
Какой аппарат для сварки пластиковых труб лучше
На рынке представлены пять классов устройств для сварки. Их применение обусловлено целью и сложностью проводимых работ.
Виды ручного инструмента
Наиболее простым сварочным аппаратом, который подойдет для бытовых нужд, является ручная версия. В соответствии с внешним видом ручной инструмент для сварки полипропиленовых труб подразделяется на мечевидный и цилиндрический. Какой выбрать?
- мечевидный;
Конструктивно мечевидное сварочное устройство (или «утюг») представляет собой нагревательный элемент, на котором через сквозные отверстия или втулки крепятся насадки. Уровень нагрева регулируется термостатом, информация о температуре высвечивается на дисплее. Данные аппараты предлагаются в различных конфигурациях и комплектациях.
Существенной характеристикой мечевидных инструментов является их устойчивость. Наиболее дешевые версии не отличаются стабильностью положения при работе, вплоть до возможности переворота. В частности, это касается сварки труб большого диаметра с применением дополнительных насадок, что придает всей конструкции дополнительную неустойчивость.
- цилиндрический;
Считаются более профессиональными вариантами ручных сварочных аппаратов для полипропилена. Нагревательный элемент спрятан в удлиненном цилиндре, на который надеваются насадки для труб различного диаметра. Бывают двух разновидностей:
- с прямым цилиндром;
- с боковым цилиндром – аппарат в виде буквы Г – для осуществления пайки в труднодоступных местах.
Ручные аппараты, как правило, предполагают применение с целью сварки пластиковых изделий до 4 см в диаметре и имеют потребляемую мощность 300-500 Вт. В то же время некоторые производители предлагают более дорогие модели для сварки до 16 см в диаметре и потребляемой мощностью до 2500 Вт.
Механический аппарат для сварки труб
Сварочное оборудование для сварки с механическим приводом предусматривает закрепление свариваемых деталей давлением, подаваемым вручную. Устройства этого класса снабжены динамометром, позволяющем отслеживать показания давления. Сварка механическими инструментами рекомендована при работе с трубами небольшого и среднего диаметра при относительно невысоком искусственном давлении.

Свариваемая труба надежно закрепляется специальными зажимами, нагревательные элементы встроены в диск.
Электрогидравлический аппарат для пайки труб из полипропилена
Способ проведения сварки этой разновидностью аппаратов аналогичен механическому. За одним исключением: давление в системе создается не вручную, а с помощью электрогидравлического привода. Он способен создавать давление до 120 атмосфер, что позволяет сваривать изделия среднего и большого (до 63 см) диаметров крепкими и надежными швами.

Оборудование для раструбной и электромуфтовой сварки полипропилена
Раструбный или муфтовый способ соединения труб предусматривает использование специальной муфты (фитинга) – элемента, располагаемого между соединяемыми изделиями. Специфика раструбной сварки заключается в том, что муфту необходимо нагревать внутри. При этом труба входит в муфту, образуя с ней единый узел. Подобный способ, безусловно, является самым надежным.
Для труб диаметром до 4 см адекватно применять ручные дисковидные аппараты. Специальные насадки могут поддерживать диаметр до 12,5 см. Однако, требование оперативного ручного совмещения трубного изделия и муфты делает работу с такими размерами неудобной и часто неудачной.
Для труб больших диаметров применяются электромуфтовые аппараты со специальными приспособлениями по центровке свариваемых компонентов во время фиксации. Данные устройства оснащены дисплеями, на которых отражаются параметры сварки. Они относятся к высокотехнологичному виду оборудования, работающему в автоматическом режиме.
