Разновидности фитингов по способу монтажа
Соединение трубных изделий из меди в инженерных сетях осуществляется с помощью различных способов монтажа. В недавнем прошлом различали только 2 вида соединений: резьбовые и паяные. Соответственно существовало только 2 способа монтажа и 2 разновидности фитингов. В последнее время широко применяется процесс сборки медных трубопроводов с помощью метода механического обжима.
Сегодня применяются следующие виды соединительных элементов:
- компрессионные;
- самофиксирующиеся;
- пресс-фитинги.
Цены на фитинги для медных труб
STOUT Фитинг компрессионный для медных труб
Резьбовые
Резьбовые соединения применяются на трубопроводах, где по условиям эксплуатации необходима частая разборка-сборка рабочих частей системы. Характеризуются наличием внутренней и наружной резьбы, устанавливаются на всех составных элементах трубопровода.
Резьбовые соединения не такие надежные, как паяные или обжимные. Они нуждаются в постоянном осмотре и при необходимости в подтяжке или замене. Такие трубопроводы должны быть открытыми с легким доступом к месту монтажа.
Преимуществом данного способа монтажа является простота. Работу может выполнить один человек, даже неподготовленный, при помощи набора гаечных ключей.

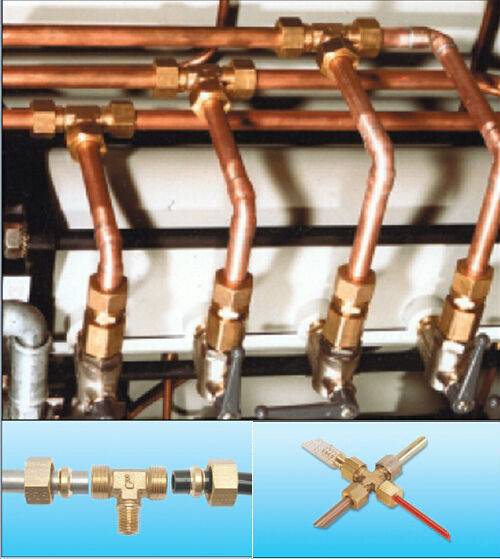
Обжимные (компрессионные)
Компрессионные обжимные соединения называют еще цанговыми. При их изготовлении используются пластические свойства меди. Основной деталью в таких изделиях является обжимное кольцо, при помощи которого происходит пластическая деформация трубы из меди и ее фиксация в корпусе фитинга.
Подобно резьбовым, компрессионные фитинги просты в монтаже, но обеспечивают почти такое же по качеству соединение, как и паяное. Но и они нуждаются в периодической проверке, и поэтому их желательно оставлять открытыми, не прятать в полу или в стене.

Самофиксирующиеся
Последняя техническая новинка на рынке — самофиксирующиеся сборочные элементы или пуш-фитинги. Конструктивной особенностью этого изделия является наличие пружинной шайбы с зубчиками, вместо обжимного кольца.
Процесс сборки происходит с применением специального ключа, которым производят надавливание на пружинную шайбу, и зубчики производят фиксацию соединения. Пуш-фитинги просты в монтаже, они могут собираться и разбираться несколько раз, но качество таких соединений значительно выше, чем резьбовых или компрессионных, и почти такое же, как паяных.

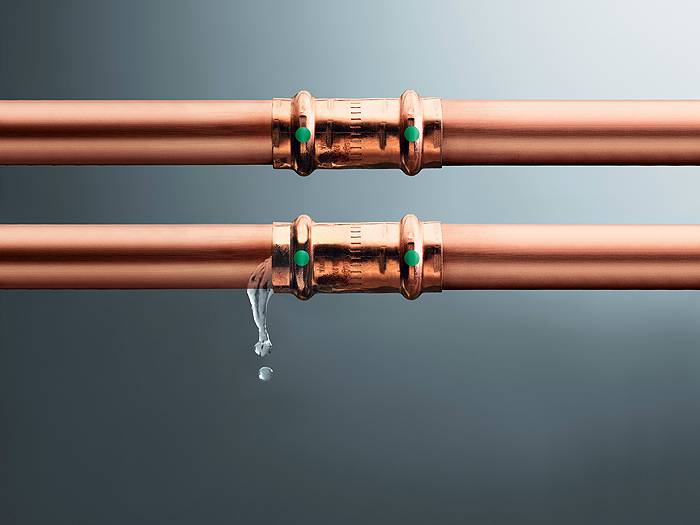
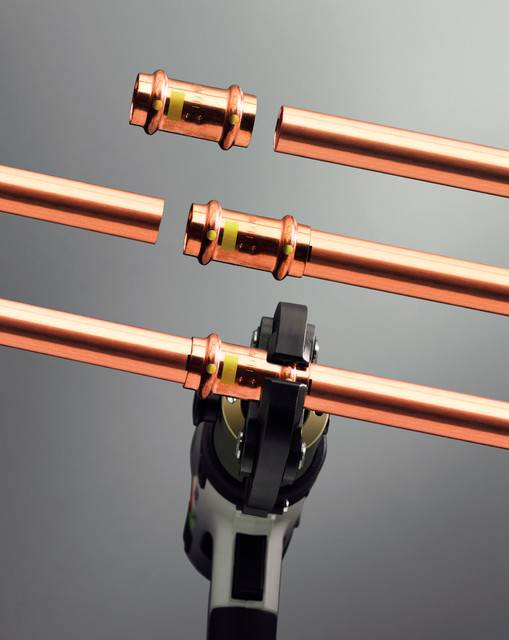
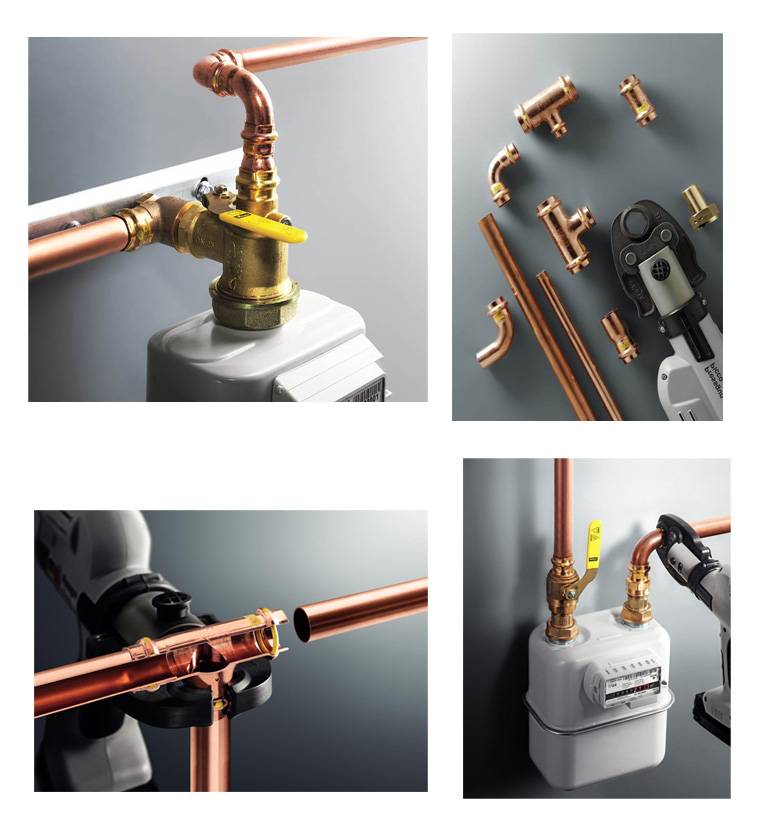
Пресс-фитинги
Для монтажа подобных соединений требуется специальный пресс-ключ. По внешнему виду они похожи на фитинги для пайки, но с круговой канавкой, в которой размещается уплотнительное кольцо. Такое соединение неразъемное, но составные части могут вращаться друг относительно друга.
Пресс-фитинги образуют неразъемные соединения, которые выдерживают высокое давление, как и паяные. Трубопроводы, смонтированные подобным образом, не требуют обслуживания, могут выполняться закрытыми и служат несколько десятков лет.

