
Заказ и приобретение продукции по оптовым ценам

Технология установки, сварки ПНД труб и фитингов должна строго соблюдаться — лишь в таком случае обустроенная система будет служить на протяжении десятков лет, не требуя ремонта и обслуживания. Однако, помимо четкого следования инструкции, большую роль играет и качество самих труб и фитингов.
Компания «Пластпродукт» является одним из наиболее крупных производителей труб и оборудования в Дальневосточном регионе. Изготовление осуществляется на собственном производстве из высококачественного зарубежного сырья. Благодаря строгому контролю качества все виды продукции отвечают требованиям безопасности и надежности, что подтверждено соответствующими сертификатами и лицензиями.
Мы предлагаем приобрести трубы ПНД, фитинги, сварочное оборудование и прочую продукцию по оптовым ценам от производителя. Стоимость оптовой партии товаров рассчитывается для каждого клиента менеджером нашей компании индивидуально. Мы гарантируем исключительно выгодные для вас цены и высокое качество всех изделий. Отправить запрос или задать уточняющие вопросы вы можете по средствам формы обратной связи или телефонам, указанным на сайте.
1 Принцип и терминология
Правильное название метода – «Сварка труб с помощью фитингов с закладными нагревателями», или коротко «Сварка с закладными нагревателями». Название соответствует нормативным документам:
- Недавно принятому гармонизированному ГОСТ Р ИСО 12176-2-2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями.»
- Более ранним нормативным документам РФ, в которых упоминалась данная технология сварки, например, СНиП 42-01-2002 «Газораспределительные системы.»
Закладной нагреватель – электрическая спираль, вмонтированная в свариваемую поверхность фитинга. Поэтому название фитингов, приведенное в ГОСТ Р 52779-2007 (п.4.1.2), является более точным: «Детали с закладными электронагревателями (электросварные)». Устаревший ГОСТ Р 52134-2003 (п.4.6.1) и только что пришедший ему на смену ГОСТ 32415-2013 (п.4.2.1) называют такие фитинги «электросварными». Из-за краткости определение «электросварные фитинги» является более популярным, чем «фитинги с закладными электронагревателями». Согласно ГОСТ Р 52134-2003 (п.4.6.1), электросварные фитинги для водопровода и отопления изготавливаются из ПЭ, ПП или ПБ. Электросварные фитинги для газопроводов – только из ПЭ. На практике даже водопроводные фитинги под сварку ЗН – это в подавляющем большинстве случаев полиэтиленовые фитинги, соответственно, для полиэтиленовых труб.
Академическое название метода сварки точно описывает физический принцип, но является громоздким. По этой причине в обиходе чаще применяются названия «электрофузионная сварка» (от английского «electrofusion welding»), краткое «ЭФ сварка» или «EF сварка», местное новообразование «сварка электромуфтами» или «электромуфтовая сварка». В некоторых нормативах (например, в НАКС’овском РД 03-614) используют сокращение «сварка ЗН».
Итак, во внутреннюю поверхность электросварного фитинга вмонтирована электроспираль, контакты которой выведены на наружную поверхность. Подача электрической мощности на контакты приводит к разогреву свариваемых поверхностей фитинга и трубы и, в конечном итоге, к образованию сварного соединения.
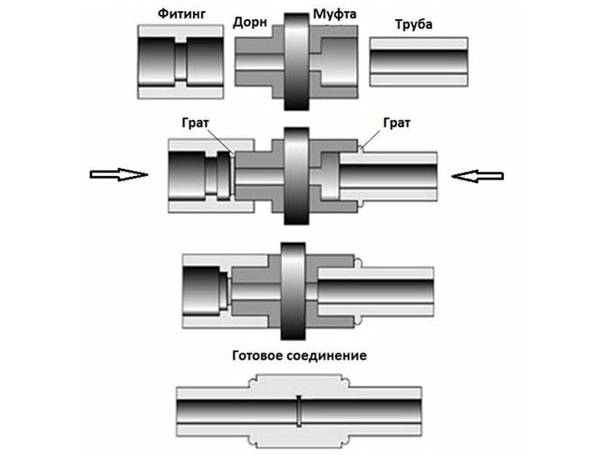
Технология электромуфтовой сварки, в принципе, заключается в следующем (см.рис.1):
- конец трубы вводят в электросварной фитинг, наружная поверхность трубы касается внутренней поверхности фитинга или находится от нее на минимально возможном расстоянии;
- к контактам электросварного фитинга подключают провода специального сварочного аппарата, который пропускает через закладной нагреватель (электроспираль) электрический ток;
- спираль нагревает внутреннюю поверхность электросварного фитинга и наружную поверхность трубы до вязко-текучего состояния, полиэтилен трубы и фитинга перемешивается;
- после остывания труба и фитинг образуют единую деталь; спираль остается внутри сварного соединения как побочный эффект.
 |
|---|
| Рис. 1 Процедура электромуфтовой сварки |
Если не вдаваться в подробности, то всё выглядит просто.
При ближайшем рассмотрении, технология электрофузионной сварки вызывает проблемы, которые обусловлены всего несколькими типовыми причинами:
- Сварщик невнимательно изучает спецификации фитингов и/или инструкцию сварочного аппарата;
- Сварщик нерадиво выполняет подготовку к сварке;
- Сварщик из ложной экономии не использует вспомогательный инструмент – роликовые скребки, позиционеры и пр.;
- Самое главное – сварщик не понимает физику и логику процесса электрофузионной сварки. Поэтому допускает ошибки при выборе трубы, электросварных фитингов и сварочного аппарата, а также с легкой душой пренебрегает требованиями инструкций.
Преимущества и недостатки ПНД труб для монтажа
ПНД трубы, безусловно, обладают большим количеством достоинств — поэтому они столь распространены как в быту, так и в промышленности. Наряду с этим у них есть и некоторые недостатки.
Преимущества ПНД труб:
- продолжительный срок эксплуатации — большинство надежных производителей дает 50-летнюю гарантию на свою продукцию;
- химическая устойчивость. Коммуникации, выполненные из ПНД, не подвержены воздействию агрессивных веществ;
- стойкость к коррозии;
- устойчивость к гидроударам;
- простота монтажа ПНД труб. Их легко резать, а благодаря специальным фитингам собрать трубопровод даже при отсутствии профессиональных навыков;
- нет необходимости в использовании дополнительных приспособлений для изоляции и защиты;
- устойчивость к низким температурам. Благодаря высокой эластичности трубы не растрескиваются даже при многократных циклах оттаивания/замерзания;
- стенки ПНД труб имеют гладкую поверхность, и на них не скапливаются ил и осадок;
- низкая теплопроводность — на внешней части трубопровода не возникает конденсата;
- соединения труб не деформируются со временем;
- небольшой вес;
- полипропилен не проводит электрический ток;
- простота обслуживания;
- высокая прочность и пластичность;
- доступная стоимость и экономия на перевозке.
Перечислим и недостатки такого типа труб:
- низкая термостойкость. Использовать ПНД изделия можно лишь для транспортировки жидкости, температура которой — не более +60°C. Для устройства отопительных систем они не подойдут;
- полиэтиленовые отходы разлагаются в течение минимум 100 лет;
- внешний вид таких труб может быть вписан не в любой дизайн интерьера;
- армированные изделия обладают небольшой гибкостью, что усложняет установку;
- низкая устойчивость к воздействию УФ-излучения. На солнце материал постепенно разрушается, поэтому прокладывать его на улице без специальных коробов или чехлов нельзя;
- низкая стойкость к сильным ударным нагрузкам.
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.








Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
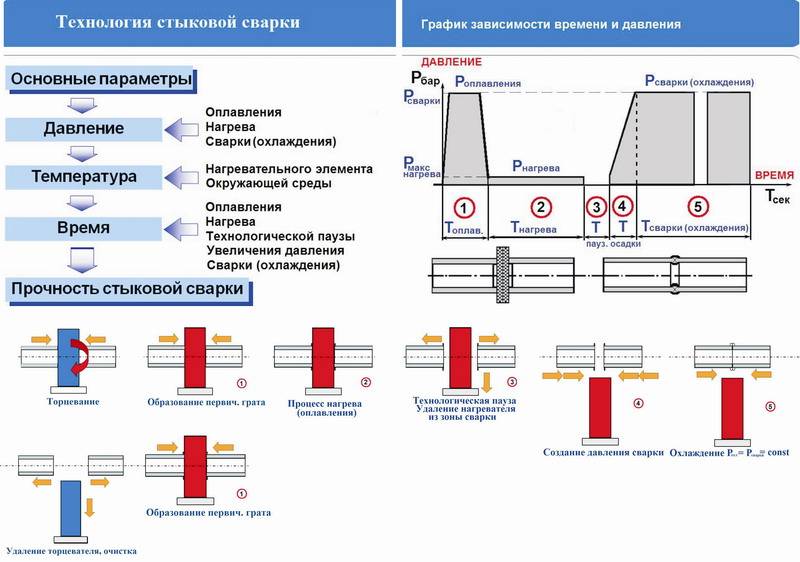
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.

