
Виды трубогибов
Как было упомянуто выше, часто — и в домашнем хозяйстве, и в промышленных масштабах — возникает необходимость изменить круглую или профильную трубу, согнув её под требуемым углом в одном или нескольких местах или придав ей плавный радиус изгиба. Требуется это и по технологическим условиям эксплуатации труб, и по эстетическим (к примеру, при создании узорчатых конструкций и элементов — для козырьков, навесов и т.д.).
В большинстве случаев согнуть трубу вручную или физически невозможно, или возможно с существенными нарушениями геометрии профиля, что осложняет дальнейшее использование изделия.
Поэтому используют профессиональные или сделанные своими руками станки для гнутья профильной трубы — трубогибы.
По принципу взаимодействия с соответствующими изделиями трубогибы подразделяют на:
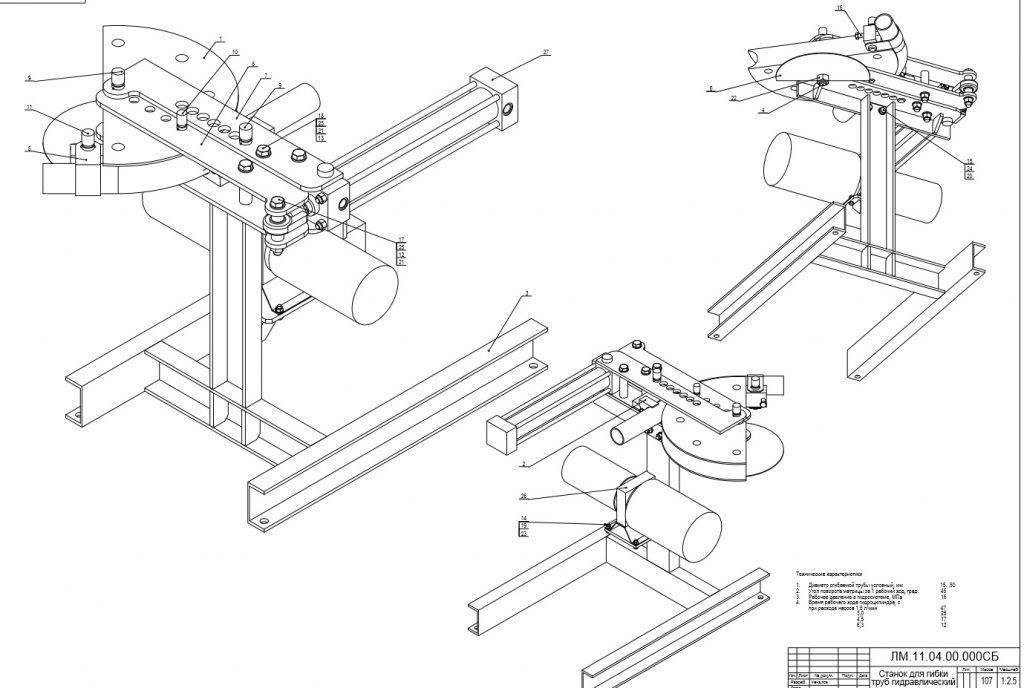
- Гидравлические рычажные устройства, сгибающие продукцию под заданным углом. В этом случае всё усилие концентрируется посредством рычага в одной точке — месте сгиба.
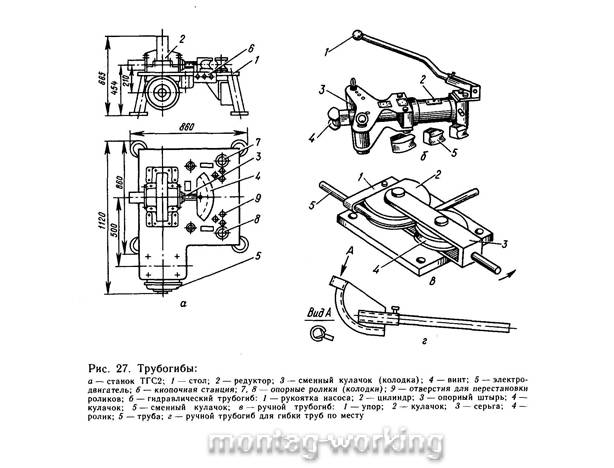
- Роликовые приспособления (профилегибы), обеспечивающие возможность придать профильной трубе плавные радиусы изгиба. При применении этого инструмента происходит развальцовка (раскатка) изделия посредством роликов.

По назначению трубогибы бывают:
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
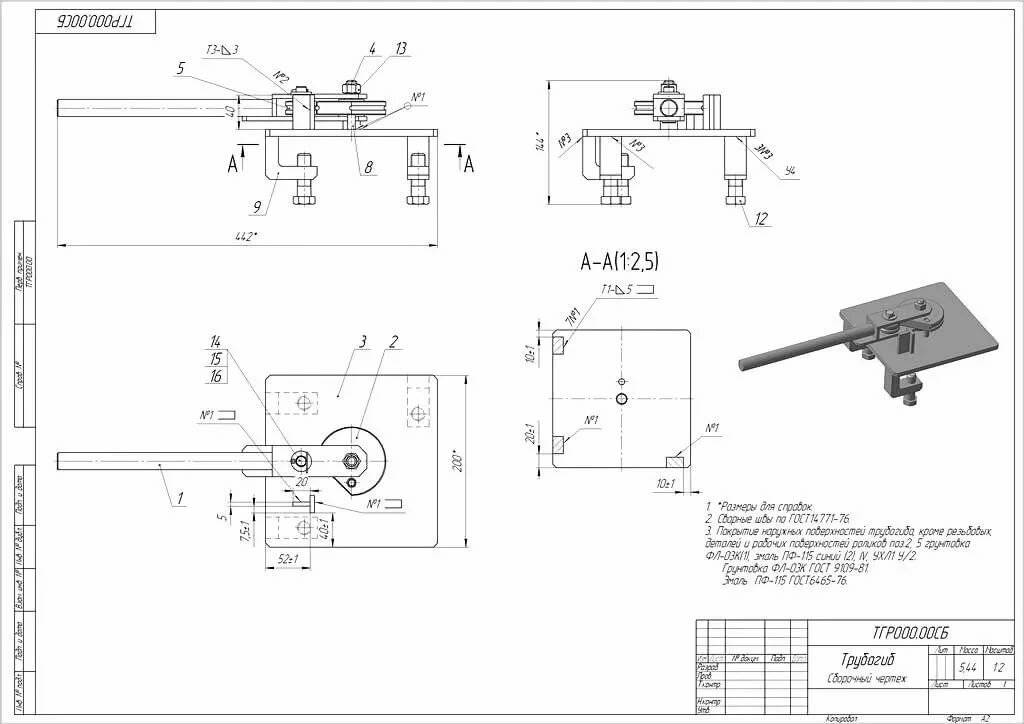
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
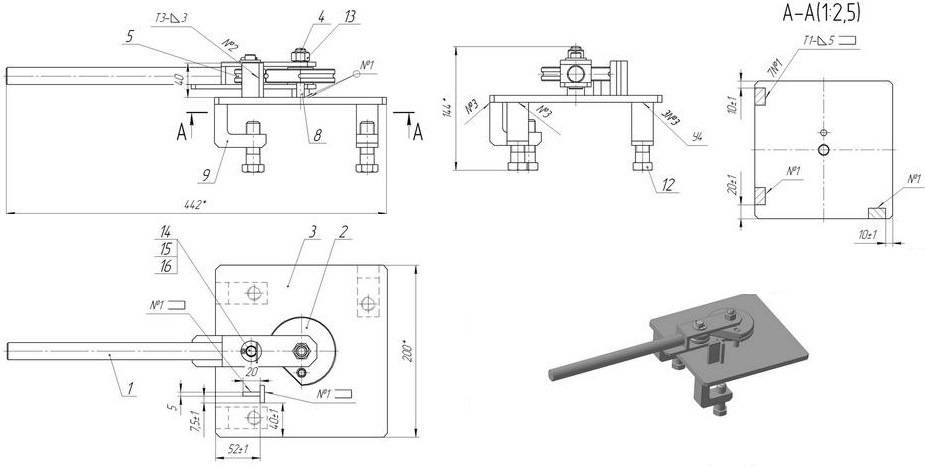
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
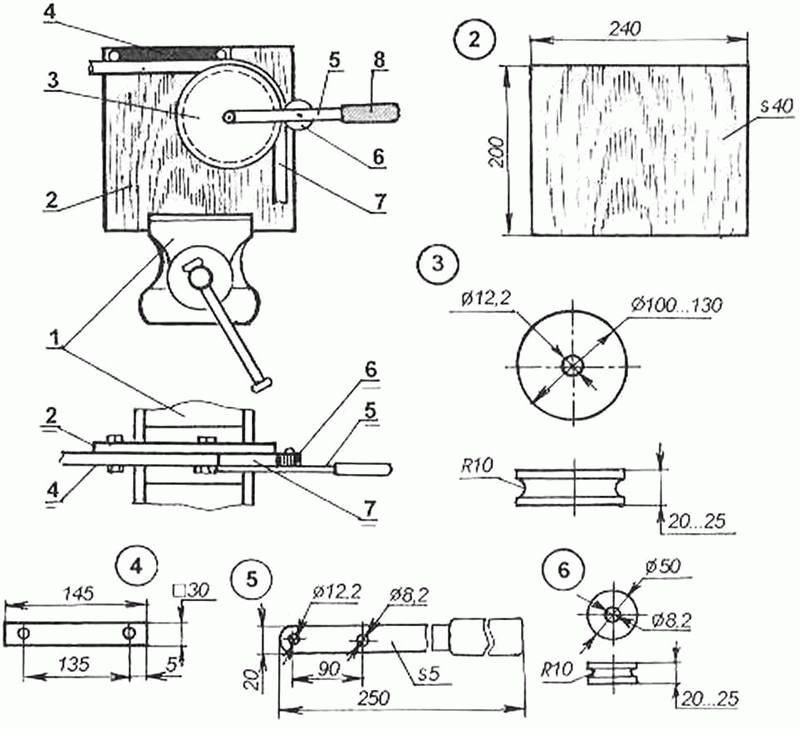
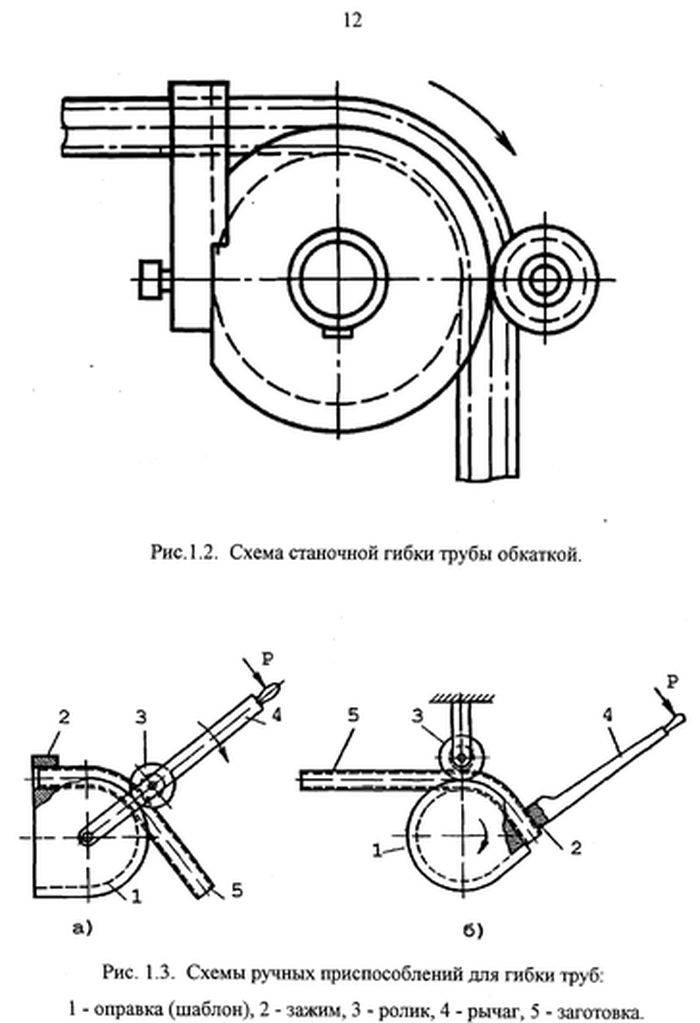
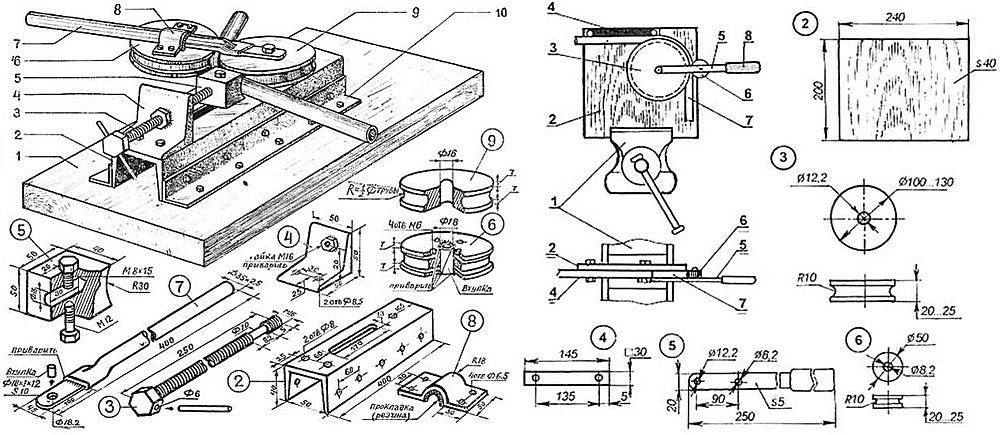
