
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.
Технологии производства фигурных элементов мощения ФЭМ
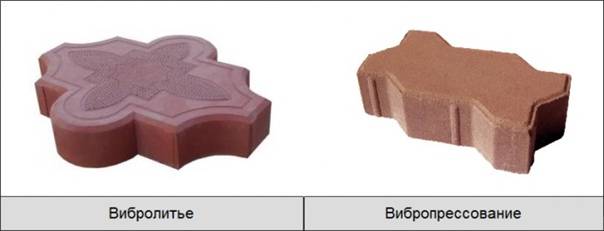
Большинство бетонных и железобетонных изделий отливается внутри съемной опалубки. Поэтому классическая технология вибролитья позволяет получить качественный продукт с высокими эксплуатационными свойствами.
Недостатком вибролитой плитки тротуарной является гладкая лицевая поверхность, небезопасная зимой. Поэтому производителями освоен выпуск вибро- и гиперпрессованных элементов ФЭМ, поверхность которых шероховатая по умолчанию.
Вибролитье
Основным нюансом изготовления железобетонного изделия или монолитной конструкции, отливаемой по месту, является обязательное уплотнение смеси после укладки внутрь опалубки штыкованием или насадкой глубинного вибратора (реже виброрейкой).
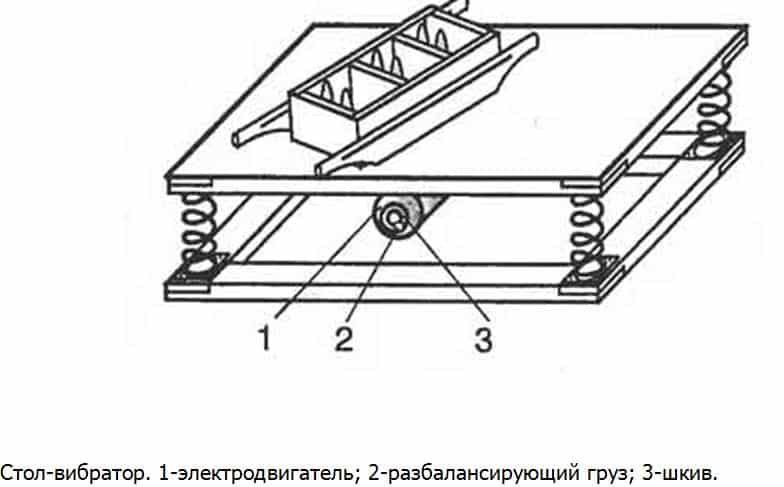
Поскольку тротуарная плитка имеет небольшие размеры в сравнении с фундаментами, плитами перекрытия, ФСБ блоками, глубинный вибратор в форму не поместится физически. Поэтому применяется технология вибролиться:
- форма, являющаяся по сути миниатюрной опалубкой изделия, устанавливается на вибростол;
- в бетоносмесителе приготавливается смесь из песка, гранотсева, цемента и воды с добавлением пластификатора, красящего пигмента и модифицирующих добавок;
- форма заполняется бетоном, за счет вибраций из конструкционного материала выходит воздух, равномерно перемешиваются компоненты, цементное молочко перемещается к стенкам формы.

Полуавтоматическая линия вибролитья.
Тротуарная плитка вибролитая получается гладкой, окрашивается в массе, имеет стабильную геометрию. Однако извлечь ее из формы сложно, поэтому изделие помещается к горячую воду (40 – 70 градусов) на несколько минут. Полимерная форма расширяется и легко снимается с готового элемента ФЭМ.
Энергозатраты производства невелики, количество ручного труда при перекладке плитки в ванну, складировании выше, чем в других технологиях.
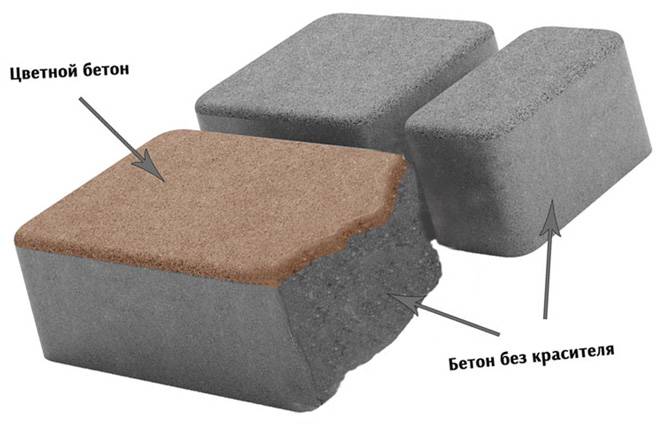
Для повышения ресурса, качества окрашивания и УФ-стойкости в технологию внесли корректировки:
- цветной бетон для лицевого слоя замешивается отдельно – консистенция сметаны, пропорции 1/1/1/0,02 по массе (цемент, гранотсев, песок, диспергатор, соответственно), пигмент в зависимости от колера;
- серый бетон для основы приготавливается в другой бетономешалке – соотношение 1/8/3 (вода, смесь ПГС, цемент, соответственно), 0,01 часть пластификатора.

Двухслойная цветная плитка.
В форму укладывается цветная смесь, через 20 – 30 секунд добавляется серая основа. Через 30 секунд вибродвигатель отключается. Согласно технологической карте на сушку ФЭМ отводится 3 недели, после чего ей можно мостить тротуары и паркинги.
Вибропрессование
Технология существенно отличается от предыдущей методики, основным оборудованием является вибропресс. Смесь подается из бетономешалки в матрицу, формируется в готовое изделие пуансоном, отбрасывается специальным механизмом на конвейер или поддон в зависимости от объемов производства.