При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.

Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.









Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.

Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.
В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.
Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
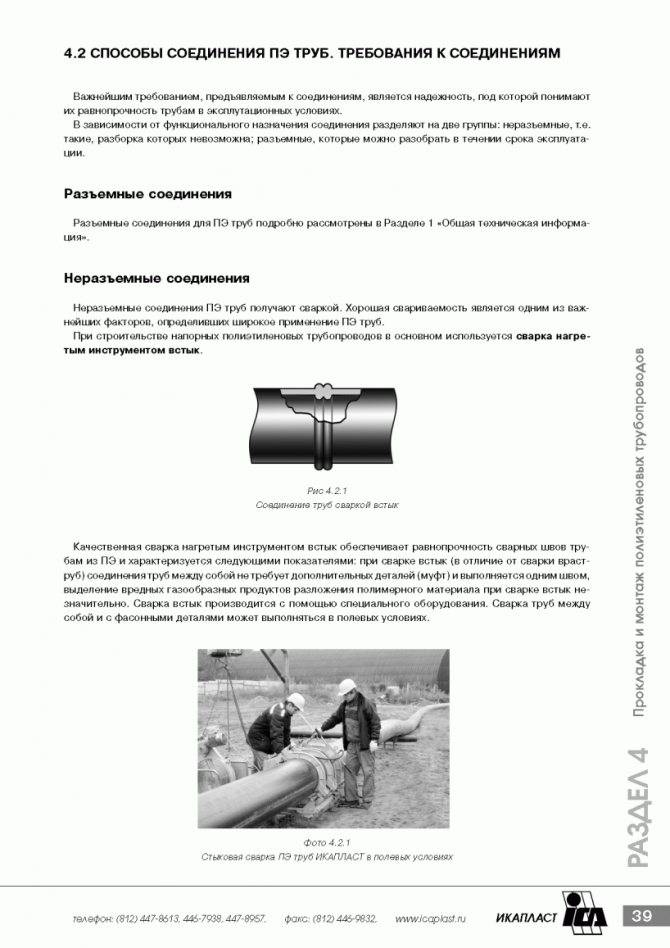
Соединение труб при помощи сварки
Прокладка труб посредством сварки основана на способности нагретых полимеров смешиваться между собой (диффузия). Процедура позволяет получить неразъемные узлы повышенной прочности. Такие соединения востребованы на промышленных предприятиях и ответственных хозяйственных объектах.

Монтаж труб диффузионным способом подразумевает наличие следующего оборудования:
- профильный сварочный аппарат;
- центрующие зажимы;
- торцеватели.
Укладка трубопровода осуществляется в несколько этапов:
- трубы обрезают перпендикулярно направляющей;
- жестко фиксируются зажимами;
- стыкуемые поверхности зачищают торцевателем;
- резы нагревают сварочным аппаратом до заданной температуры;
- торцы труб соединяют с требуемым усилием;
- стыку дают остыть.
По завершении монтажных мероприятий производится проверка качества узла.
Разъемное соединение ПНД труб
Этот метод часто используется, чтобы произвести монтаж труб ПНД в квартирах и жилых домах своими руками. Для этих целей обычно применяют трубы, диаметром менее 110 мм и элементы фиксации: компрессионные пластмассовые или латунные фитинги. Не лишней деталью будет раструбная заглушка с гибким уплотнителем.