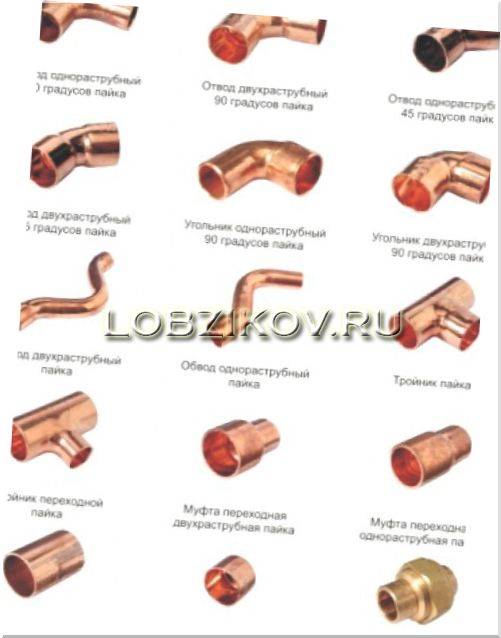
Фитинги капиллярного типа
Это соединительные элементы, предназначенные для сборки трубопроводов методом капиллярной пайки. Представляют собой полые, медные или латунные гильзы различного диаметра.
Паяные соединения труб из меди самые надежные и долговечные, но и наиболее трудоемкие. Для их производства следует привлекать подготовленный персонал.
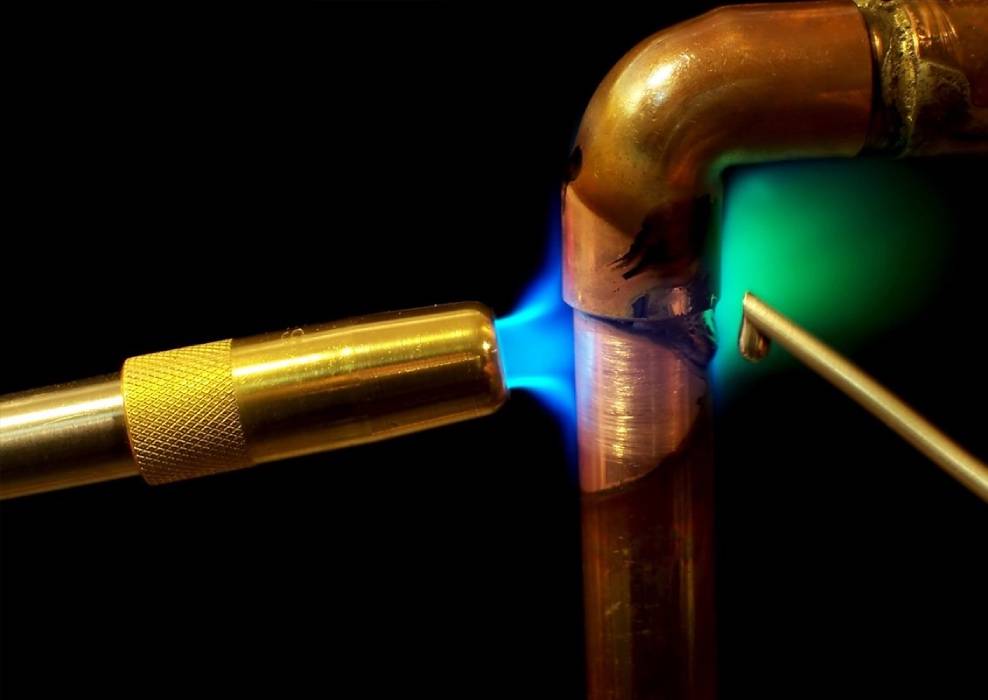
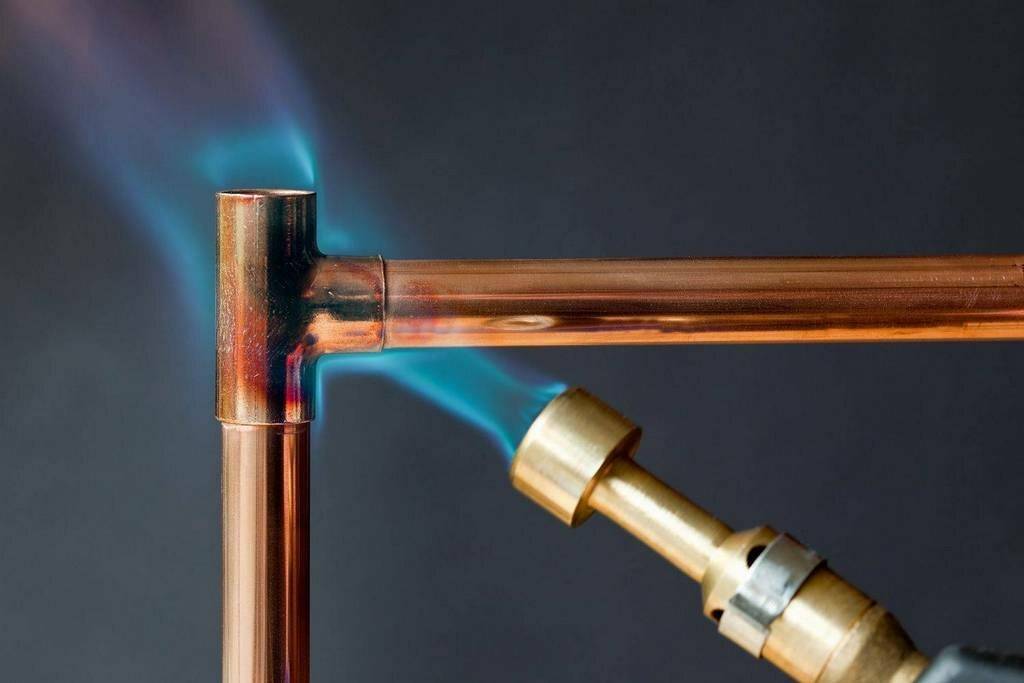
Сборка медного трубопровода методом пайки
Наибольшей герметичности можно достичь, если соединять трубы методом пайки. При выполнении работы необходимо четко соблюдать рекомендуемые правила безопасности.
Инструменты
Для сборки трубопровода методом пайки потребуется следующий набор материалов и инструментов:
- медные трубы, количество и диаметр которых определяется по схеме;
- труборез (в отсутствии устройства можно воспользоваться обычной ножовкой по металлу);
- трубогиб;
- металлическая щетка для подготовки трубы для пайки;
- наждачная бумага (используется в дополнение к щетке);
- труборасширитель – специальное устройство для увеличения диаметра одной из соединяемых труб;
- газовая горелка;
- фаскосниматель (устройство для удаления заусенцев после обрезки труб);
- флюс-состав, который позволяет произвести дополнительную чистку труб и способствует более равномерному распределению припоя;