В отличие от резиновых и полимерных многооборотных формочек хороший вибропресс показывает производительность 20 элементов ФЭМ в минуту. Не возникает проблем с расформовкой, практически полностью отсутствует ручной труд. Применявшаяся ранее пропарка продукции ничего, кроме повышения себестоимости тротуарной плитки, не приносила. Поэтому в настоящее время не используется, так как практически не влияет на процесс гидратации цементного камня.
Вибропресс для брусчатки.
Методом вибропрессования так же можно изготовить двухслойную плитку. Ее качество получается выше, так как слои не могут перемешаться при кратковременном приложении давления, а воздух полностью удаляется из смеси.
Гиперпрессование
Характеристики оборудования в данном случае гораздо выше. У разных производителей пуансон давит на смесь внутри матрицы с усилием 0,2 – 0,4 МПа, начальная прочность конструкционного материала составляет 2 – 4 МПа. Поэтому распалубка сразу после формовки прессом не опасна для готового, но не набравшего прочность изделия.





Станок для производства гиперпрессованной плитки.
Поверхность гиперпрессованного продукта гладкая, поэтому возможны проблемы скольжения в дождь и зимой. Огромное давление обеспечивает высокую прочность, низкую водопроницаемость.
Внимание: Обрабатываемость брусчатки гиперпрессованной практически нулевая. Поэтому следует использовать простые схемы укладки, покупать коллекции плитки с половинками в комплекте
Вибропрессование — современный метод производства брусчатки

Из того же самого исходного сырья (цемент, песок, гравий, модификаторы и вода) на современных производствах выпускают тротуарную плитку методом вибропрессования. Метод очень похож, но применение автоматики позволяет поставить выпуск продукции на поток:
- Автоматика точно дозирует состав бетонной смеси.
- Фигурные формы заполняют полусухим составом — меньше воды, короче время твердения.
- В пределах партии все плитки получаются одинаковой толщины .
- Вибропресс уплотняет бетонную смесь совместным воздействием статической и динамической нагрузки, что снижает вероятность образования полостей и других дефектов формовки.
- Простая расформовка заготовок.
- Возможно изготовление одно- или двухслойных изделий с более высоким прочностными характеристиками.
- Поточное производство с минимальным присутствием ручного труда дает возможность выпускать большие партии товара.
Налицо явное преимущество брусчатки, полученной методом вибропрессования.
В каких случаях лучше вибролитая или вибропрессованная брусчатка?
Обычно вибропрессованная тртуарная плитка укладывается в места с повышенной эксплуатационной нагрузкой. Пористая структура плитки хорошо пропускает воздух. Такое покрытие не будет промерзать и растрескиваться при низких температурах. В нем не будет задерживаться вода, поэтому в зимнее время на таком покрытии не будет образовываться наледь, которая влечет за собой рост травматизма. Прочная поверхность может выдерживать большие нагрузки. Технология прессования позволяет создавать прочные и легкие плитки с большой толщиной. Вибролитье обычно ограничено в таких возможностях.
Литые тротуарные плитки обычно используются для пешеходных зон и площадок перед зданиями. С их помощью можно создать оригинальный архитектурный дизайн, подчеркнуть стилистку фасада сооружения, преобразить городское пространство или территорию загородного участка. В специалисты помогут сделать выбор и подскажут, в каких случаях лучше для покупателя брусчатка вибролитая или вибропрессованная. Профессиональный подход к выбору материала позволит рационально потратить бюджет и поможет создать долговечное дорожное покрытие пешеходных и садово-парковых зон.
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.

Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.







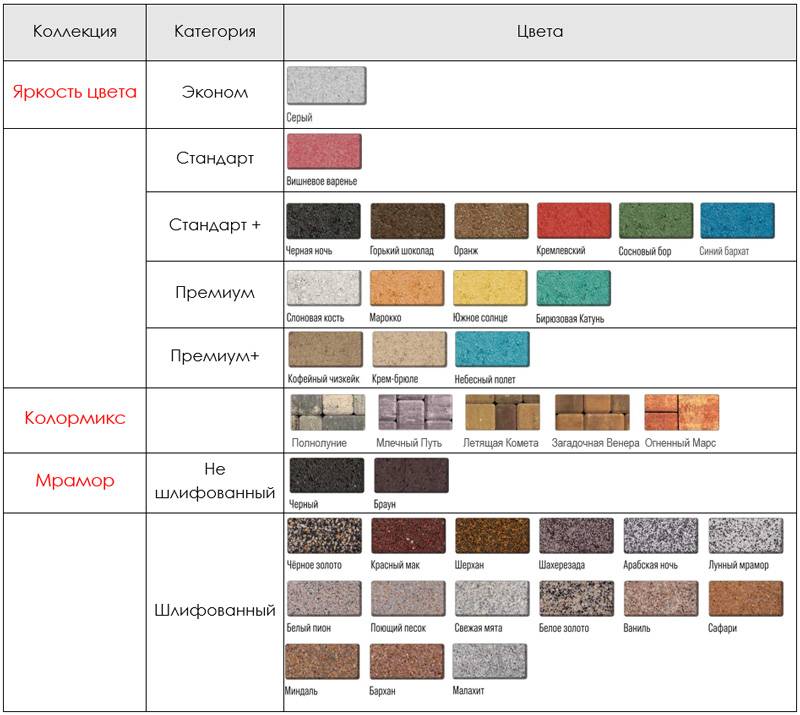
Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.

Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Технология изготовления вибролитьём
Для производства готового изделия требуется подготовить все инструменты и смеси. Перед заливкой бетона в формы их смазывают раствором для улучшения распалубки (извлечение плитки из формы). Используются готовые составы или аналог из 50 грамм машинного масла и 1500 грамм воды.
Заменитель нужно долго и тщательно вымешать, так как обе жидкости имеют разную плотность. Если раствор будет слишком жирным, то в плитке появятся большие поры, которые похожи на ракушник. Состав с малым количеством масла не даст нормально произвести распалубку. Сами формы используются нескольких видов:
Пластиковая. Контейнер любой формы, который можно приобрести в магазине или заменить любой аналогичной ёмкостью.
Силиконовая (резиновая). Пластичный и гибкий аналог формы для создания плитки. С их помощью можно копировать рисунок готового покрытия. Для этого предоставлен выбор готовых силиконовых смесей.
Силиконовая форма Источник i.ebayimg.com
Деревянные. Их изготавливают из устойчивой к влаге фанеры. Её кладут на дно и делают опалубку из брусков, которые соединяют саморезами или металлическими уголками с шурупами. Предназначены такие формы только для простых фигур.
Деревянная форма Источник beton-house.com
Металлические. Для их создания требуется сварочный аппарат. Такие формы самые крепкие и долговечные, но имеют большой вес, а также требуют много времени и ресурсов на сборку.







Металлическая форма Источник moidachi.ru
Технология продаж
Продавать плитку можно сразу после наладки производства, по образцам. На предприятии должны быть заготовлены образцы плитки, чтобы покупатель мог заранее сориентироваться по ассортименту. Не стоит акцентироваться на одном виде, а лучше производить тротуарную плитку разных размеров и разных типов.
Помимо продажи, желательно предоставлять дополнительные услуги: перевозка, укладка и разработка дизайна проектов. Это повысит рентабельность бизнеса на 20-30%. Расширять клиентскую базу можно за счет рекламы: размещения городских баннеров, а также создания и размещения информации на сайте в интернете.
Затирка зазоров
Чтобы выполнить этот процесс необходимо иметь песок и щетку. Следить, чтобы песок не был влажным, так он отлично будет засыпаться между швами. Щеткой тщательно сметать оставшийся песок, а затем весь участок смочить водой. В тех местах, где будет недостаточно песка, процедуру следует повторить еще раз. Хорошо уложенные и засыпанные фрагменты под ногами не будут шататься.

Затирка швов
Между бордюром и плиткой промежутки можно заделать цементным раствором в соотношении 1:4. Соблюдая правильным образом инструкцию по укладке, покрытие будет служить длительное время.
Как рассчитать и выполнить укладку плитки можно увидеть на этом видео:
Дополнительное производственное оснащение

Пластиковые формы для рельефной тротуарной плитки Выше уже говорилось о том, что виды производства плиточного материала могут быть разными, но какую бы технологию выработки вы ни выбрали, помимо основного оборудования на предприятии должно присутствовать оборудование дополнительное:
- Формы для плитки. Эти формы изготавливаются из самых разных материалов: существуют формочки пластиковые, полиуретановые, силиконовые, резиновые, формопластовые. Нужно знать о том, что некоторые виды форм категорически неприменимы в масштабном производстве продукта, их лучше закупать для использования на небольшом частном предприятии. Что же касается такого способа изготовления плитки, как вибропрессовка, то в нем употребляют специальные стальные пресс-формы;
- Смеситель. Плиточное производство невозможно без бетоносмесителей. Эти агрегаты помогают приготовить качественный бетонный раствор для изготовления тротуарной плитки.Бетоносмесители бывают различных типов, но в процессе выработки плитки чаще применяют устройства гравитационные и принудительные. Чем больше плитки должно вырабатывать предприятие, тем большего объема агрегат потребуется для производственного процесса;
- Сито. Еще один тип оборудования, без которого нельзя обойтись в ходе выработки плитки – это вибросита. С помощью данного инструмента просеиваются сыпучие компоненты для изготовления смеси.
Также на крупном предприятии по выработке плитки потребуется такое устройство,как штабелер. При помощи этого устройства легко складируется произведенная продукция. Мы уже говорили о том, что производство плитки может вестись двумя способами — вибролитьем и вибропрессованием. В чем разница между технологиями – разберемся вместе, подробно изучив указанные способы изготовления.
Основные виды и технологии производства тротуарной плитки
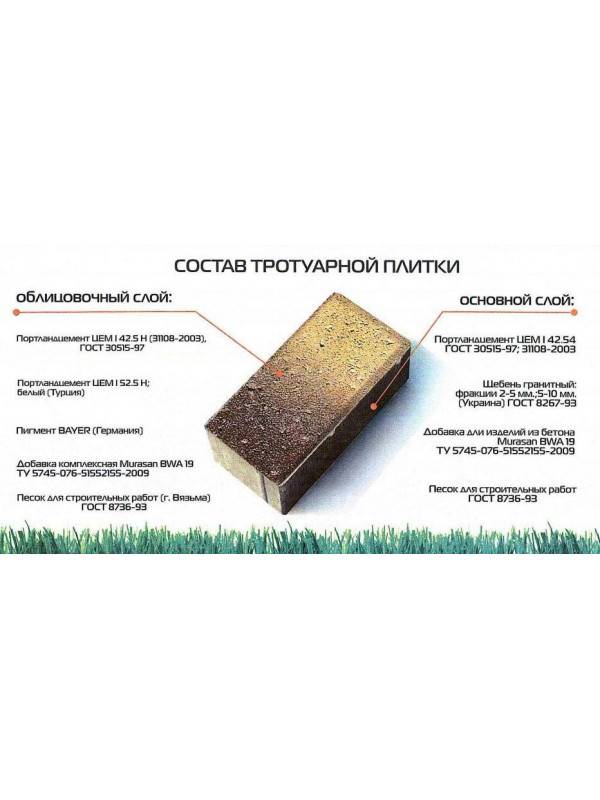
Сегодня наиболее востребованы два основных вида бетонной тротуарной плитки – вибролитая и вибропрессованнная. Что характерно, первая применяется преимущественно в частной сфере, вторую активно используют и в промышленных масштабах, наряду с гранитной брусчаткой. Характеристики изделий напрямую зависят от сырьевой базы и технологии производства.