Порядок операций следующий:
1. Подготовка концов труб такая, как и при сварке. Единственная особенность: здесь необходимо тщательно проследить за тем, чтобы срез был строго перпендикулярен оси трубы.
2. Открутить гайку фитинга и плотно вставить конец трубы в фитинг.
3. Далее собрать фитинг: одеть на трубу и вставить резиновый уплотнитель в фитинг в специальное гнездо (он должен сесть плотно, с усилием), затем цангу и уплотнительное кольцо с зазубринами. Все должно плотно прилегать и хорошо фиксироваться.
4. Закрутить гайку.
Эти манипуляции можно выполнить без инструмента, вручную. Но если происходит монтаж труб большого диаметра (от 160 мм и больше), то можно использовать гаечный ключ. Если все выполнено верно, можно не переживать по поводу герметичности соединения. Но проверить следует.
Вернуться к содержанию
Способы соединения труб из полиэтилена низкого давления
Существует несколько способов соединения труб ПНД при монтаже. Выбор зависит от конечного назначения трубопровода.
Способы стыковки:
- Диффузная сварка встык – нужен специальный сварочный аппарат. Применяется при монтаже промышленных трубопроводов. При прокладке частных коммуникаций в соединении такой степени надежности нужды нет.
- Сварка электромуфтой.
- Соединение с использованием специальных фитингов.
Первые два способа соединения являются неразъемными. Соединения, которые собрали с использованием обжимных фитингов, можно демонтировать.
Соединение с помощью сварки
Сварочное соединение полиэтиленовых труб производят встык, методом диффузной сварки. Принцип стыковки основан, на способности полимеров смешиваться при нагреве. Диффузия (взаимное проникновение) материалов деталей происходит на молекулярном уровне. В результате получается монолитное соединение, которое по прочности не уступает корпусу трубы.
Для работы потребуется:
- специальный сварочный аппарат;
- зажимы для центровки труб;
- торцеватель.
Алгоритм проведения работ:
- Материал обрезают строго перпендикулярно направляющей. Срезы должны быть ровными и чистыми.
- Закрепляют материал жестко зажимами (позиционер).
- Зачищают срезы при помощи торцевателя.
- Производят одновременный нагрев срезов при помощи сварочного аппарата. Время нагрева зависит от толщины стенки трубы и указывается в специальных таблицах.
- Соединяют нагретые края встык, прижимая их физическим усилием. Дают соединению остыть.
Электромуфтовая сварка
Сварка с использованием электрофитингов является более простым процессом. Она не требует специальных навыков, но без сварочного аппарата не обойтись. Требования к подготовке срезов остаются высокими.
Рекомендуем ознакомиться: Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
Электромуфтовую сварку используют для монтажа трубопровода в труднодоступных местах.
Суть процесса заключается в том, что фитинг имеет встроенные нагревательные элементы и контакты, которые выведены наружу. При подключении электрофитинга к сварочному аппарату детали плавятся и соединяются. Такой метод также можно назвать диффузной сваркой, поскольку отличия здесь только в технологии.
Процесс выглядит так:
- Трубы отрезают по размеру, с учетом муфты.
- Срезы обязательно под углом в 90 градусов. Их следует зачистить от заусенец и обезжирить.
- Подготовленные края вставляют в муфту.
- Подключают встроенные электроды к аппарату электросварки.
- Время сварки определяется по штрихкоду фитинга.
Соединение с помощью фитингов
Для самостоятельного монтажа водопровода или канализации в доме достаточно надежными будут соединения при помощи обжимных фитингов. Производители предлагают массу вариаций, позволяющих собрать любую конфигурацию трубопровода.