Разновидности флюса для пайки
припой – металлический сплав, которым заполняется пространство между трубами в процессе пайки.

Разновидности припоя для разных видов пайки
Флюс и припой подбираются в зависимости от вида пайки (низкотемпературной или высокотемпературной), причем флюс и припой должны максимально соответствовать друг другу.
Процесс пайки
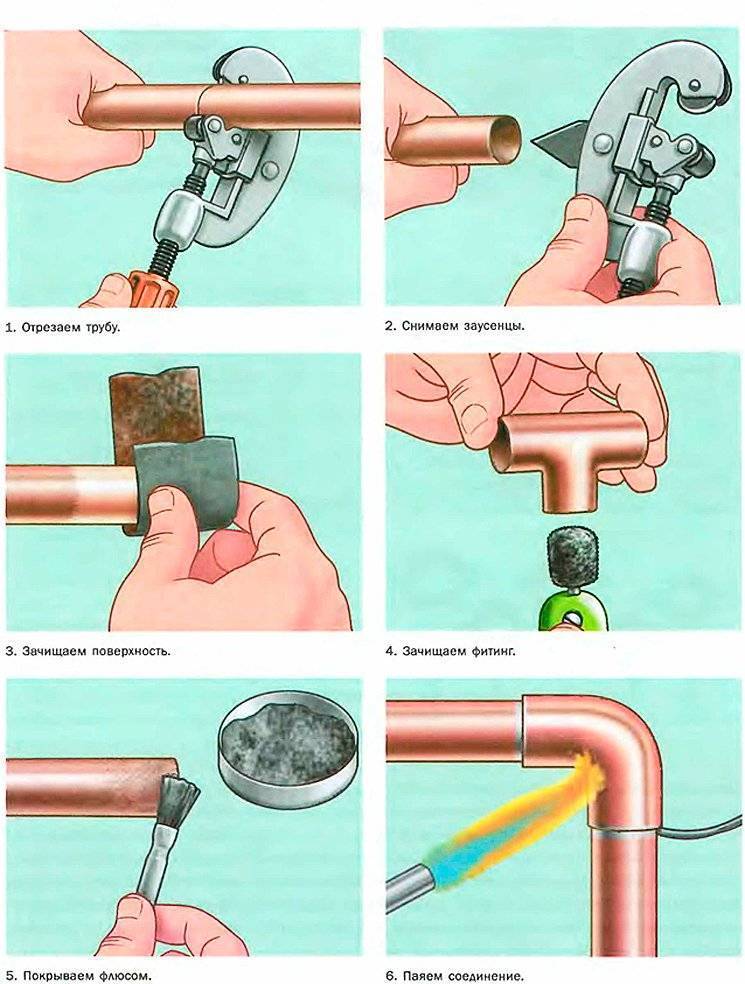
Как соединять медные трубы методом пайки? Для получения прочного соединения рекомендуется придерживаться следующей схемы:
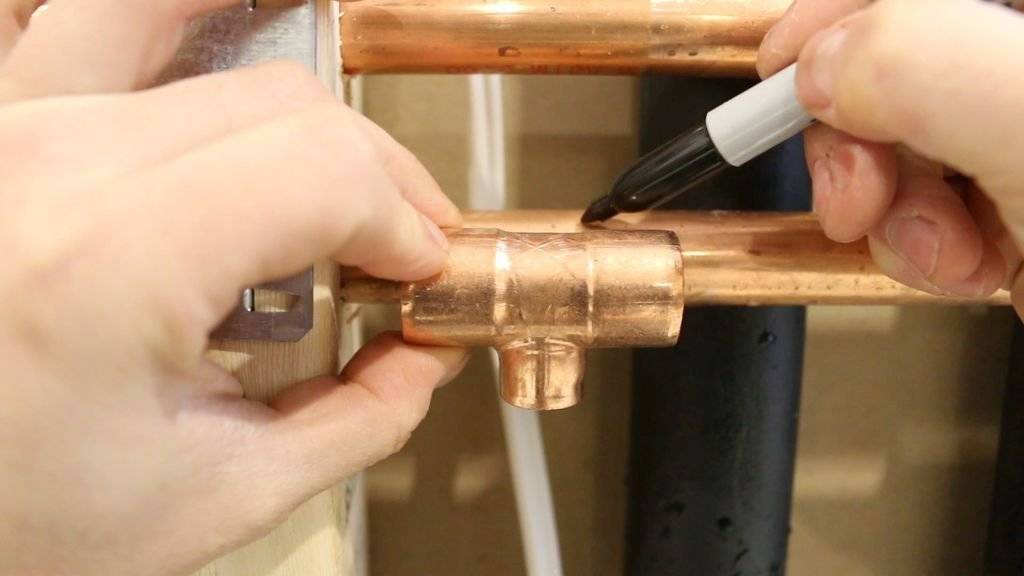
- нарезаются трубы. Длина каждого участка трубопровода должна соответствовать схеме, в которой указана медная разводка труб по жилому помещению;

Резка труб труборезом
- с концов труб снимается фаска. Затем участки для пайки зачищаются до достижения максимально ровной поверхности и очищаются от окислов и иных загрязнений при помощи металлической щетки;