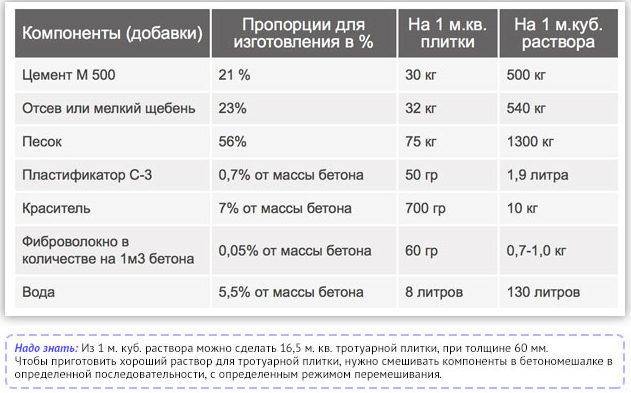
Вибролитьевая технология – это прерогатива небольших частных предприятий, так как предполагает ручной труд с минимальным вовлечением оборудования. Раствор для изготовления плитки представляет собой смесь цемента, песка и воды, достаточно жидкой консистенции. Также в растворе могут присутствовать пластифицирующие добавки и пигмент, преимущественно органического происхождения, так как он дешевле и дает более яркий оттенок. Раствор заливают в формы, установленные на вибростол, где в течение определенного времени под действием вибрации бетон уплотняется. Через двое суток плитка извлекается из форм и отправляется на стеллажи для естественного созревания и набора прочности.
Вибропрессование – технология крупных заводов, так как требует сложной, дорогостоящей, автоматической производственной линии. Сырьевая смесь включает не только цемент и песок, но и щебень, что обусловлено прямой связью между прочностью бетона и прочностью его самого крупного наполнителя. Как и при вибролитье, при вибропрессовании в раствор вводятся модифицирующие добавки, а вот воды добавляется минимально, только чтобы хватило для гидратации. Смесь в формы не заливается, а засыпается, так как представляет собой однородную полусухую массу. Формы (матрицы) поступают в пресс, где бетон уплотняется при двойном воздействии: и вибрация, и высокое давление. Далее следует распалубка, и поддоны с плиткой отправляют в камеру выдержки, где поддерживается высокая температура и влажность. Этот этап позволяет бетону быстро набрать марочную прочность в оптимальных условиях. Основная масса коллекций вибропрессованной плитки сегодня производится по технологии двойного прессования – основной слой из смеси цемента, песка и щебня; лицевой – цемент, песок и пигмент (неорганический).
Роман ЧижовГлавный технолог
Компоненты бетона: цемент, песок, щебень, вода. Согласно действующему ГОСТ 17608-2017 щебень должен быт обязательно. Специальные добавки намного меньше влияют на прочность и долговечность, чем качественное сырье и точное соблюдение технологии производства.
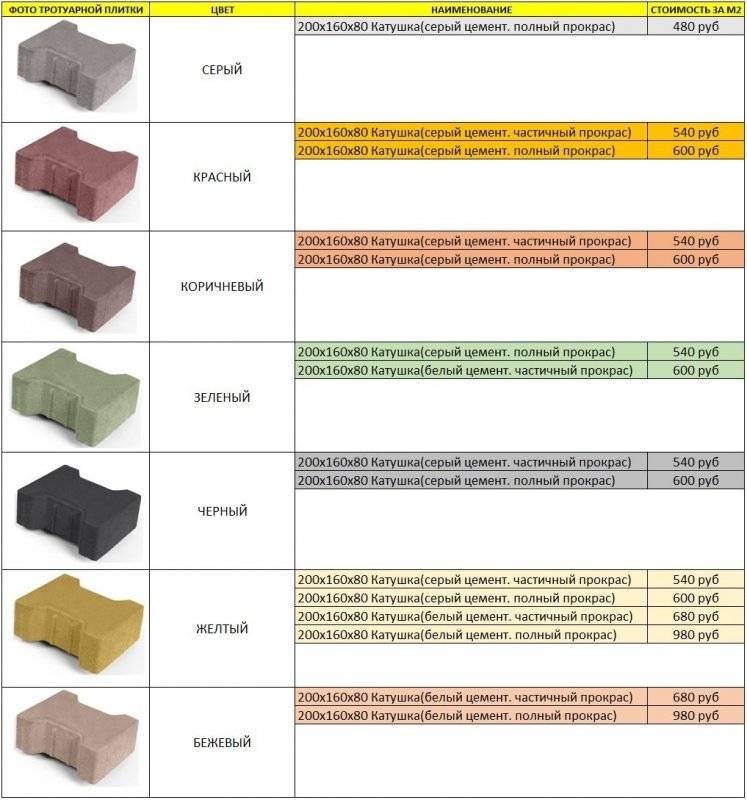
Для бетона используются два вида пигментов:
- органические (на кислотной основе) – дешевые и яркие, но быстро выцветают.
- неорганические (на основе оксидов железа, титана, кобальта и хрома) – дороже, но долговечны и не подвержены влиянию органических растворителей.