Схематично процесс соединения ПНД материалов с помощью фитингов можно описать следующим образом:
- Подготавливаем трубу, делая строго перпендикулярный срез. Его следует очистить от заусенец и грязи.
- Раскручиваем фитинг, снимая синюю гайку.
- Последовательно, начиная с гайки, надеваем все детали на трубу.
- Вставляем конец трубы в фитинг, проталкивая до середины.
- Гайкой фиксируем соединение. Для надежности затягиваем ключом.
- Повторяем операцию со второй трубой.
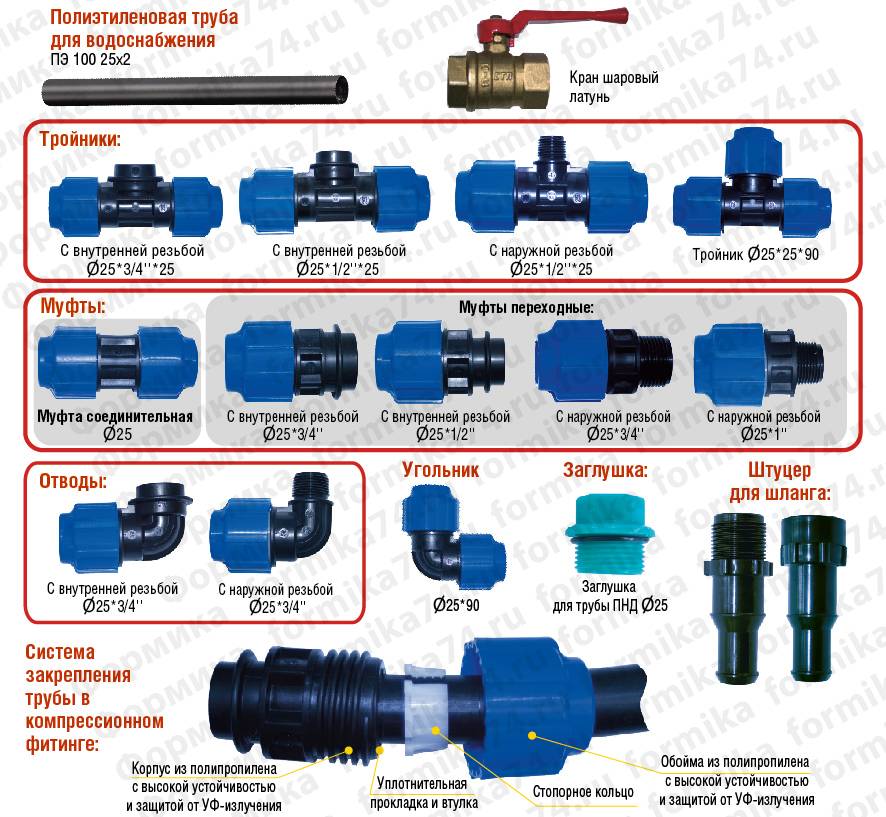
Виды разъемных фитингов для ПНД трубопроводов
Производители предлагают весь ассортимент возможных соединений.
Разъемные фитинги бывают:
- для соединения прямых участков — муфты;
- для разводки – тройники;
- для обводов – уголки:
- запорная арматура – вентили;
- для перехода на металлические трубы – обжимные фитинги с резьбой (внутренней, наружной);
- для перехода на другой диаметр.
Рекомендуем ознакомиться: Техническая трубы из вторичного полиэтилена низкого давления

Проверка работы соединения
На каждой электросварной муфте можно найти параметр «CT» или рисунок снежинки. Рядом с ними указывается количество минут, в течение которых после сварки следует избегать механических воздействий на соединение. Это время на первоначальную кристаллизацию расплава, в течение которого соединение набирает рабочую прочность. Помимо механических воздействий, следует также избегать внешних экстремальных температурных воздействий, как резкого охлаждения, так и температур выше 20°С.
Опрессовку трубопровода из полиэтилена можно производить как водой, так и воздухом. Во втором случае, после установки необходимого давления в системе, все соединения обмывают мыльным раствором. Если соединения герметичны, мыльный раствор не образует пузырьков, и ремонт произведён качественно.
Что такое ПНД труба
При производстве этой продукции применяется метод экструзии. Расплавленный до пластичной массы полиэтилен выдавливается на специальном оборудовании. Формовка осуществляется через отверстие, в результате чего получается бесшовное изделие. Сам полиэтилен — белого цвета, поэтому в готовую продукцию добавляют краситель. В большинстве своем это черный или серый цвет. Продается продукция на метры и имеет диаметр от 16 до 1600 мм. В быту пользуются диаметрами не более 50 мм. Выпускают рулоны длиной 25 м.
Основными достоинствами ПНД трубы являются:
- прочность;
- простота монтажа;
- непредрасположенность к коррозии;
- дешевизна;
- долгий срок службы;
- экологическая безопасность;
- диэлектрические свойства.
Важно!
Не каждый стыковой сварочный аппарат может варить газовые трубы. Это зависит от нескольких факторов:
Во-первых, аппарат должен быть гидравлическим, так как от силы сжатия зависит прочность стыка и величина максимально допустимого давления транспортируемой жидкости. Ручные механические аппараты годятся для сварки только водопроводных труб, тем более, чем выше диаметр труб у механических аппаратов, тем меньшее показатель сжатия на стык и тем меньше максимальное давление потоков транспортируемой жидкости.
Во-вторых, сварочный аппарат должен иметь блок протоколирования всего сварочного процесса.
Сварка электромуфтовая