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
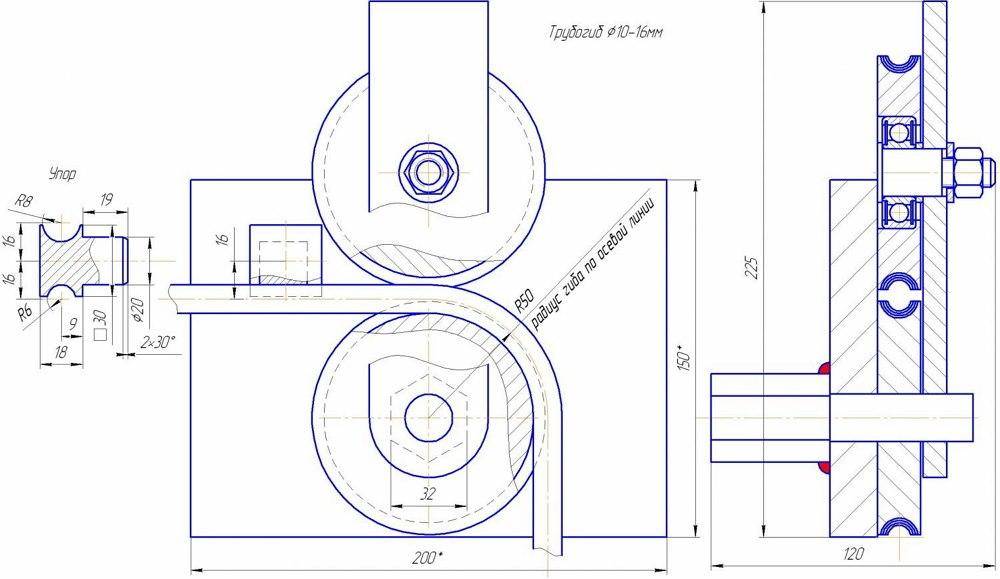
Элементы конструкции профильного трубогиба
Поскольку энергоёмкость технологической операции сгиба даже высокопрочного проката невелика, то большинство элементов трубогиба можно изготавливать из обычной стали типа Ст.5.

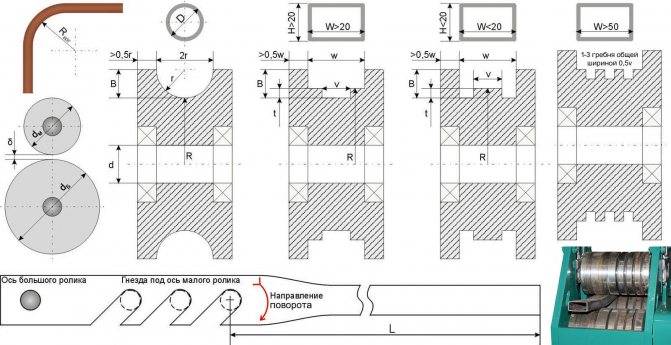
 Диаметры осей роликов трубогиба подбирают по имеющимся типоразмерам подшипников качения, а для основы резиновых зажимных губок используют высокопрочную резину по ГОСТ 7338-90. Марка резины должна быть не ниже АМС (атмосферомаслостойкая), толщина — от 10 мм, степень твёрдости – Т (такой материал выдерживает давление от 5 МПа).
Диаметры осей роликов трубогиба подбирают по имеющимся типоразмерам подшипников качения, а для основы резиновых зажимных губок используют высокопрочную резину по ГОСТ 7338-90. Марка резины должна быть не ниже АМС (атмосферомаслостойкая), толщина — от 10 мм, степень твёрдости – Т (такой материал выдерживает давление от 5 МПа).
Особое внимание уделяется формующим роликам: они изготавливаются чистовым точением из инструментальной стали У10 или У12 по ГОСТ 1435-85. Необходимо строго соблюдать соотношения между исполнительными размерами ролика и размерами поперечного сечения заготовки (они указаны ранее)
Цепные передачи трубогиба и мультипликатор можно подбирать из готовых деталей, имеющихся в арсенале домашнего мастера (для мультипликатора, например, подойдёт узел, применяемый для аналогичных целей в гайковёртах).
При сборке стоит учесть оптимальные условия смазки трущихся элементов, а ручку для удобства пользования, делают с рифлёной пластиковой трубкой.
Рама трубогиба может быть сварной или собрана на болтовых соединениях.