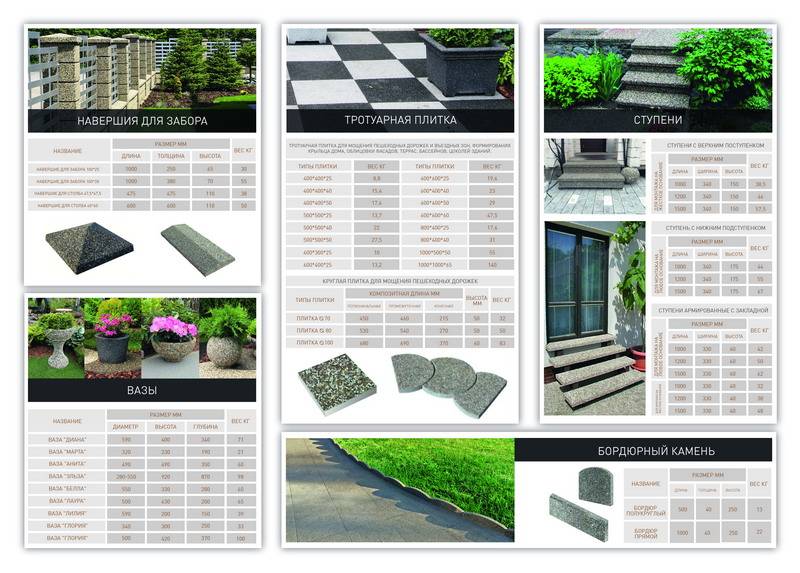
ГОСТ тротуарной плитки – ключевые особенности
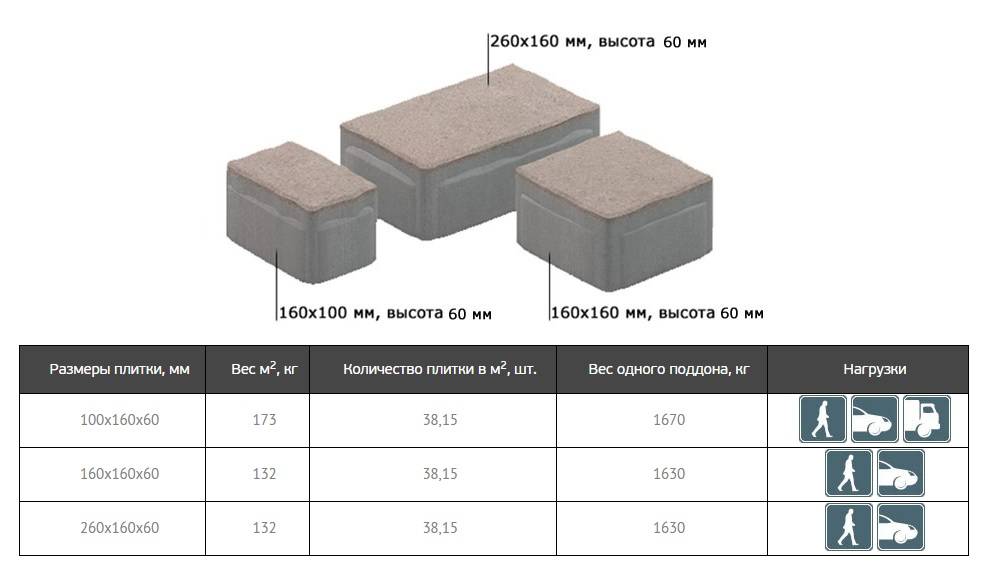
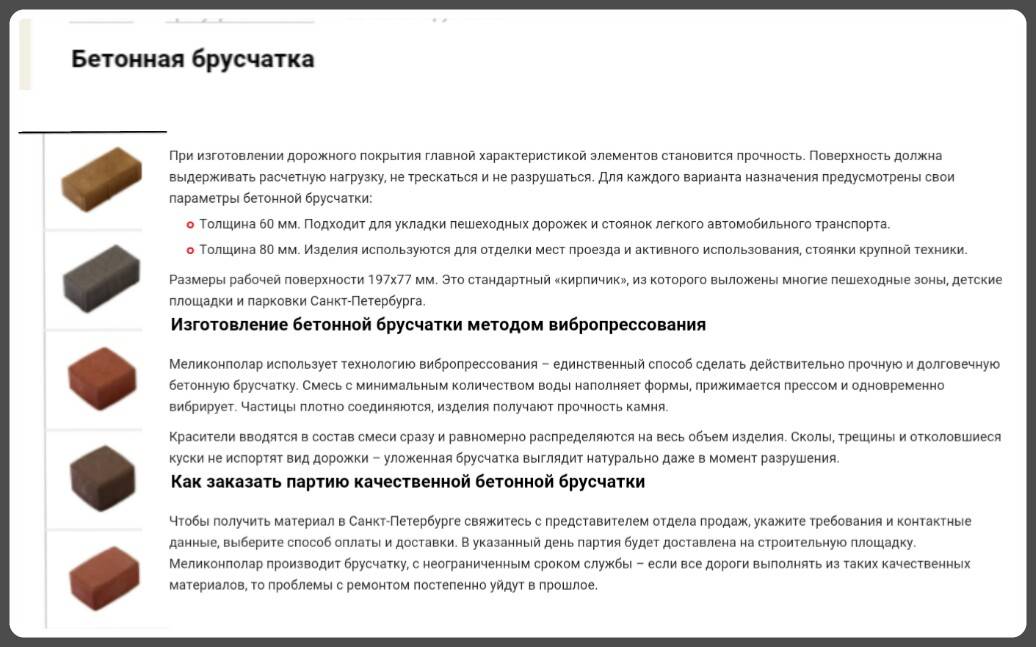
Учитывая, что материал, о котором идёт речь, применяется для отделки уличных поверхностей, важно обращать внимание на тип его применения, отсюда и основные требования. Особое внимание уделяется толщине, весу и величине, которые сильно отличаются в зависимости от конкретного вида камня и типа покрытия. С учетом предполагаемой нагрузки, классифицируют такие категории:
С учетом предполагаемой нагрузки, классифицируют такие категории:
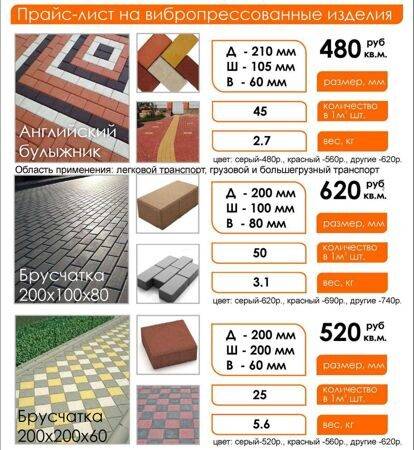
- 30 мм – материал, применяемый для дворовых территорий и дорожек;
- 40 мм – может быть использован в качестве пешеходной зоны;
- 60 мм – такая вибропрессованная плитка применяется для автомобильных дороги и стоянки легкого транспорта;
- 80 мм – в отличии от менее тонкого покрытия, способно выдерживать и грузовой транспорт.