Сварка электромуфтовая
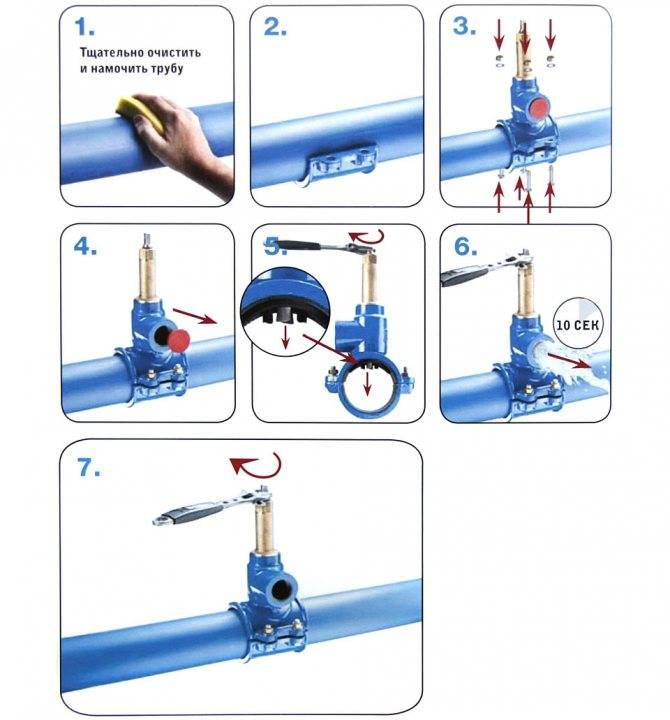
Если сравнивать электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовую сварку часто применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и установки разветвления в уже имеющемся трубопроводе. Сварные швы после качественно проведенных работ выдерживают давление до 16 атмосфер.
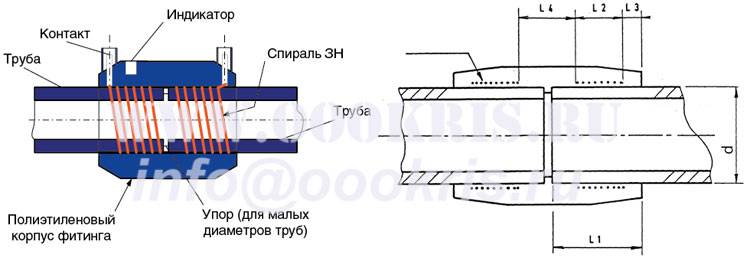
Принцип метода электромуфтовой сварки