Что стоит знать при проведении работ
Опытные специалисты даже в такой процедуре, как изгиб профильных труб, нашли различные лазейки, что повышают эффективность и упрощают различные этапы проведения работ:
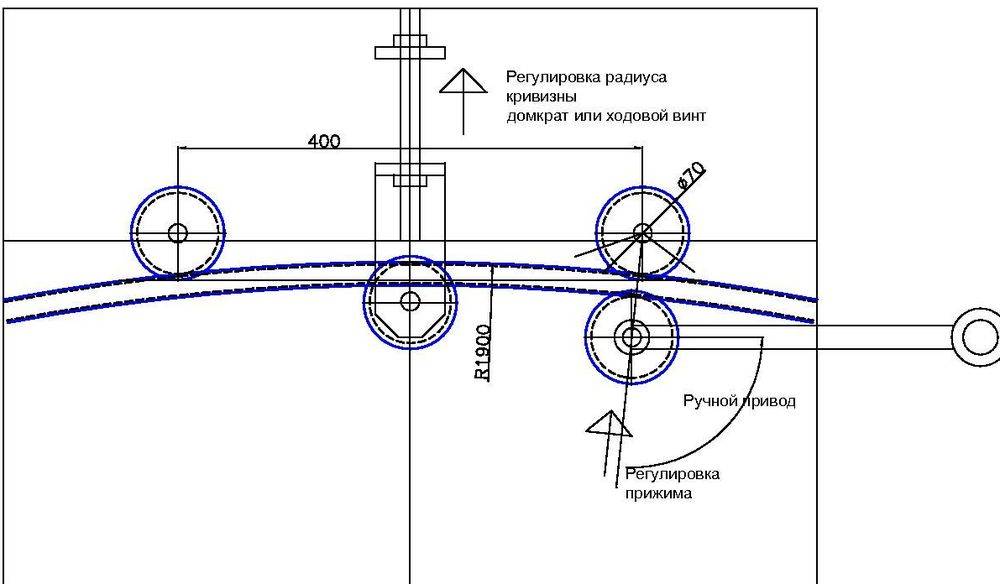
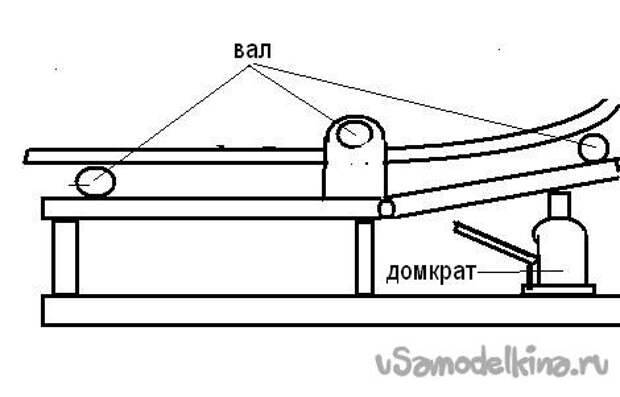
- ручные трубогибы можно собирать без использования звездочек и лишь с одним приводным роликом. Вместо крепежного винта при этом будет применяться непосредственно домкрат;
- если предварительно на прокатную плоскость укладывается шаблон, чтобы можно было контролировать угол изгиба, стоит позаботиться о его закреплении при помощи крючков из металла;
- универсальный станок можно создать, если добавить в его конструкцию подвижные валы, используя которые можно будет контролировать радиус изгиба прямо по ходу работы установки;
- максимальный радиус изгиба может быть получен в трубогибе с тремя валами.

Итог
В статье подробно описана процедура изгиба профильных труб и инструкция по созданию специального станка, помогающего в решении данной задачи. Если выполнять все работы без отдаления от предложенных алгоритмов, то положительный результат гарантирован. Естественно, максимальное качество, надежность и безопасность могут быть обеспечены специалистами, которые соберут агрегат и введут его в эксплуатацию в кротчайшие сроки и, возможно, даже помогут сэкономить.
2 Как согнуть трубу без трубогиба?
Если ввиду каких-либо причин вы не имеете возможность изготовить полнценный трубогиб своими руками, для работы с трубами можно сконструировать шаблон. Это неплохой вариант для гибки алюминиевых и медных труб, однако обрабатывать стальной профиль на шаблоне достаточно сложно.

Гибка на деревянном шаблоне
Существует несколько разновидностей шаблонов, наиболее простым из них является деревянная конструкция. Из массива дерева, толщина которого превышает диаметр обрабатываемой трубы, необходимо вырезать полукруг (размеры подбираются в соответствии с требуемым радиусом изгиба). Полученный полукруг фиксируется на верстаке либо другой устойчивой поверхности, с правой стороны от него монтируется упор, который будет фиксировать обрабатываемый профиль.
На этом простейший самодельный трубогиб можно считать готовым. Для гибки необходимо разместить профиль в отверстием между шаблоном и упором, после чего прикладывая давление на ее свободный конец придать трубе нужную форму.

Шаблон из металлических крючков
Для работы с полимерными трубами подобный шаблон можно сделать из металлических крючков, жестко зафиксированных в форме полукруга на деревянной поверхности. Однако металлический профиль такая конструкция не выдержит.


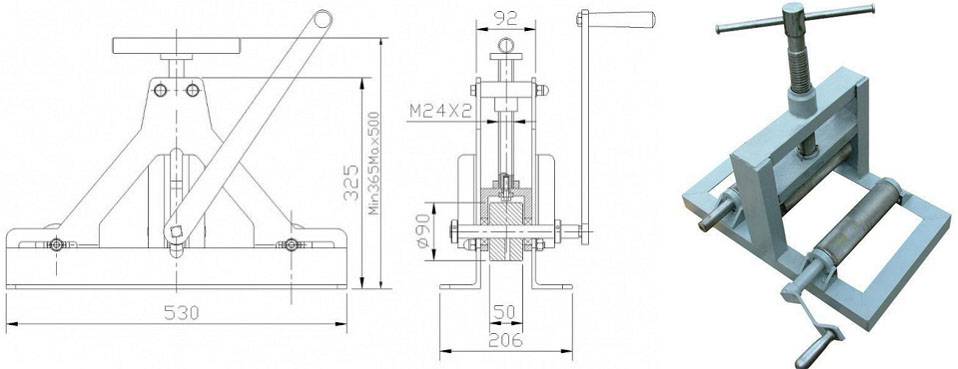
2.1 Магазинные станки
Узнав, как согнуть трубу без трубогиба, можно понять, что занятие сложное и муторное. Поэтому при отсутствии навыков для изготовления самодельного устройства рациональным решением будет приобрести гибочный станок заводского производства.
Для простых задач оптимальным вариантом будут трубогибы «Инстан». В ассортименте компании представлено около различных 10-ти моделей, однако лучше всего зарекомендовал себя гидравлические трубогибы серии ТПГ, а именно:
- Инстан ТПГ-1Б;
- Инстан ТПГ-1.25Б;
- Инстан ТПГ-2Б.

Инстан ТПГ-1
Числовое обозначение в маркировке указывает на максимальный диаметр труб, которые может согнуть данный станок. В качестве силового элемента в станках серии ТПГ используется гидроцилиндр прямого действия, который приводится в действие нагнетательным устройством. В комплекте со станками поставляются гибочные шаблоны, позволяющие обрабатывать трубы минимальным диаметром от 3/8″.
В качестве альтернативы станкам Инстан можно рассматривать трубогибы ЗУБР. Рекомендуем обратить внимание на модель ЗУБР-12, стоимость которой составляет 13 тыс. рублей
Рассмотрим ее технические характеристики:
- максимальное усилие — до 12 тонн;
- максимальный диаметр гибки — 51 мм;
- рабочие сечения — круг, квадрат;
- ход штока — до 230 мм;
- угол гибки — до 90 мм.

Трубогиб ЗУБР-12
ЗУБР-12 представляет собой достаточно габаритный гибочный станок, вес которого превышает 35 кг. В комплекте с агрегатом поставляются 2 сменных ролика и 6 насадок для работы с трубами разных диаметров. Для обработки толстостенного профиля лучше подойдет модель ЗУБР-10, которая позволяет гнуть изделия со стенками толщиной до 5 мм и сечением до 76 мм.
Для бытовой эксплуатации приобретать электрический трубогиб особого смысла нет, если только вы не занимаетесь мелкосерийным производством металлоконструкций. В первую очередь такая покупка нерациональна из-за высокой стоимости, цены на проверенный модели начинаются от 100 тыс. рублей
Однако при необходимости рекомендуем обратить внимание на электрические гибочные станки Stalex HTB-1000 и ЕНН-40
Детальная инструкция по сборке трубогиба
Как создать трубогиб для квадратной трубы:
- Нужно закрепить на одиночном прижимном ролике шестеренки, подшипники и кольца, присоединяемые посредством шпонки. Собственно такой вал должен быть разработан заранее и заточен под вставку подшипников и роликов. Заказать такую работу можно специалисту в токарных роботах, если учесть, что нужно изготовить 3 точных заготовки, одна из которых будет подвешена на пружине по центру, а две другие разместятся с боков от нее. Мастеру нужно будет предоставить грамотный чертеж роликов для трубогиба с указанием всех нюансов и пропорций.
- Затем делается полка из швеллера, в котором просверливаются отверстия и нарезается резьба, что потребует при закреплении прижимного ролика.
- После проведения подготовительных этапов стоит приступить к сборке каркаса. Естественно, каркас будет выполнять не только функцию корпуса, но и опоры для всего станка.