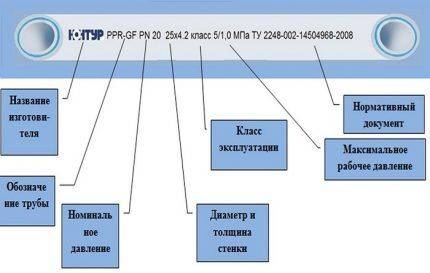
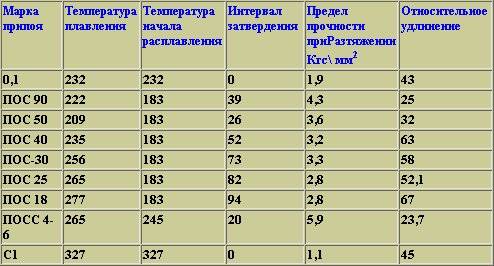
Маркировка изделий из полипропилена
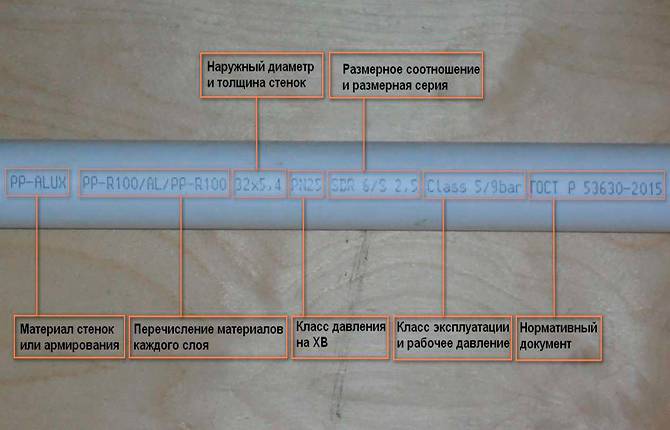
На всех трубах, изготовленных из этого вида пластика, наносится определенная комбинация букв и цифр, которые содержат исчерпывающую характеристику подобных изделий.
Обозначение материала трубы
На первом месте обычно наносится название фирмы производителя, следом за которым указывается тип материала, из которого выполнена продукция.
Различается несколько видов пластика:
- PPH (РРН, РР-тип 1, РР-1). Гомополиер – наиболее простой вид полипропилена, для которого используется сырье с небольшим количеством модифицирующих добавок, повышающих ударную прочность. Изделия этой категории, как правило, имеют большой диаметр. Они находят применение в системах вентиляции, водоотведения, наружного водоснабжения (холодного).
- PPВ (РР-тип 2, РР-2, РРВ). Этими буквами обозначается более сложная разновидность ПП – блоксомер, для которого характерна особая молекулярная структура. Благодаря этому пластик отличается повышенной стойкостью, что позволяет использовать его для создания высокопрочных элементов, монтажа напольных отопительных систем, коммуникаций для подачи холодной воды.
- PPR (PPRС, ППР, РР-3, PPR, PP-random). Разновидность полипропилена – статический сополимер (рандом-сополимер). Кристаллическое расположение молекул в этом материале позволяет выдерживать ему широкие температурные колебания, а также ударные нагрузки. Трубы из сополимера, диаметр которых может варьироваться от 16 до 110 мм, применяются при прокладки водоснабжения, отопительных систем, канализации.
- PPs (полифенилсульфид). Полимер, обладающий огромной стойкостью к высоким температурам и физическим нагрузкам, а также улучшенными показателями прочности, износостойкости. Диаметр труб этого типа может находиться в пределах 20-1200 мм. Изделия используются в различных сферах строительных работ: вентиляции, отопления, горячего/холодного водоснабжения.
Различные изготовители могут применять всевозможные маркировки материала, однако буквы PP всегда свидетельствуют о том, что труба выполнена из полипропилена.
Максимальное рабочее давление
Следом за обозначением материала в обязательном порядке указывается рабочее давление, которое обозначается двумя буквами – PN – и цифрами, обозначающими бары (кг/квадратный сантиметр).
Подобное сочетание цифр и букв отражает, какое номинальное давление могут выдержать трубы, в которых течет вода с температурой 20 °С за 50 лет эксплуатации.
В ассортименте производителей представлена продукция с маркировками PN25, PN20, PN16, PN10. Из них для отопительных систем и обустройства горячего водоснабжения могут применяться лишь два первых варианта.