Подготовка поверхности трубы к пайке
- для достижения максимальной герметичности паевого соединения конец одной трубы необходимо расширить на 2 мм – 3 мм;

Увеличение диаметра трубы
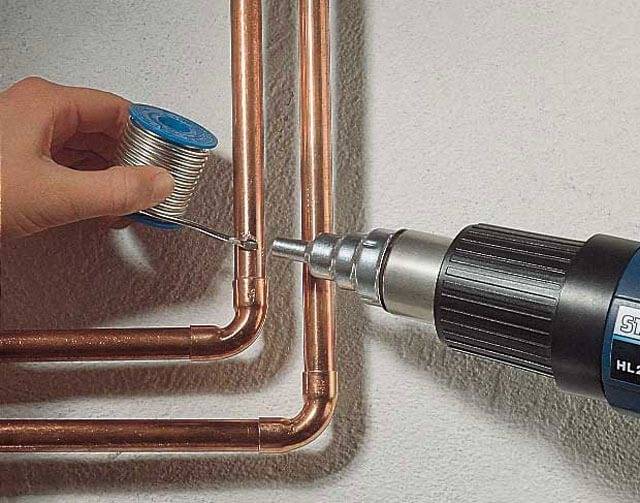
- место будущей пайки обрабатывается флюсом. Поскольку химический состав может негативно повлиять на кожу рук, то работа производится в защитных перчатках. Флюс в виде пасты удобнее всего наносить при помощи небольшой кисточки;
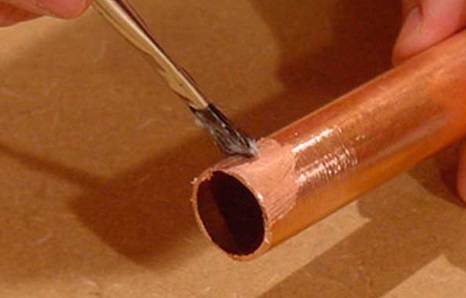
Нанесение флюса на участок трубы
- разогревается до нужной рабочей температуры горелка;
- флюс немного расплавляется;
- соединяются трубы;
- излишнее количество флюса удаляется при помощи сухой мягкой тряпки;
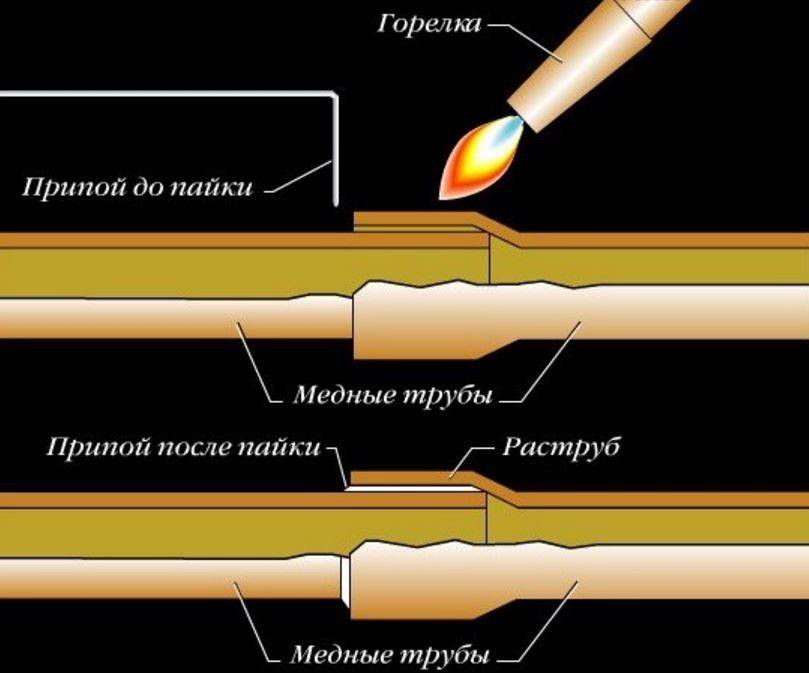
- производится пайка. На разогретый участок плавно наносится припой, который при нагреве расплавляется и заполняет все свободное пространство;