В нормах не регламентируют размеры одного изделия, но в целом некоторые стандарты распространены. Например, вы всегда найдёте в наличии тротуарную плитку 300х300х30 и с аналогичным соотношением, но если вам нужно что-то эксклюзивное, то такие камни делают обычно на заказ
Обратите внимание, что свой межгосударственный стандарт имеет и бордюрный камень, который также используется при строительстве дорог в обязательном порядке
| Наименование работ | Ед. изм. | Цена Руб. |
Укладка тротуарной плитки под ключ с материалом
| кв. метр | Договорная |
Укладка тротуарной плитки без материалов
| кв. метр | Договорная |
Правила укладки плитки
Перед укладкой плитки необходимо разметить и подготовить территорию, где должна появиться дорожка. Земля выравнивается по уровню так, чтобы уклон шел в сторону от дома. Вдоль будущей дорожки следует вбить несколько колышков и между ними протянуть нить. Затем вдоль последней устанавливаются бордюры на требуемой высоте.







Для выравнивания дорожки используют отсев, щебень или песок. После укладки материала его следует обильно полить водой и уплотнить с помощью виброплиты.
После завершения приведенных этапов нужно зафиксировать бордюры. Следом готовится смесь из цементы и песка в пропорции 1 к 4. Ее используют для подсыпки под плитку. Смесь разравнивается посредством грабель. От уровня подсыпки зависит надежность крепления плитки к основе.
Укладку первой брусчатки следует вести с особым старанием. Она определяет уровень последующих рядов. Плитку необходимо выравнивать относительно всех плоскостей. В конце каждую брусчатку нужно простукивать резиновым молотком.
После завершения укладки швы между плитками заполняются сухой смесью. Если во время работы брусчатка треснула, дефекты можно заделать цементом и песком (пропорция 1 к 2).
Вибропрессованная или вибролитая тротуарная плитка — какую выбрать?

При выборе тротуарной плитки потребитель в первую очередь обращает внимание на эксплуатационные характеристики, внешний вид брусчатки, конечную стоимость квадратного метра дорожного полотна. Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости
Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости.
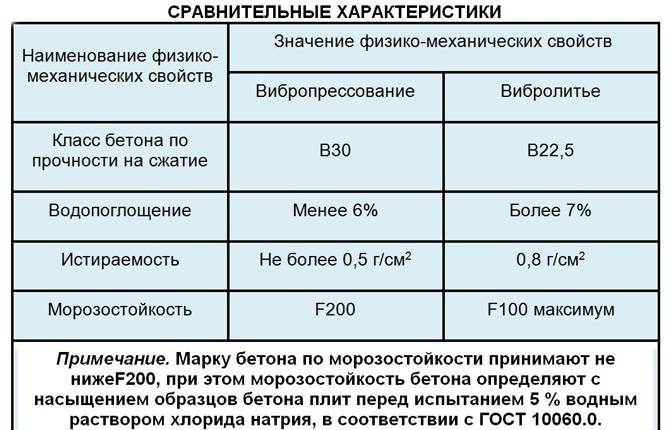
- Технические характеристики (морозостойкость, прочность, общая продолжительность эксплуатации) у вибропрессованной плитки значительно выше, чем у аналогичной модели, изготовленной ручным способом.
- Эксплуатационные характеристики (износостойкость, долговечность, сопротивление истираемости) у прессованной плитки значительно превышает показатели литой, что позволяет использовать вибропрессованную брусчатку даже для оформления дорог для легкового автотранспорта.
- Шероховатость наружной поверхности — весомое преимущество вибропрессованной плитки с точки зрения безопасности для пешеходов в дождь и зимой.

Статистика ремонтов дорожного полотна показывает, что дороге из вибропрессованной плитки 1-й ремонт потребуется не менее, чем 25 лет, тогда как для литой межремонтный период составляет 5-10 лет. При этом только 20-30 % прессованных элементов дороги потребуют замены, тогда как у литых изделий этот показатель достигает 70-80%.
Если рассматривать стоимость дорожного полотна как главный критерий выбора типа плитки, то вибролитая плитка выходит значительно дешевле, поскольку в стоимость единицы продукции входят накладные расходы на закупку и эксплуатацию автоматики.