Следует указать, что максимальное давление, которое могут выдержать трубы ПП, намного выше
Важно также учесть, что при повышении температуры воды стойкость трубы к нагрузкам сильно снижается (при 90 °С показатель давления падает с 20 до 6,5 бара)
Обозначение диаметра трубы
Следующее цифровое обозначение (от 10 до 1200) информирует о наружном диаметре трубы, указанном в миллиметрах.

Изделия разных типов находят применения в разнообразных сферах строительно-монтажных работ:
- 20-миллиметровые трубы используются для выполнения внутриквартирных разводок;
- 25-миллиметровые – для стояков пятиэтажных работ;
- 32-миллиметровые – для стояков строений, насчитывающих 9 и более этажей.
Для вентиляционных систем и водостоков используются элементы диаметром 400 мм и выше.

Диаметр полипропиленовых труб, использующихся для отопления, находится в зависимости от таких факторов, как температура и объем жидкости, которая будет транспортироваться по монтажному элементу. Эта величина тесно связана с толщиной стенок труб, а также с давлением, которое могут выдержать полипропиленовые детали.
Прочие показатели изделий из полипропилена
Помимо этого, в маркировке указываются также следующие данные:
- Конструкция изделия (однослойное, маркированное).
- Дата выпуска. Комбинация позволяет узнать две последние цифры года, а также месяц и декаду, когда были произведены трубы.
- Номер партии, номер смены, серия производственной линии, где была изготовлена продукция.
- Информация о ГОСТе, которому соответствует изделие (для отечественных товаров), а также сведения о сертификации и имеющемся знаке качества.
Некоторые виды полипропиленовых труб могут также содержать на маркировке добавочные сведения.
Как паять трубы из полипропилена своими руками
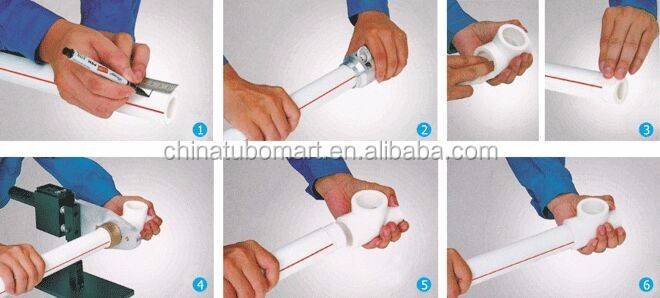
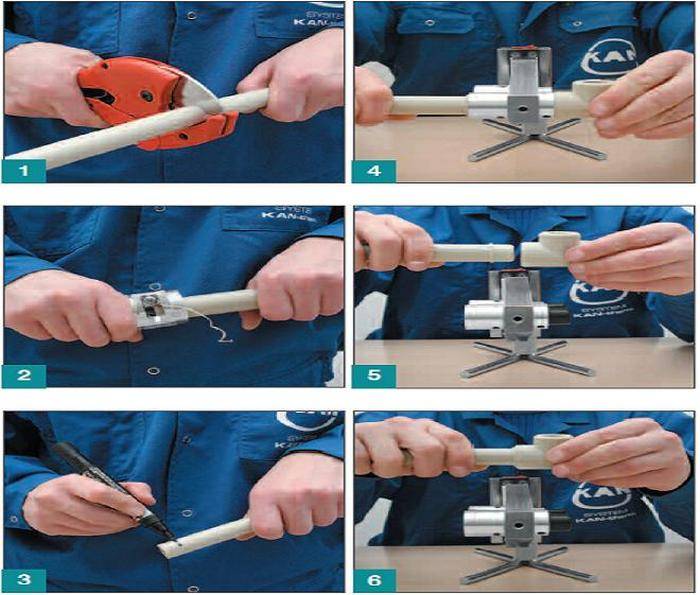
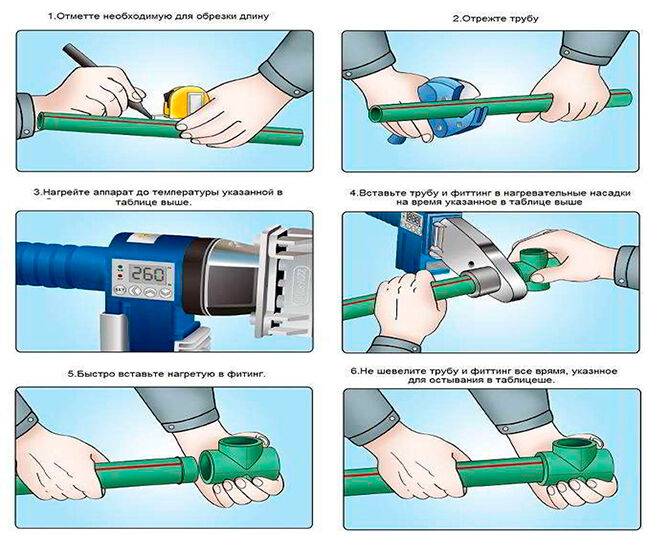
Для соединения труб с помощью пайки нагревают соединяемые участки и вставляют их друг в друга. После охлаждения получаем единую конструкцию. Чтобы знать, как правильно паять полипропиленовые трубы, следует ознакомиться с инструкцией. Порядок действий следующий:
- Отрезаем нужный размер трубы.