Заполнение припоем в процессе пайки
- на 3 – 5 минут (до полного остывания) соединение оставляется в неподвижном состоянии;
- следующий участок трубопровода присоединяется аналогичным образом.
Пайка труб производится при высокой температуре. Кроме этого нередко в ходе выполнения работы выделяются вредные вещества. Поэтому сборку трубопровода методом пайки необходимо производить в хорошо проветриваемом помещении и вдали от легковоспламеняющихся веществ или предметов.







Возможные способы монтажа медных труб подробно рассмотрены на видео.
После предварительной сборки производится прокладка медных труб согласно ранее разработанной схеме. Для крепления трубопровода можно использовать хомут, кронштейн или иные приспособления. Кроме этого прокладывать трубы можно в стенах.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
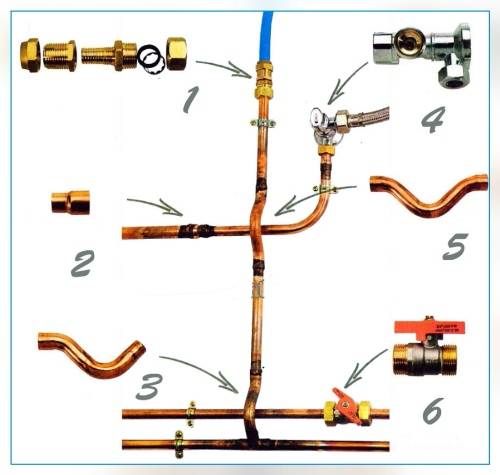
Соединительные фитинги
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Основные виды соединений
Со стартом, есть смысл ознакомиться с инструкцией по разводкам и позаботиться о предподготовке: нарезать несколько труб. Понадобится следующий инструментарий:
- труборез,
- трубогиб,
- ножовка,
- напильник.
Чтобы грамотно сделать зачистку, оптимально использование наждачной бумаги. Правильный расчет материалов можно произвести только при наличии плана будущих работ, какой уместен диаметр труб. Подсчет количества соединительных элементов считается необходимой процедурой.
Существует несколько способов соединения медных труб, используемых в монтажных работах:
- Сварка. На производственных предприятиях, процесс давно автоматизирован. Однако его можно использовать самостоятельно посредством специального аппарата и электродов. Чтобы создать защитную среду, применяется гелий, аргон, азот. В некоторых ситуациях приходится использовать газовую горелку. Электроды используют медные, угольные, графитовые или вольфрамовые.
Грамотно и безошибочно провести сварку сможет только квалифицированный специалист с большим опытом. Связано с множеством нюансов при выборе данной технологии. При планировании самостоятельно выполнять все работы, лучше использовать альтернативный способ соединения.





- Капиллярное. В быту, специалисты редко встречаются с необходимостью соединять медные трубы. Самым простым решением поставленной задачи является пайка с задействованием горелки на газу, либо паяльной лампой.
Различают два способа:
- с применением высоких температур. Понадобиться горелка из пропана или ацетилена, сплавы из тугих металлов,
- при низких температурах. Достаточно паяльной лампы и мягких металлов.
Конечный результат получается практически идентичным: надежное и прочное соединение. Первый вариант предполагает более стойкий и гладкий шов. Но повышается вероятность прожигания трубы из-за высокой температуры нагревания газа. Для припоя понадобится основа из олова, либо сочетание свинца с висмутом, медью или серебром. Но применение тяжелых металлов (свинца) не целесообразно выбирать при монтаже водоснабжения.
В домашних условиях реально осуществить:
- соединение медных труб с использованием обжимных фитингов,
- раструбный.
При выборе второго варианта, предварительно расширяется один конец трубы посредством экспандера. Его надевают на конец другой трубы и паяем. Процедура выполняется только на стыковке труб. Расширяя конец трубы, в качестве зазора оставляют 0,1-0,2 мм. Пространство полностью заполняется посредством капиллярной технологии.
Важно не нанести механических повреждений конструкции при пайке. Если труба изготовлена из прочной меди R290, предварительно ее обжигают. В результате получается аналог с большей мягкостью
В процессе расчетов необходимо учитывать изменения давления
В результате получается аналог с большей мягкостью. В процессе расчетов необходимо учитывать изменения давления.
Для облегчения процесса, можно приобрести готовые соединительные крепежи: муфту, тройник, поворот, заглушку. Они уже имеют раструб. Но это требует дополнительных финансовых затрат, хотя и существенно упрощает процедуру, сокращает время на работы.
Труба покрывается флюсом, чтобы не использовать дополнительные фильтра для очистки. Припой осуществляется при достижении оптимальной температуры. При плавлении металл затекает внутрь. Если попадает большое количество, то оно вытечет самостоятельно изнутри конструкции. Как результат, диаметр трубы становится меньше.
При возникновении осложнений процедуры, рекомендуется задействовать фитинг. Чтобы упростить задачу, на производства используют специальный поясок из капилляров. Остается надеть ее на трубу и сделать припайку.
- Пресс муфта или фитинг цанговый. В местах, где планируется сделать припой, надевают кольцо с уплотнением. Если используется пресс муфта, то ее нужно зажать клещами, а при фитинге нужно обзавестись ключом и накидной гайкой. Концы труб должны плотно примыкать, чтобы не было просветов. Муфта исключает протечки.
Для реализации бытовых задач соединение медных трубок с использованием вспомогательных элементов и без пайки является оптимальным вариантом, поскольку снижается вероятность допущения серьезных ошибок.
Технология соединения трубопровода
Медь является отличным материалом для проведения таких коммуникаций, как водоснабжение, отопление и газопровод. Медные изделия имеют массу положительных характеристик, а именно:
- Не поддаются коррозии;
- Имеют гладкую поверхность;
- Не боятся ультрафиолетового излучения;
- Обладают бактерицидными свойствами;
- Обладают высокой теплопроводностью;
- Выдерживают высокую температуру;
- Прочны;
- Долговечны.
Несмотря на то, что медь – это сравнительно дорогой материал, ее все чаще выбирают при обустройстве коммуникаций. Чтобы трубопровод был прочный и долговечный, его лучше запаять. Согласно нормативным документам бывает две разновидности пайки:
- Высокотемпературная;
- Низкотемпературная.