Нанесение глазури
На сегодняшний день существует несколько десятков способов нанесения глазурей на поверхность керамической плитки. Глазурь может наноситься в виде гранул, пастообразной массы или распыленной суспензии. Момент нанесения может происходить по разному: до обжига, после обжига и даже во время обжига. Для придания плитке более эстетичного вида процесс глазурирования может применяться совместно с нанесением различных изображений. Один из самых распространенных способов нанесения орнаментов называется шелкографией, когда через специальную сетку с различными по своей величине и частоте отверстиями с помощью красок наносят рисунки. Чем сложнее рисунок, тем больше сеток применяется.
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
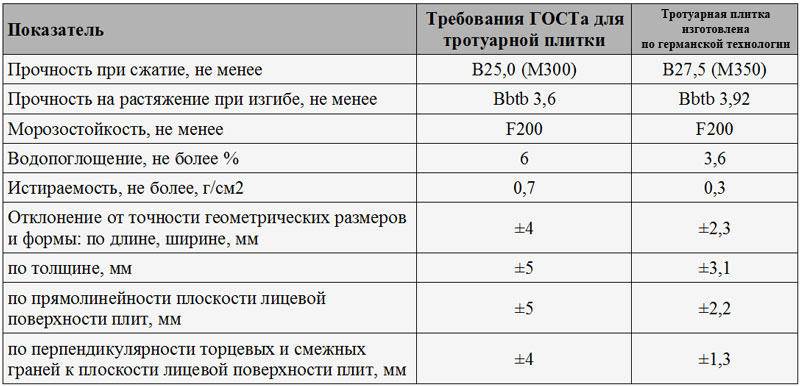
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.






После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
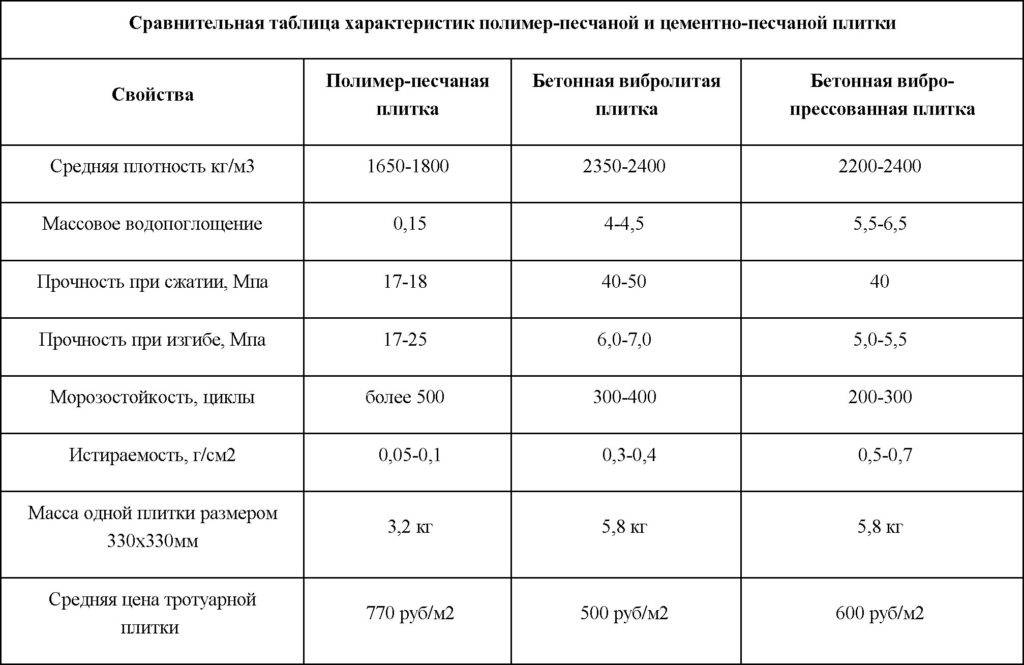
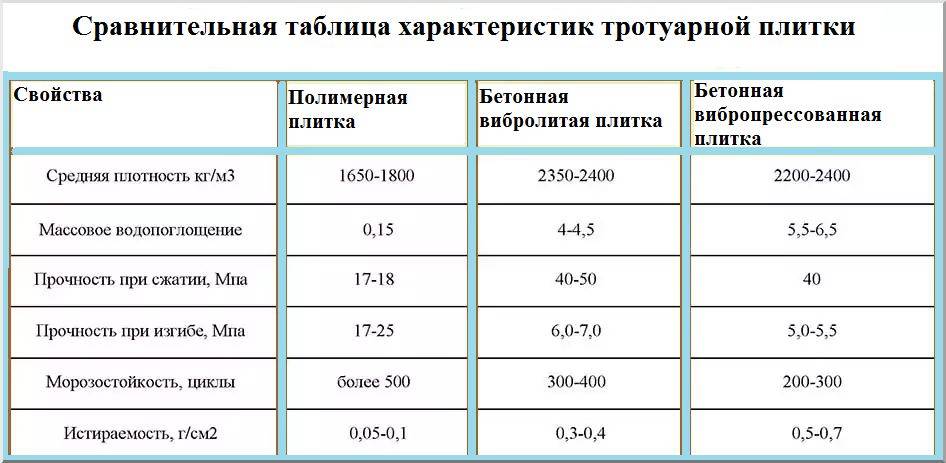
Физические характеристики тротуарной плитки
Основными параметрами качества, на которые в первую очередь необходимо обращать внимание во время выбора, покупки и укладки тротуарной плитки являются:
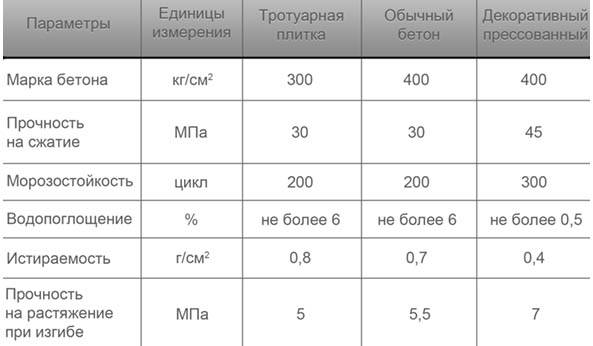
Прочность материала изделия. Этот параметр характеризует, насколько прочна плитка, и как хорошо изделие будет выдерживать нагрузки и не ломаться. Прочность должна составлять не меньше 30-40 МПа.