- Отмечаем глубину входа ее в муфту.
- Включаем паяльник для полипропиленовых труб и нагреваем насадки.
- Надеваем детали на насадки. Выдерживаем время нагрева (определяем его по таблице 1).
- Снимаем детали с нагревателя, соединяем их, прижимаем, держим 4-6 секунд.
- Проверяем качество соединения.
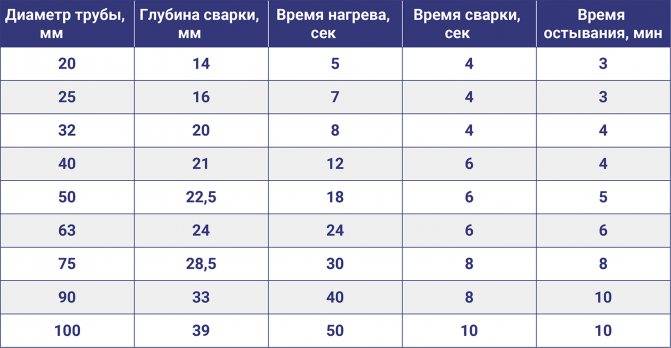
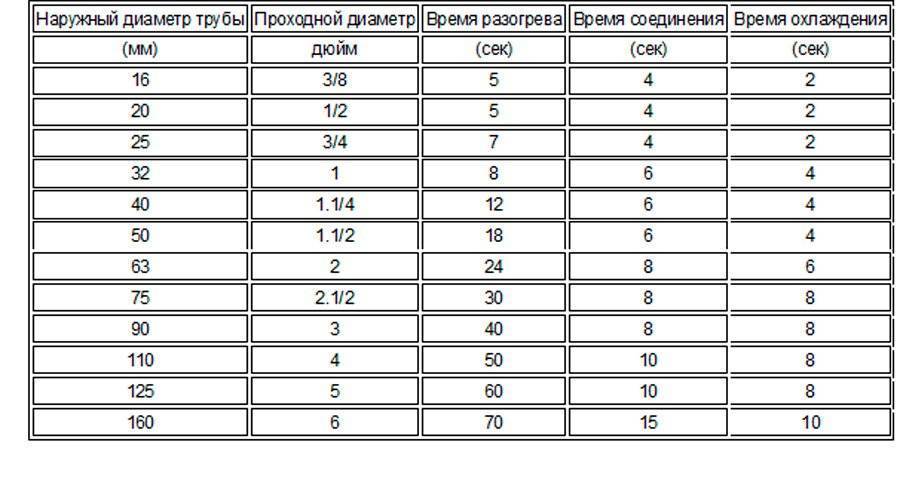
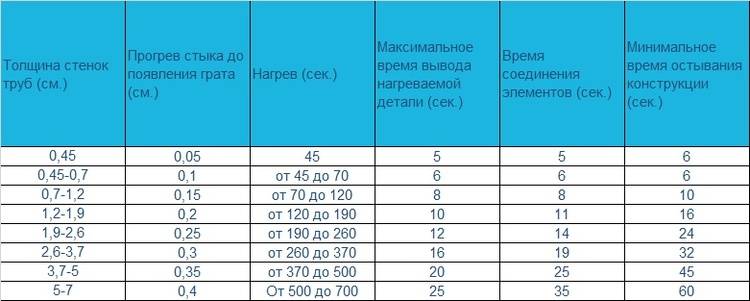
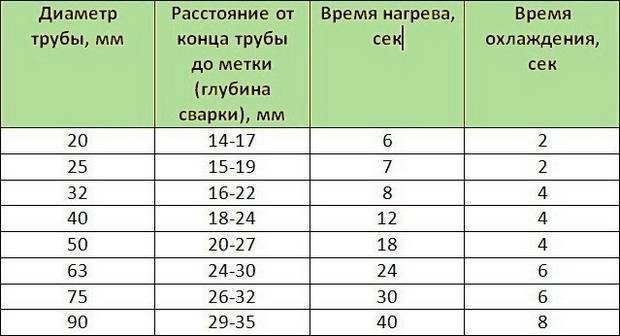
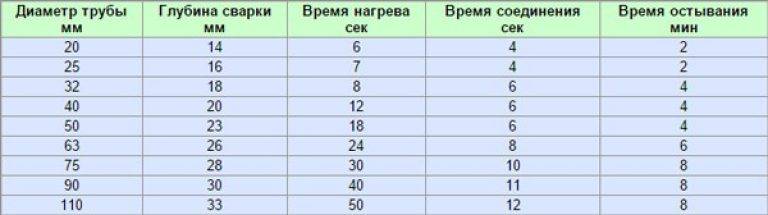
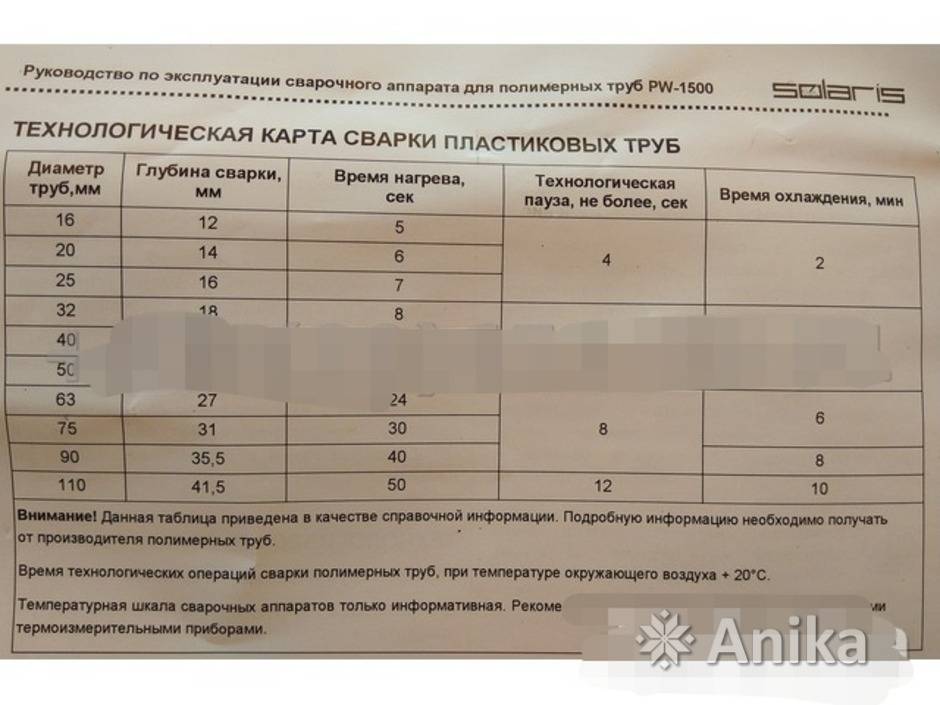
Время и температура нагрева полипропилена зависят от размеров свариваемых труб, это уточняют по данным таблицы 1.