- Подвешивается полка и на ней закрепляется ролик на пружине, который будет выступать в роли прижимного.
- По бокам размещаются два других вала, выступающие в роли опорных, а на один из них еще приделывается ручка.
- Последним действием является монтаж домкрата.

Некоторые нюансы, о которых стоит знать при сборке трубогиба:
- прижимной вал на шпонках нужно дополнительно прикрутить к полке;
- схема закрепления прижимного ролика: крепление его к полке, где уже размещены гайки под пружины, а затем переворот полки и подвешивание ее на пружинах;
- цепи должны натягиваться магнитным уголком, выступающим в роли подвеса;
- звездочки должны закручиваться шпонками, изготовленными из гровера;
- ручка, приводящая станок в движение, должна быть представлена конструкцией с проворачивающейся ручкой;
- домкрат устанавливается на подвесном основании, закрепленном посредством болтов и сварки.
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади
Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.

«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
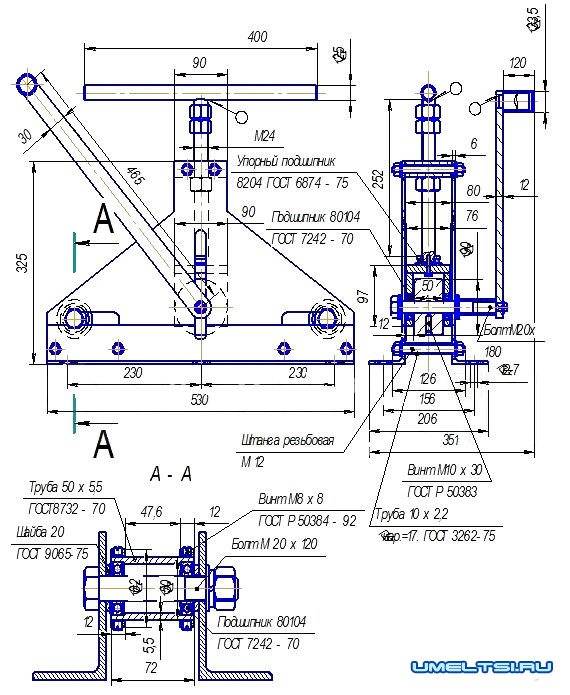
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
 Watch this video on YouTube
Watch this video on YouTube
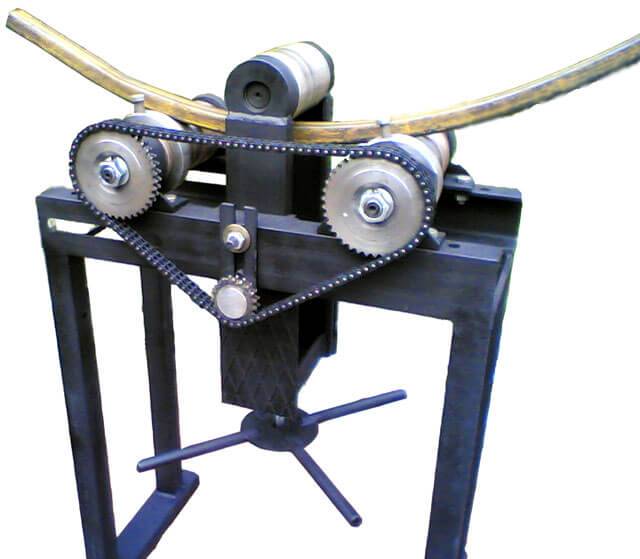
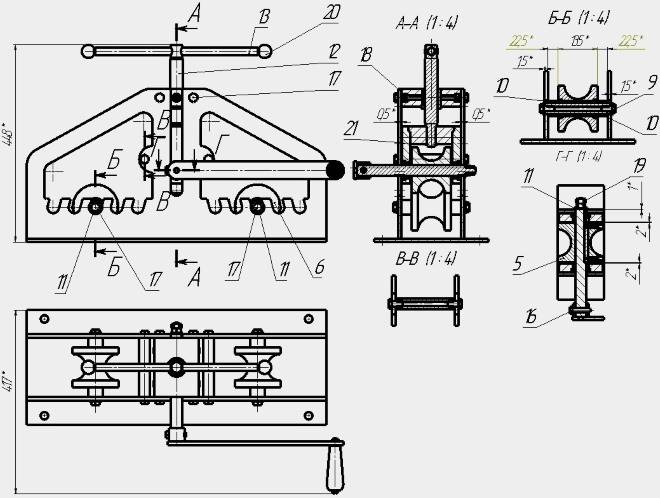
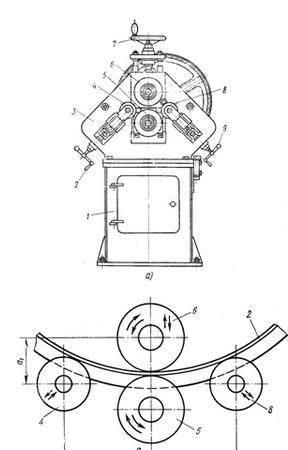
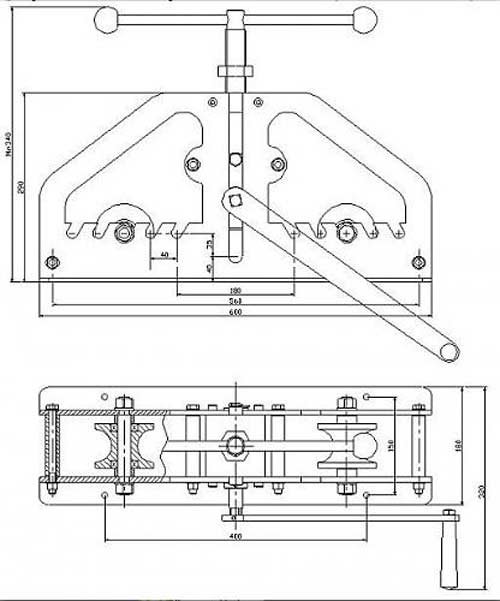
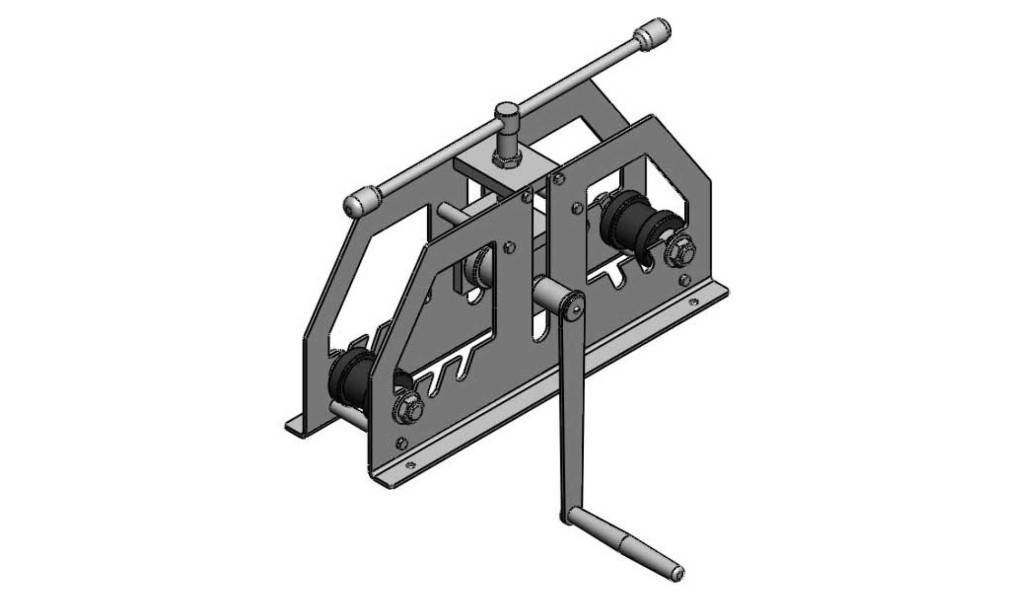
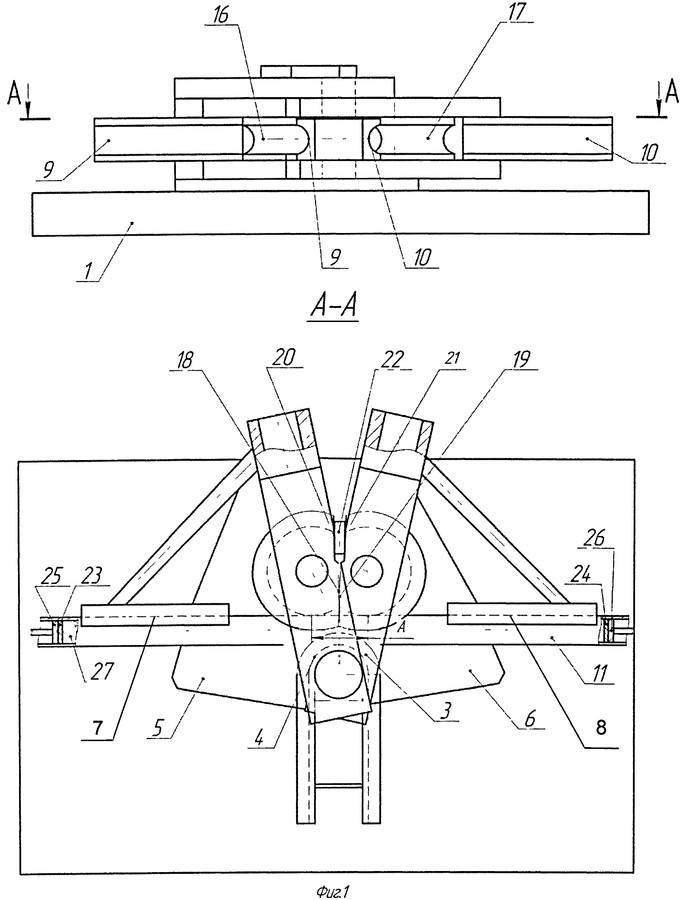
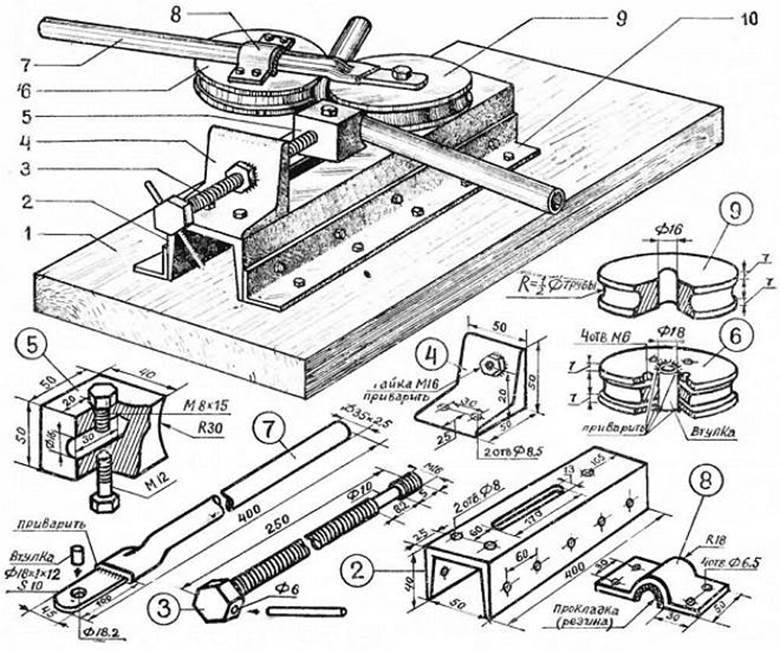
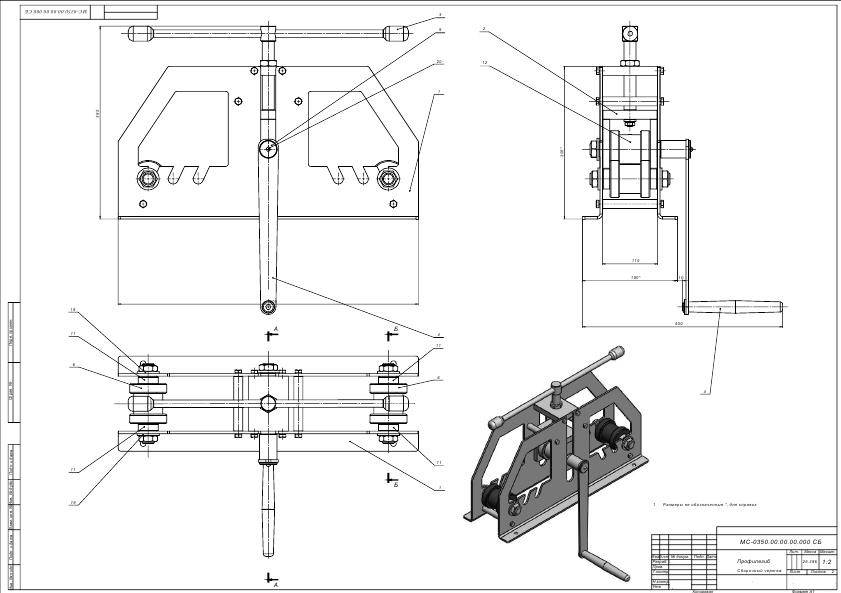
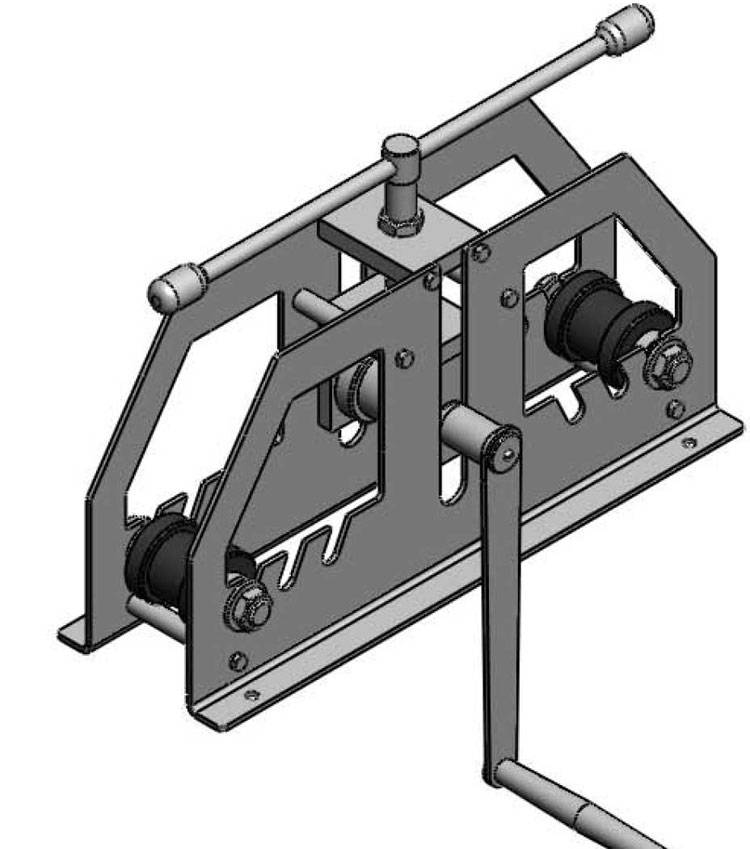
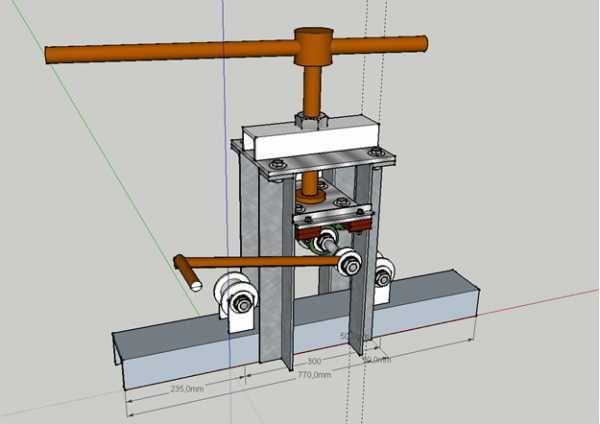
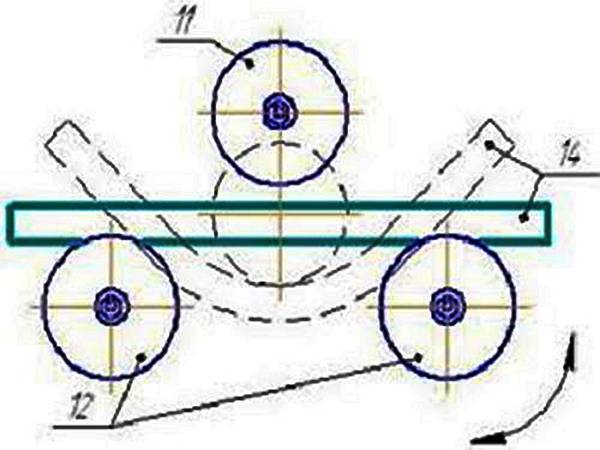
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