Аппарат для электромуфтовой сварки труб ПНД
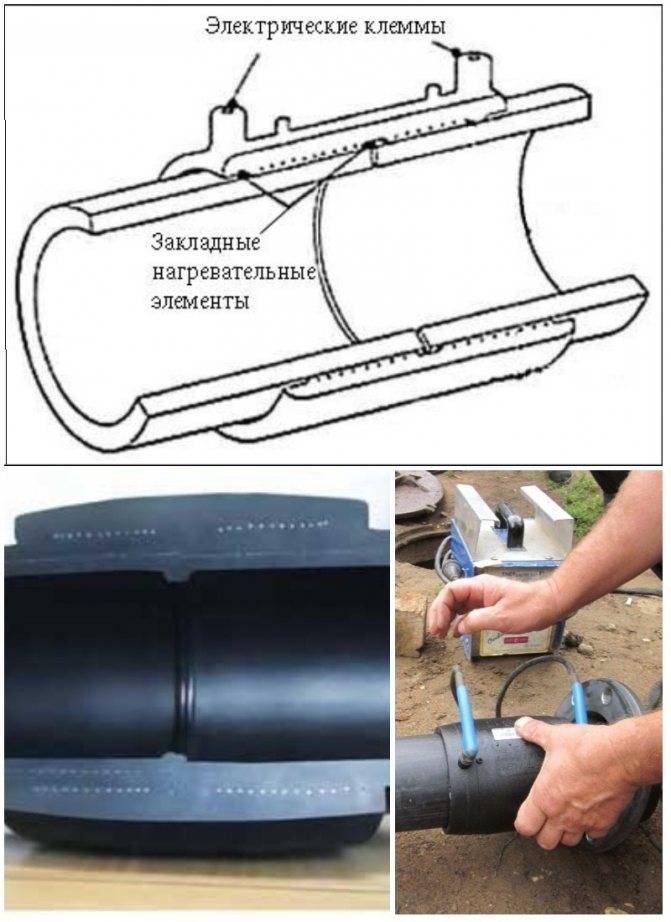
Электромуфта представляет собой фасонную деталь из полиэтилена с вживленными в корпус муфты электрическими спиралями. Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначены условия температурного режима, продолжительность нагрева и прочая информация для работы. Если производится прямолинейная сварка ПНД труб, то муфту используют простой формы, для монтажа прочих конструкций существуют тройники электрофузионные, седловые отводы и другие детали из полиэтилена с аналогичными электроспиралями.

Соединительные детали для монтажа полиэтиленовых труб
Принцип заключается в следующем: после подачи электрического тока на спирали муфты происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой. При этом труба ПНД расширяется, образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой, затвердевая, образуют жесткое герметичное соединение.









Труба в разрезе после сварки электромуфтовым способом
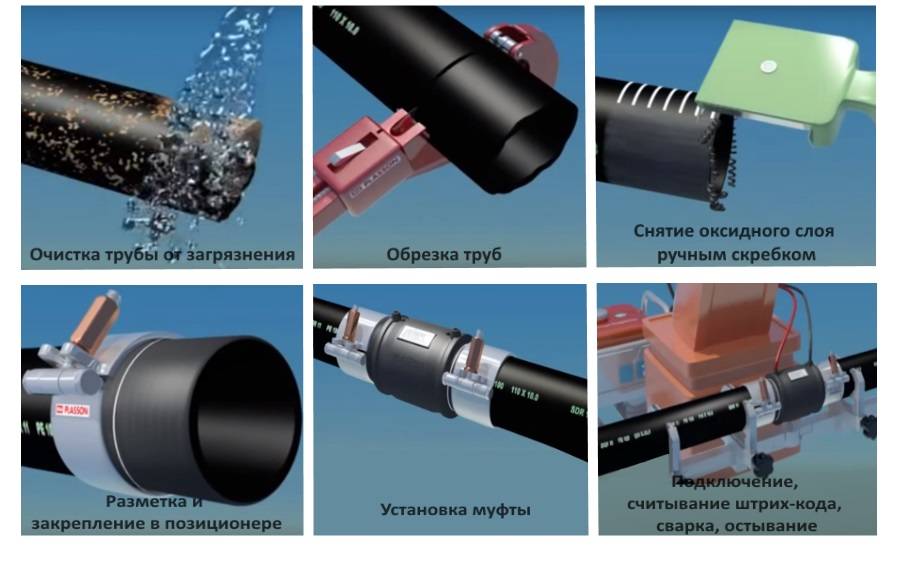
Технология сварки ПНД труб электромуфтой
Перед процессом сварки проводят подготовку: удаляют загрязнения с труб, зачищают их края, обезжиривают внутреннюю поверхность электромуфты.
После этого края труб вставляют в муфту и фиксируют всю эту конструкцию в позиционере.
Чтобы узнать параметры сварки, считывают штрих-код на фасонной детали или вручную вводят указанные значения на электрический сварочный аппарат.
Контакты электромуфты и сварочного аппарата соединяют между собой и подают напряжение.
После окончания процесса соединения муфты и торцов труб питание отключают, а конструкцию оставляют остывать, строго соблюдая ее неподвижность. После того, как труба остынет, ее извлекают из позиционера и распечатывают протокол сварки.
Протокол сварки
Если свариваемая труба имеет большой диаметр, в технологию может быть добавлен пункт дополнительного подогрева деталей.