Горелки для пайка медных труб
Высокотемпературная пайка применяется там, где необходимо особо прочное соединение деталей. В быту высокотемпературная пайка используется для ремонта изделий из меди и латуни в тех случаях, когда нет другой альтернативы.
Пайка медных труб своими руками – вполне выполнимая задача. Технология, с помощью которой осуществляется пайка изделий, подразумевает использование таких элементов, как:
- Припой;
- Флюс;
- Щетка;
- Горелка.
Соединение без помощи пайки
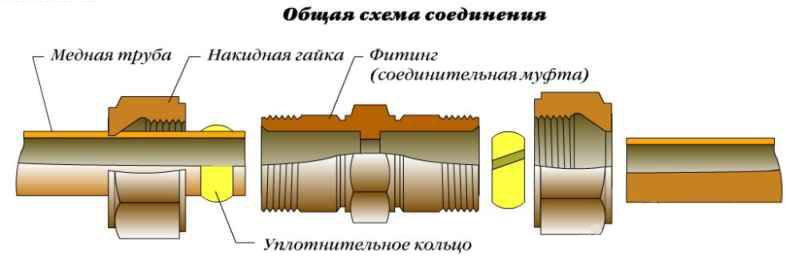
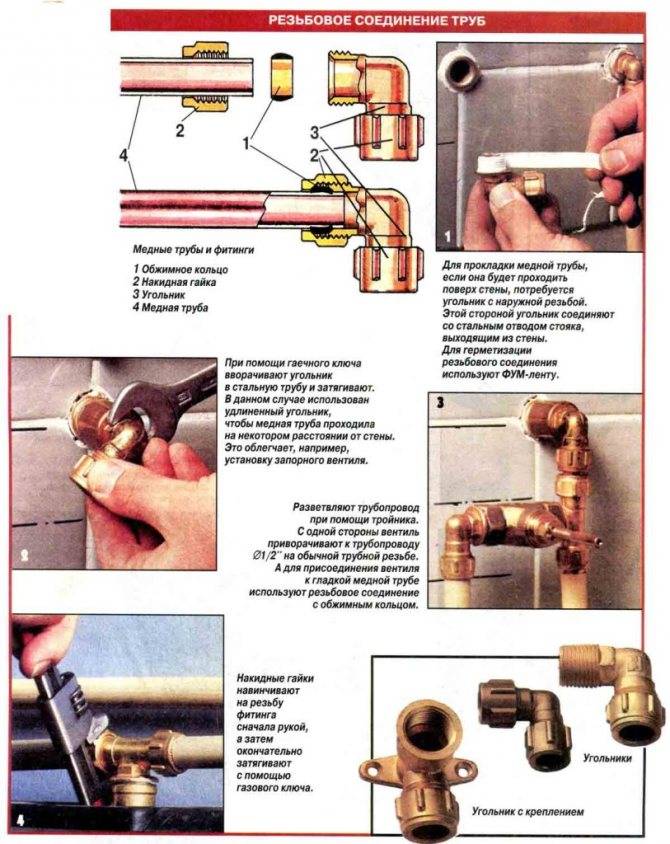
Следует также отметить, что, несмотря на то, что соединение медных труб при помощи пайки является наиболее надёжным и целесообразным в большинстве случаев, существуют моменты, когда паять не представляется возможным и в таких случаях можно прибегнуть к соединению без пайки при помощи специальных фитингов. Принцип их действия основан на зажимном эффекте, возникающем в результате соединения резьбой. Процесс соединения заключается в следующем.
- Сначала фитинг, обычно состоящий из двух частей, необходимо разобрать.
- Одна из частей одевается на трубу. Если быть точнее, то одевается гайка и зажимное кольцо.
- После этого, труба вставляется внутрь соединительного фитинга, и гайка затягивается по резьбе.
Как правило, к фитингам такого рода прилагается инструкция, в строгом соответствии с которой должны проводиться все работы.
Какой бы способ соединения не был выбран, работы следует проводить, соблюдая ряд общих правил:
Для соединения должны использоваться трубы из одного металла. Если же нужно соединить медную трубу с какой-либо ещё, нужно выбирать соответствующий метод
Например, для соединения медной и ПВХ трубы не подходит пайка.
Если предполагается соединять медные и стальные трубы, то стальные нужно размещать перед медными.
При затягивании резьбовых соединений необходимо соблюдать осторожность, особенно, если используются тонкостенные трубы.
Для того чтобы не ошибиться с количеством припоя, длину проволоки нужно брать равную окружности трубы.
Для нагревания труб лучше всего использовать специальную горелку. Применение обычной паяльной лампы в принципе допустимо, но при этом есть риск перегреть место соединения, что усложнит работу.
Медные трубы несколько затратные с материальной точки зрения, поэтому перед началом работ целесообразно провести предварительные расчёты количества материала
При этом не следует забывать, что соединительные элементы тоже имеют определённые размеры, которые необходимо также учитывать.
В заключение стоит сказать, что соединение медных труб является не очень сложным с технологической точки зрения процессом, но в первый раз могут возникнуть некоторые сложности. Для того чтобы иметь наиболее полное представление о процессе, можно проконсультироваться с профессионалами или хотя бы просмотреть видео по этой теме.