Водопоглощение материала. У современных изделий данный параметр должен быть минимальным. Ведь чем меньше влаги сможет впитать в себя изделие, тем лучше для его эксплуатационных характеристик. А лишняя вода в тротуарной плитке может замерзнуть и существенно повредить внутреннюю структуру. Показатель водопоглощения не должен превышать 6%.
Истираемость. Данное свойство напрямую зависит от способа изготовления. Часто, чтобы снизить цену продукции, производитель добавляет краситель только в верхний слой изделия. Такой материал быстро потеряет первоначальный вид. При этом покрытие, произведенное из материала одного цвета, сохранит свою окраску во время всего срока службы. Стойкость к истиранию должна составлять около 0.7 г/см2.
Марка морозостойкости
Этот параметр является одним из самых главных показателей, на который следует обращать внимание при покупке и укладке тротуарной плитки. Изделия хорошего качества должны быть рассчитаны на срок около 250-300 циклов (1 цикл – замораживание и последующее оттаивание)
Обычно за зиму происходит приблизительно 5 таких циклов. И исходя из этого, полный срок эксплуатации плитки, профессионально и качественно уложенной специалистами , равен 50-60 годам.
Характеристика поверхности изделия (глянцевая или матовая). Укладка тротуарной плитки с глянцевой поверхностью выглядит красивее, но глянец свидетельствует о большом количестве воды в изделии, что является отрицательным фактором для общего срока службы.
Так какую плитку выбрать?
Как и во всем, на этот вопрос нет однозначного ответа, все зависит не только и не столько от вида плитки, сколько от ее качества. На рынке достаточно добросовестных производителей вибролитой плитки, использующих качественное сырье и соблюдающих водоцементное соотношение. И характеристики их продукции вполне способны удовлетворить все требования, предъявляемые к мощению с незначительной нагрузкой. Другое дело, что и откровенной кустарщины, которая развалится после первого же сезона, в продаже хватает, а играть в русскую рулетку на собственные деньги, занятие неблагодарное. Вибропресс в принципе выпускают только крупные заводы, дающие гарантию на свои изделия, и «попасть» с ним гораздо меньше шансов. И самое главное – плитку нужно подбирать под условия эксплуатации. По ГОСТу, толщина плитки для тротуаров составляет не менее 50 мм, на практике используют плитку от 40 мм, но производители рекомендуют толщину в 60 мм. Если предполагается не только пешеходная нагрузка, но и автомобильная (парковка, въезд), по ГОСТу минимум составляет 80 мм, на практике – 60-80 мм. Независимо от того, какая плитка будет использоваться, как долго прослужит мощение, зависит от соблюдения технологии подготовки основания и укладки.
Производство в домашних условиях
Поскольку в домашних условиях организовать автоматизированный процесс выпуска изделий вибропрессованием невозможно, опишем вариант изготовления продукции методом литья. Сначала нужно подготовить место, где предстоит формировать продукцию и затем ее хранить. Уплотнение бетона обязательно выполнять из-за высокой подвижности применяемого мокрого раствора. Для этого подходят заводские вибраторы либо механизмы собственного изготовления.
После разливки смеси в пресс-формы необходимо ее закрыть пленкой, которая не позволит испаряться влаге. Через трое суток с плитки снимают опалубку, а затем переносят изделия в место хранения. Запрещено преждевременно освобождать изделия, поскольку их форма из-за этого может нарушиться.
Спустя 28 дней изделия набирают необходимую прочность — они готовы. Весь этот срок необходимо периодически выполнять увлажнение продукции. Хотя процесс вибролитья значительно затягивает получение изделий, результат непременно порадует домашнего умельца.
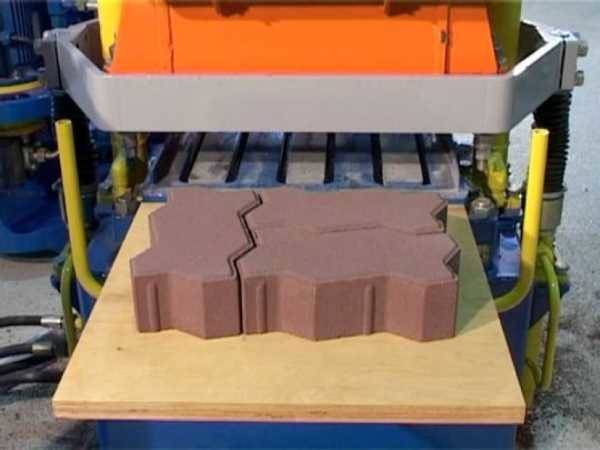
 Рисунок 3. Изготовление вибропрессованной плитки
Рисунок 3. Изготовление вибропрессованной плитки





