопластик
Металлопластик — это два слоя сшитого (усиленного поперечными связями между молекулами полимера) полиэтилена с тонкой алюминиевой трубкой между ними. При монтаже используются три способа соединения.
Компрессионные фитинги
Диаметры: любые.
Толщина стенок: любая.
Достоинство: применение простейшего ручного инструмента. Я обычно использую для сборки фитинга пару разводных ключей
Недостаток: качество соединения зависит от правильной технологии сборки. Если не калибровать трубу, смещение резиновых уплотнительных колец по штуцеру приведет к появлению течи после нескольких циклов нагрева и охлаждения.








Технология:
- Обрезаем трубу ножницами-труборезом;
- Калибруем ее и снимаем внутреннюю фаску ;
- Надеваем на трубу накидную гайку и разрезное кольцо;
- Наносим на штуцер фитинга силиконовую смазку;
- Аккуратно, чтобы не сместить уплотнительные кольца, надеваем трубу на штуцер;
- До упора смещаем к фитингу разрезное кольцо и гайку;
- Затягиваем гайку до ощутимого сопротивления.
Пресс-фитинги
Их единственное отличие от предыдущего решения — в том, что вместо накидной гайки и разрезного кольца труба обжимается на штуцере гильзой из нержавеющей стали.
Диаметр: любой.
Толщина стенок: любая.
Достоинство: правильно выполненное соединение не дает течи при любых перепадах температуры.
Чтобы узнать, как соединить металлические трубы без сварки, нужно детально изучить методы соединения данных трубопрокатных материалов. Все дело в том, что трубопроводы являются сложной конструкцией из последовательного соединения трубопрокатного сортамента, измерительного оборудования, которые предусмотрены в проекте.
Состыковку можно осуществить различными методами. При выборе оптимального решения ориентируются на назначение магистрали и условия ее использования. Также в расчет берут диаметр трубопрокатного сортамента.
При прокладке магистрали метод соединения может быть разным. Часть из них могут быть неразъемными, но демонтаж с последующей повторной сборкой конструкции при этом возможен.
А есть монолитные стыки, которые без разрушения конструкции разобрать не получится. Самую большую популярность среди монолитных стыков завоевала сварка. Но, это далеко не единственный метод, который позволяет соединить участки трубопровода, есть и другие.
Не смотря на высокую популярность пластика, изделия из стали используют до сих пор. Сварное крепление применяется очень часто, но выполнение такого стыка невозможно без специальных знаний и навыков. Поэтому многие стараются использовать варианты, которые позволяют соединить по-другому.