Технология пайки медных труб своими руками
Перед тем, как начинать пайку, необходимо вкратце ознакомиться с теорией, чтобы процесс проходил легче и понятнее. В быту при монтаже водопроводных и отопительных систем квартир используется мягкая пайка , при которой места соприкосновения нагревают до 250-300 градусов, что позволяет мягкому припою (олову) расплавиться. Но, несмотря на кажущуюся легкость, такая температура опасна для меди, поэтому делать все нужно очень аккуратно и правильно.
Подготовка к капиллярной пайке:
- Отрезаем трубу нужного размера.
- С торца заготовки снимаем фаску (данная манипуляция позволит снизить гидравлическое сопротивление в месте соединения).
- Зачищаем внешнюю поверхность трубы и внутреннюю поверхность фитинга абразивной губкой. Это позволит избавиться от оксидной пленки.
- По всей площади контакта распределяем флюс-пасту, которая обеспечит мягкий припой. Чтобы припой получился жестким, использовать пасту не нужно.
- С небольшим прокручиванием надеваем фитинг на патрубок до упора.
- С рабочей поверхности ветошью удаляем флюс-пасту.
Можно начинать паять.
Низкотемпературная пайка медной трубы:
- Место соединения прогреваем до момента начала плавления флюс-пасты. Для этого плавно и равномерно водим соплом горелки вокруг горловины.
- После того, как флюс нагрелся, наносим припой на всю поверхность соединительного шва. Огнем горелки не касаемся проволоки припоя, так как олову нужно плавиться не от прямого контакта с огнем, а от высокой температуры медного изделия.
- Процесс плавки и пайки завершен. Ждем полного остывания изделия. Процесс охлаждения ускорять нельзя — все должно остыть естественным способом без подручных средств.
- С детали в конце работы убираем всю флюс-пасту, ведь она разрушает защитный слой медных изделий.

Монтаж
Как я уже упоминал, наибольшей популярностью пользуются два способа монтажа медных трубопроводов — пайка и сборка на обжимных фитингах. Какой способ лучше — трудно сказать однозначно; у каждого из них есть свои преимущества и недостатки.
Технология 1: пайка
Паяные соединения — неразъемные и необслуживаемые. С практической стороны это означает, что:
Фитинговое соединение можно смело укладывать в штробу или стяжку, не опасаясь течей;

Паяный медный водопровод можно прокладывать в штробах.
Если вам нужно будет изменить конфигурацию водопровода (например, подключив к нему новый умывальник или стиральную машину), сделать это путем простой замены фитинга (скажем, муфты на тройник) вы не сможете. Придется снова вооружаться горелкой или феном.
Пайка связана с применением открытого огня или строительного фена с температурой воздуха на выходе в 550 — 600 градусов. Соответственно, монтировать медь в помещении с чистовым ремонтом, выполненным с использованием горючих материалов, небезопасно.
Медные фитинги для пайки снабжаются раструбами, в которые гладкий конец трубы входит с минимальным (около 0,1 — 0,15 мм) зазором. Прямые участки трубопровода могут быть собраны без фитингов. В этом случае для формирования раструбов используется специальный инструмент — труборасширитель для медной трубы. Его цанги расходятся в стороны и растягивают пластичный металл до нужного размера.

Механический расширитель для медных труб.
Собственно пайка выполняется так:

Алгоритм пайки.
- С торца удаляются заусенцы, оставшиеся от резки по размеру. Для этой цели можно использовать острый нож или специальный инструмент — гратосниматель;
- Внутренняя поверхность раструба и наружная поверхность трубы зачищаются мелкой наждачной бумагой или тонкой металлической щеткой;
- На обе поверхности наносится флюс, который обеспечит максимальную адгезию припоя;
- Раструб прогревается до температуры плавления припоя (300 — 500 градусов в зависимости от его типа);
- Затем пруток припоя вводится в зону нагрева и прикасается к раструбу. Плавящийся припой быстро заполняет просвет между раструбом и трубой благодаря капиллярному эффекту.