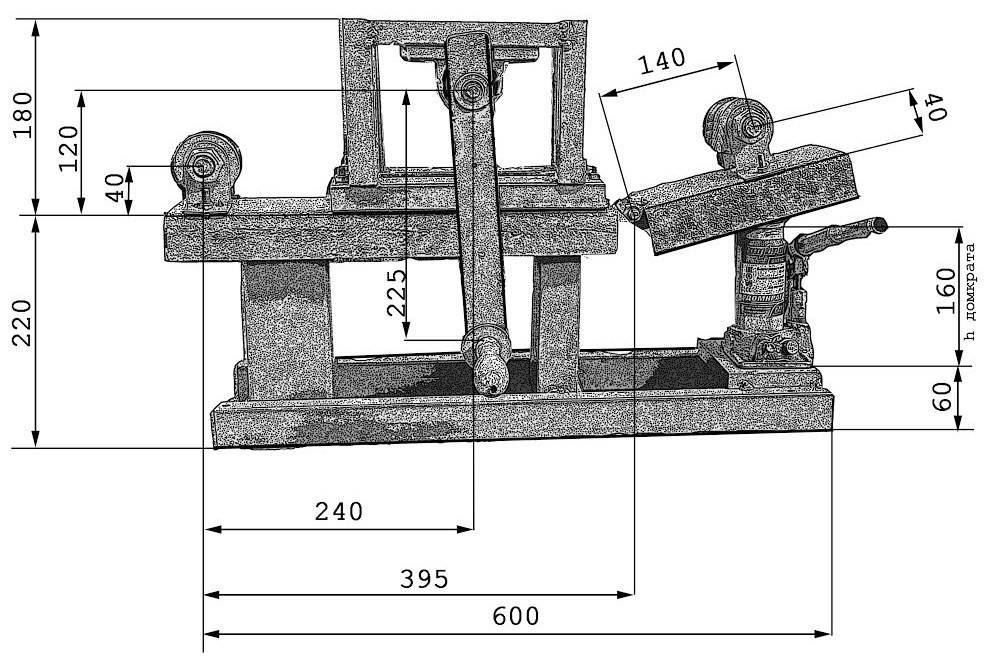
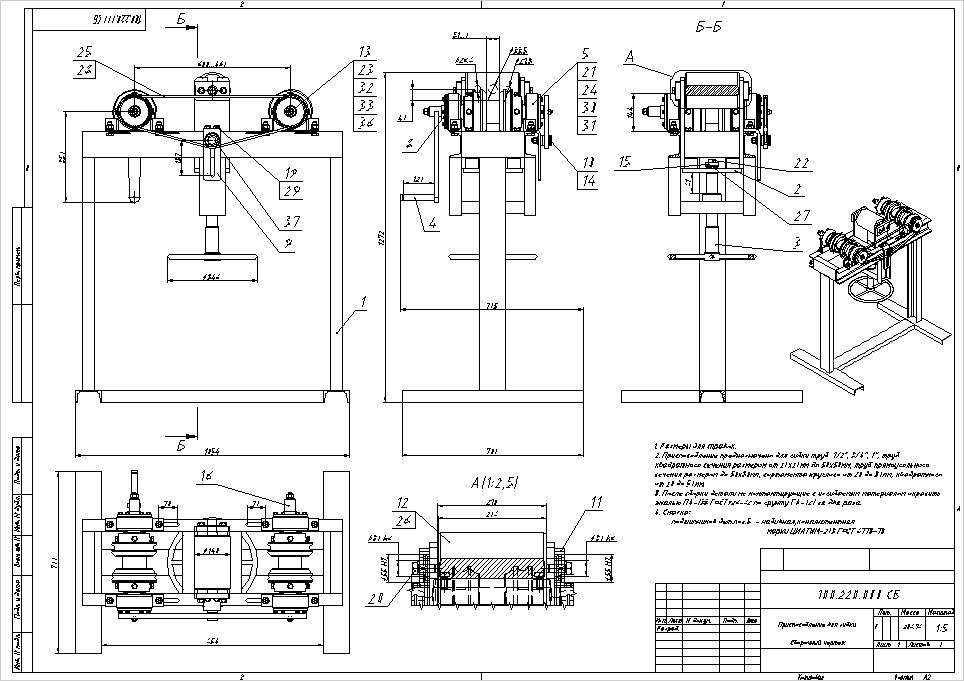
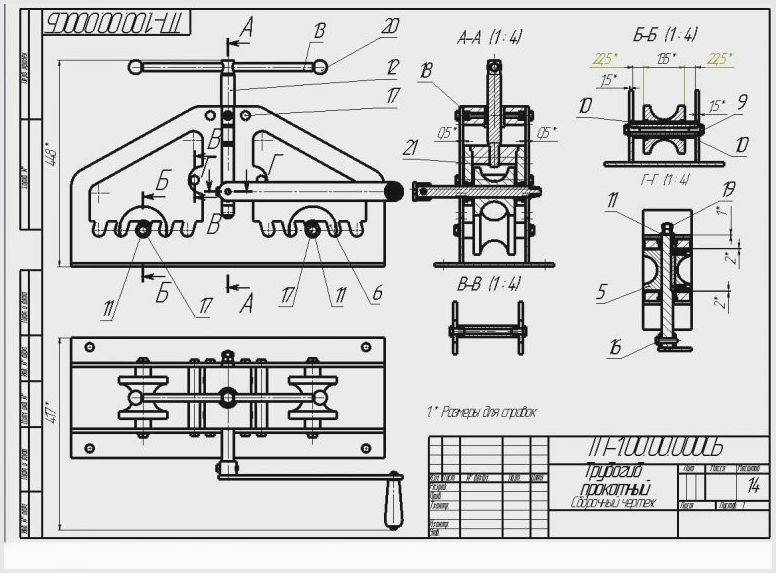
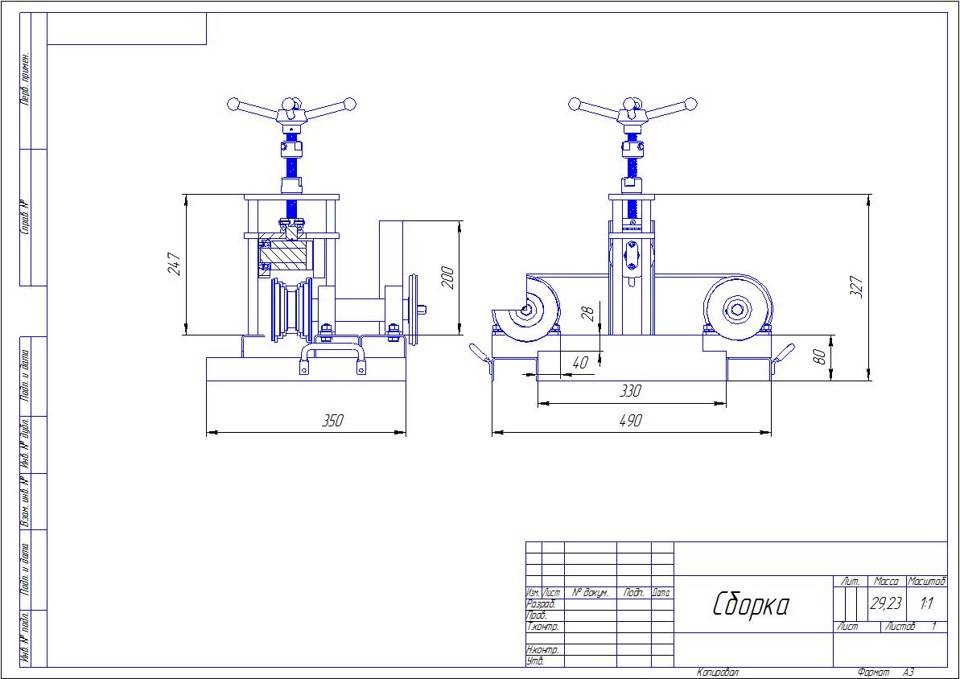
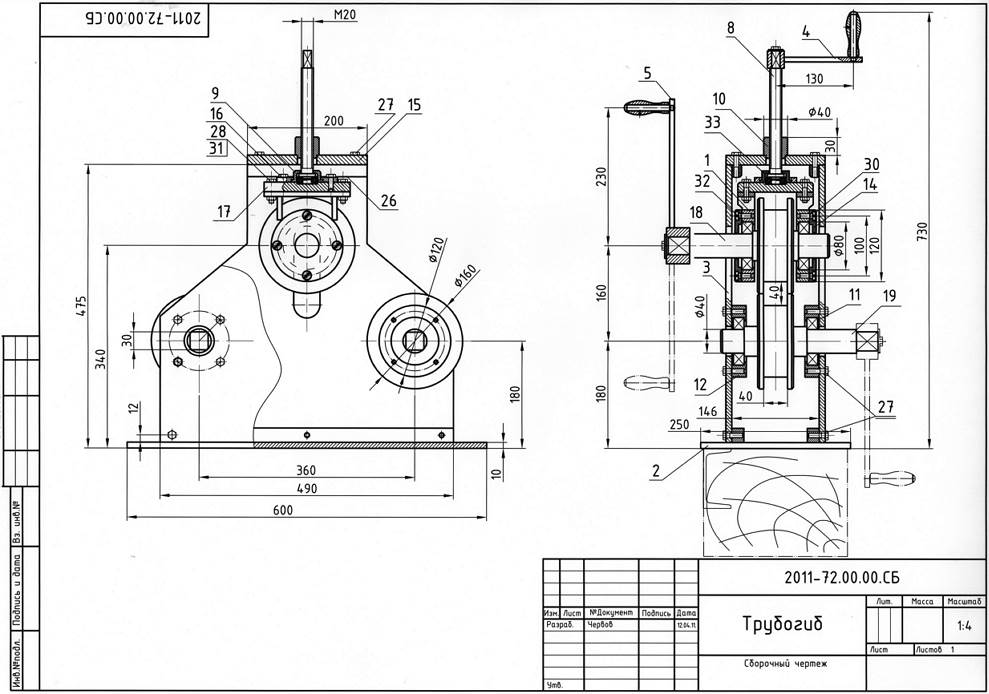
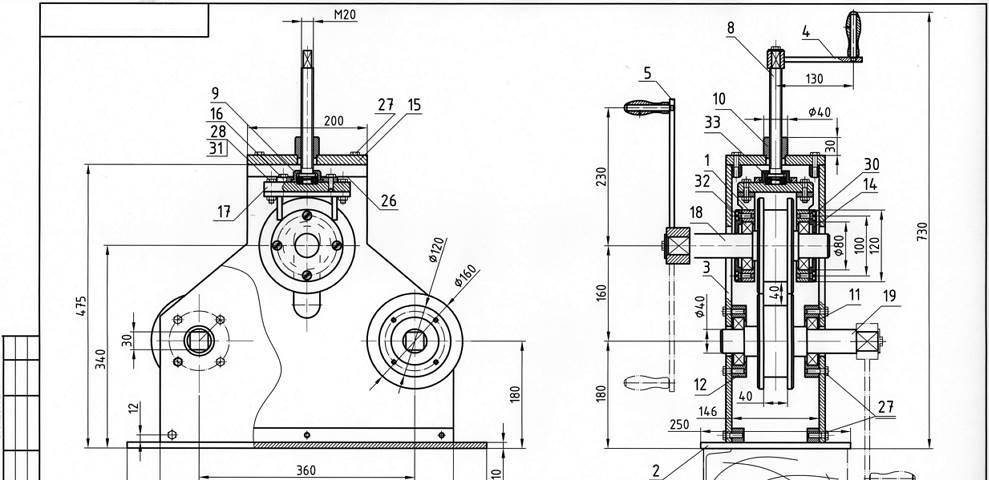
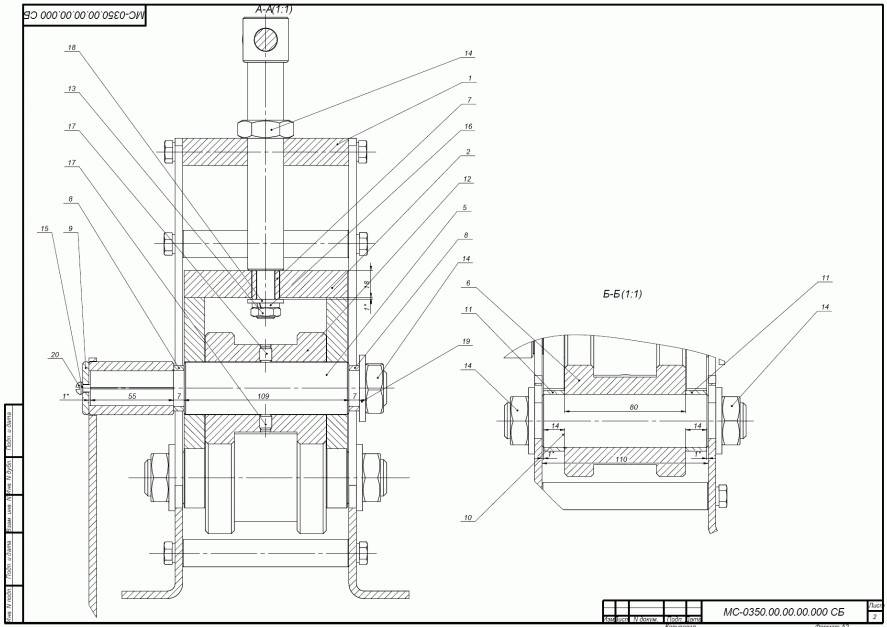
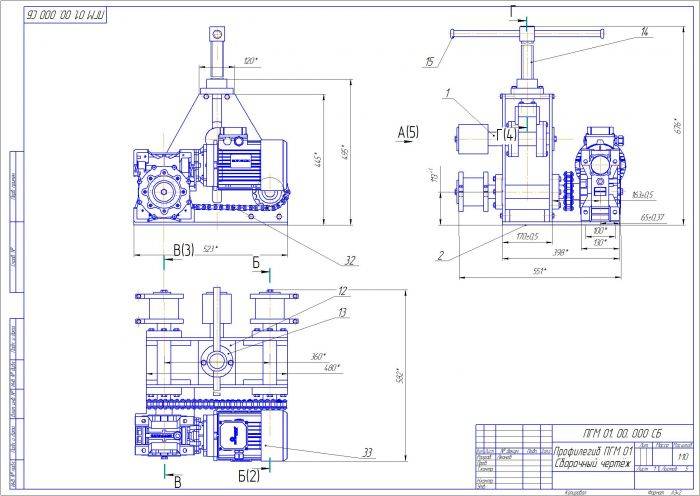
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
 Схема прокатного станка
Схема прокатного станка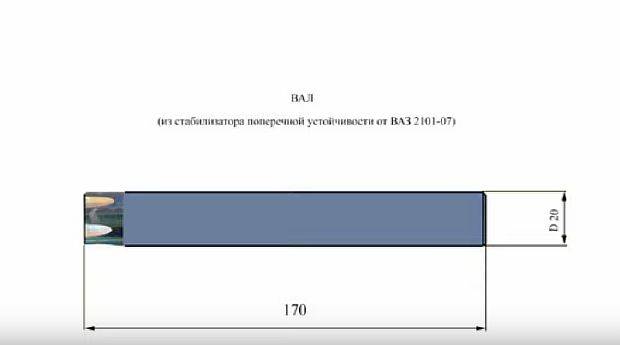 Схема вала
Схема вала Чертёж вилки
Чертёж вилки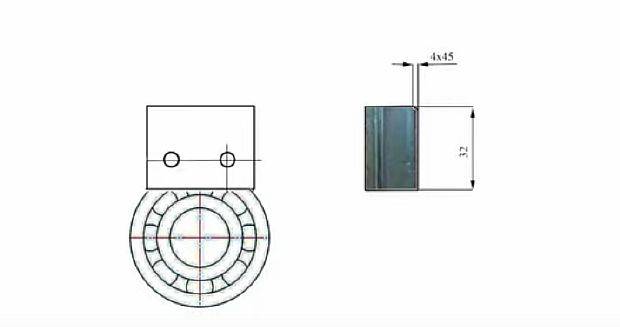 Опоры для подшипников
Опоры для подшипников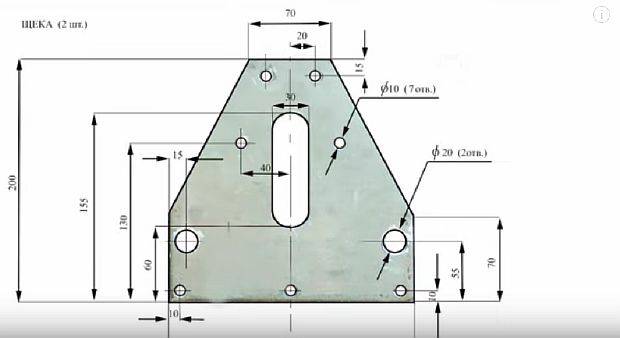 Чертёж щеки
Чертёж щеки Схема прижимного винта
Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
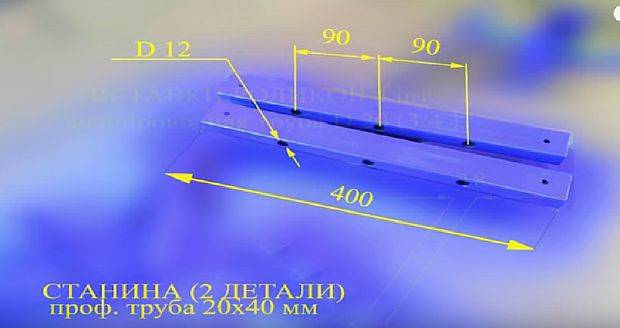 Детали для станины
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
 Вырезаем боковины
Вырезаем боковины
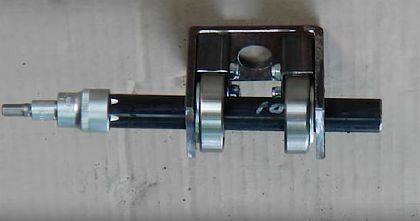
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
 Делаем проточки на стабилизаторе
Делаем проточки на стабилизаторе Одеваем подшипник
Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
 Привариваем гайку
Привариваем гайку Вставляем винт
Вставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
 Собираем прижимной вал
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
 Вставляем шпильки-ролики
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
 Устанавливаем профильное основание
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
 Размещаем прижимной вал
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
 Прикручиваем прижимной винт
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
 Одеваем стенку
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.