Пайка газовой горелкой.
Технология 2: фитинги
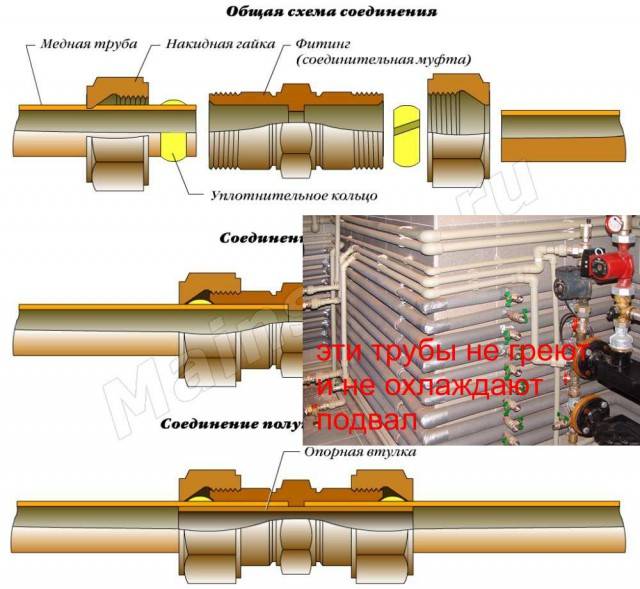
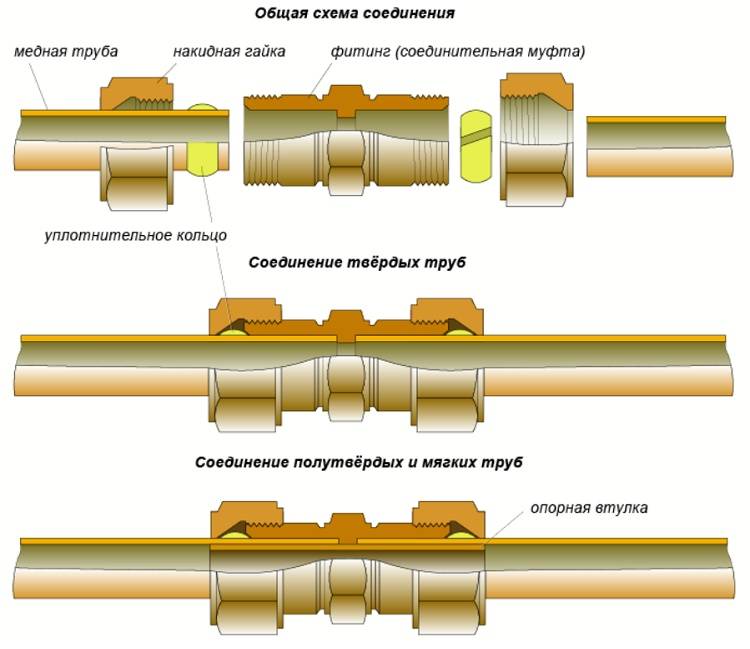
Фитинг для меди устройством сильно напоминает соединительный элемент для металлопластика. Разница лишь в том, что обжимное кольцо сплошное, без разреза, и в отсутствии у фитинга штуцера. Неотожженные трубы обладают достаточной жесткостью для того, чтобы не сминаться при обжиме, а для отожженных вместо штуцера используется опорная втулка.
Типичный материал фитингов — латунь
Этот металл лишь незначительно уступает меди пластичностью и, что очень важно, не образует с ней гальванической пары

Латунный фитинг для меди.
Фитинг монтируется практически так же, как на металлопластике:
- На очищенную от заусенцев трубу последовательно надеваются накидная гайка и обжимное кольцо;
- Труба вставляется в корпус фитинга;
- Гайка затягивается разводным или рожковым ключом. При этом второй ключ удерживает корпус фитинга от проворота. Герметичность обеспечивается за счет пластичности обжимного кольца и самой трубы.

Обжимное кольцо герметизирует соединение трубы с фитингом.
Фитинговые соединения при необходимости легко разбираются и собираются. Однако при большом количестве циклов нагрева и охлаждения они нередко дают течи, поэтому их нельзя укладывать в стяжку или штробу. При течи обычно достаточно подтянуть гайку на четверть — половину оборота.







Какие фитинги лучше подходят для медных труб
Перед выбором фитингов для ваших сантехнических систем следует внимательно проанализировать схему прокладки отопления и водопровода и подсоединение к ним точек разбора воды, нагревательных агрегатов, радиаторов, трубопроводов теплого пола, узлов учета.
Затем следует оценить, есть ли у вас возможности для пайки медных труб либо только для монтажа при помощи фитингов:
- Сварка дает максимально надежное и герметичное соединение.
- Прессовое соединение — второе по надежности и герметичности.
- Фитинги для пайки — относительно недорогие.
Если предстоит прокладка достаточно протяженных труб отопления и теплого пола, при выборе монтажа с помощью пайки можно немало сэкономить. Но для присоединения радиаторов и подключения к отопительному агрегату придется использовать компрессионные или пресс-фитинги. Монтаж более коротких водопроводных и газовых систем можно выполнить без сварки.
Советы по выбору
Перед выбором материалов следует начертить схему и рассчитать количество необходимых материалов.
При выборе медных изделий для пайки осмотрите их: если есть замятия, трещины — идите в другой магазин. Толщина стенки соединителя должна быть равна толщине стенки трубы или больше и равна толщине в сертификате или паспорте.

При выборе комплектующих из латуни или бронзы обратите внимание на вес изделия:
- Плотность бронзы — 7,8-8,7 т/м³.
- Плотность латуни — 8,3-8,7т/м³.
Для сравнения — плотность стали 7,85 т/м³.
Латунные и бронзовые изделия не должны казаться легкими. Соединитель с тонкими стенками будет ненадежен, лучше такой не покупать.
Второе — внешний вид резьбы. На ней не должно быть недорезанных витков, сколов, заусенцев, примятых мест. Неплохо попробовать скрутить между собой несколько видов фитингов с парной резьбой: если скручиваются плохо, значит, у всех фитингов этого бренда резьба нарезана не очень точно, производитель не слишком добросовестный, поищите другого.
Лучшие производители и примерная цена
Самые известные производители комплектующих к медным трубопроводам:
- Немецкая компания VIEGA — лидер по качеству.
- Сербская компания MAJDANPEK.
- Итальянская компания Tiemme.
- Компания SANHA, Германия.
- Компания MUELLER, США.
Доступная цена у изделий под пайку — от 40 рублей за муфту и 50 рублей за тройник ходовых диаметров 18-22 мм. Компрессионные и прессовые изделия дороже на порядок — муфта диаметром 22 мм стоит 400 рублей, уголок диаметром 25 ммх¾» на 90° стоит уже 400 рублей.