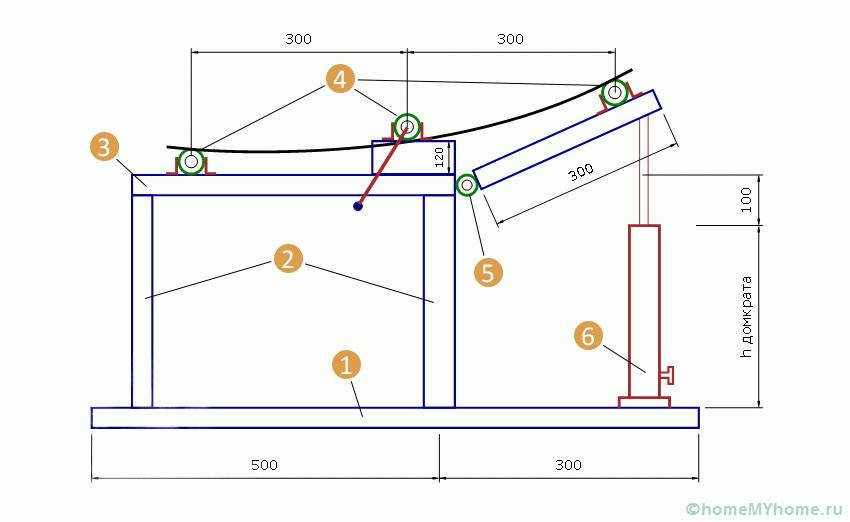
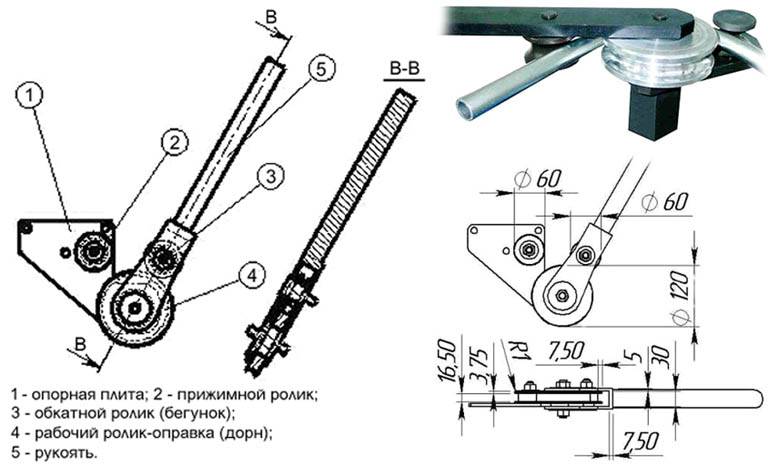
Делаем станок своими руками

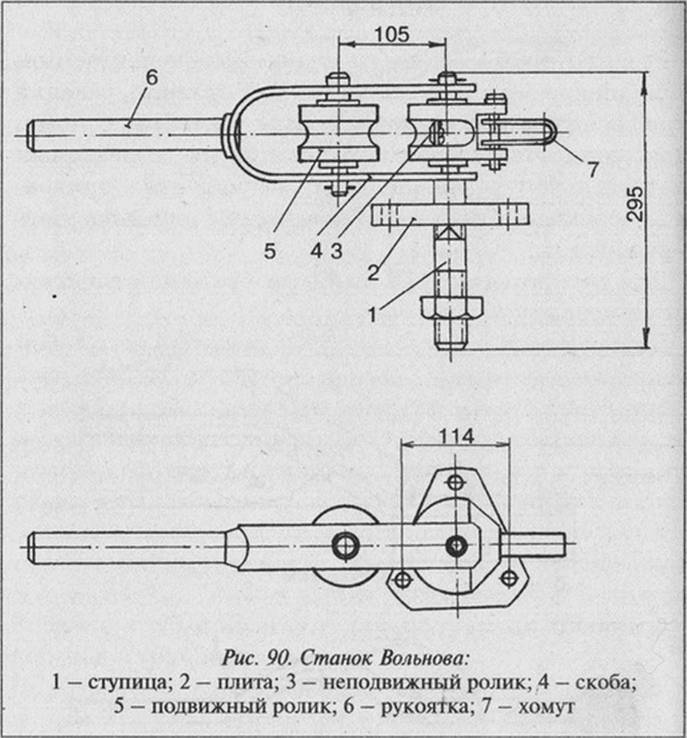
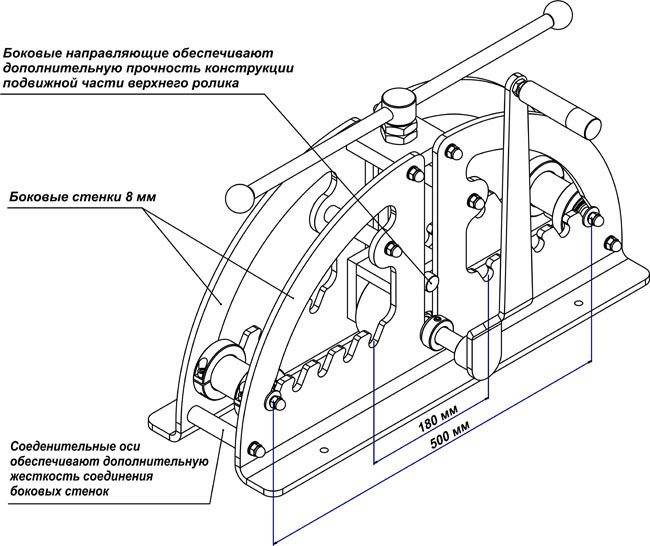
В конструкции подобного аппарата можно выделить следующие элементы:
- станина;
- транспортер;
- кронштейн с направляющими уголками;
- верхний ролик;
- струбцина.
Сборка перечисленных компонентов производится по отдельности, а по завершении этой работы переходят непосредственно к сборке станка в целом. Еще до начала изготовления станка для гибки труб следует позаботиться о наличии необходимых для станка материалов, деталей и устройств. Выполнить работу по изготовлению трубогиба вы сможете, если у вас будет сварочный аппарат и комплект инструментов. Вначале необходимо подготовить все основные элементы, после чего уже начинают работу по их сборке в определенной последовательности.
Сборка станины
Станина — это элемент, которая имеет вид обычного стола или верстака. Для получения сведений об обязательных материалах и комплектующих изделиях, из которых собирается это устройство, следует заглянуть в спецификацию.
Для изготовления ножек можно использовать швеллер либо отрезки трубы, достигающие в диаметре 100 мм.
Если для соединения основных элементов планируется применять сварку, то следует позаботиться о том, чтобы были соблюдены все габаритные размеры, которые приведены в чертеже. Закончив работу по сборке станины убедившись в надежном ее креплении, можно переходить к установке транспортера.
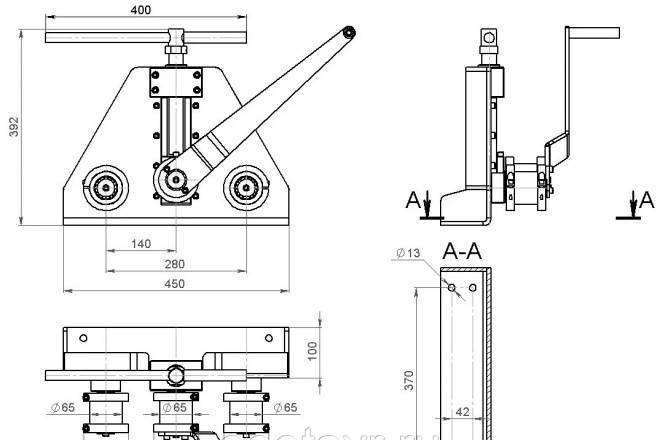
Сборка и крепление транспортера
Транспортер представляет собой конструкцию, в которой имеется два ролика, располагающихся на противоположных сторонах станины. Для качественного выполнения монтажа, необходимо ознакомиться с чертежом транспортера, где приведены все необходимые сведения.
Особое внимание следует уделить звездочке цепной передачи на валах, которая должна быть прочно и точно зафиксирована. Далее приступают к установке натяжного механизма, в конструкции которого также предусмотрена аналогичная звездочка
Функция этой детали заключается в выборе оптимального уровня натяжения приводной цепи.
Сборка прижимного механизма

В случае обнаружения определенных отклонений степень прижима будет такой, что уже нельзя будет гарантировать необходимую точность при изготовлении продукции. Аналогичного подхода следует придерживаться и при установке прокатных роликов. Когда все операции по сборке прижимного механизма будут выполнены, необходимо убедиться в работоспособности оборудования, попробовав его в допустимых режимах.
Для проведения подобных испытаний необходимо взять трубы разного диаметра. Сама операция по гибке выполняется по заранее рассчитанным параметрам.
Особое внимание следует уделить тому, чтобы между полученными результатами и рассчитанным геометрическим размерам не наблюдалось отклонений. Если говорить применительно о самодельном трубогибе, то подобный станок можно использовать для обработки не только обычных труб круглого сечения, но и профильной продукции
Если вы решили изготовить трубогибочное оборудование, чтобы его помощью регулярно выполнять множество заказов, то вам следует позаботиться о составлении инструкции по правилам его обслуживания.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
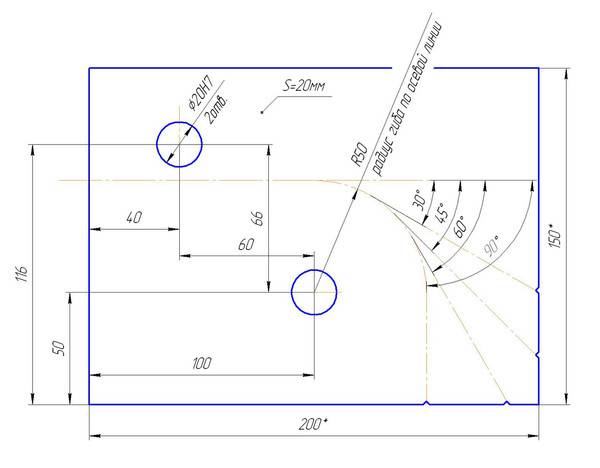
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.


Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.