Таблица 1
| Диаметр трубы, мм | Длина свариваемой поверхности, мм | Период нагревания, сек | Период сваривания, сек | Период охлаждения, мин |
| 16,0 | 13,0 | 5 | 4 | 3 |
| 20,0 | 14,0 | 5 | 4 | 3 |
| 25,0 | 16,0 | 7 | 4 | 3 |
| 32,0 | 20,0 | 8 | 4 | 4 |
| 40,0 | 21,0 | 12 | 6 | 4 |
| 50,0 | 22,5 | 18 | 6 | 5 |
| 63,0 | 24,0 | 24 | 6 | 6 |
Как видим из таблицы, все основные параметры спайки зависят от диаметра. Время нагрева или охлаждения должно соблюдаться, отклонение в любую стороны приведет к некачественному соединению.
Перед началом пайки нужно подготовить паяльник. На него надевают насадки нужного диаметра. Устройство включают в сеть, нагревают до 260 С. Об этом сигнализирует звуковой сигнал или мигание зеленой лампочки. Далее действуем по инструкции, соблюдая требуемую температуру и время нагревания.
При расположении трубопровода в неудобных местах отдельные элементы нагревают по очереди. Первый должен иметь более высокую температуру, за время нагрева второго он немного остынет. После этого обе части быстро соединяют и выдерживают 4-6 секунд. При поворотах для обеспечения прямого угла стыка применяют угловые муфты.
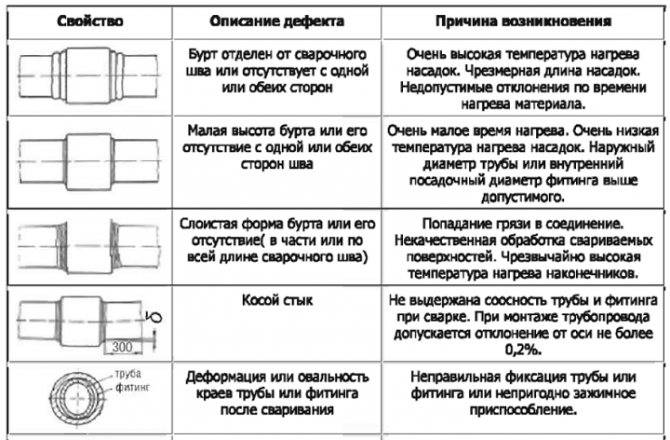
Типичные ошибки
Новички в сантехнических работах и мастера-самоучки, которые хотят сэкономить на услугах профессиональных монтажников, часто совершают одинаковые ошибки. На первый взгляд, это мелочи, но они приводят к тому, что система быстро выходит из строя.
Чего не стоит делать при монтаже ПП-труб своими руками:
Чрезмерно спешить. Сварка ПП-труб требует некоторой оперативности. Но это относится только к скорости соединения деталей, пока они еще горячие. В остальном спешка имеет негативные последствия. Чаще всего начинающие мастера просто не дают паяльнику нагреться до нужной температуры. В результате «сцепляемость» деталей плохая.У нерасторопных монтажников другая проблема – они прогревают детали до нужной температуры, а потом долго прилаживаются, прежде чем вставить трубу в фитинг. За эти несколько секунд температура изделий падает, а вместе с ней падает и качество диффузии.
- Полагаться на температурные показатели встроенного в паяльник термометра. Если оборудование старое или от недобросовестного производителя, необходимые 260-270 градусов на дисплее могут появиться из-за сбоя в работе. Реальная температура насадок часто бывает ниже этого параметра. Для страховки её нужно проверять контактным термометром. Стоит такой девайс недорого, а в хозяйстве пригодится не только для работы с паяльником.
- Перегревать пропиленовые изделия. Новичкам может показаться, что чем дольше греть, тем лучше получится соединение. На деле это не так. Если растопить пластик слишком сильно, то в трубе образуется наплыв. Он будет препятствовать свободному течению жидкости по трубопроводу или вовсе закупорит отрезок трубы.
- Сваривать трубы на улице в холодную погоду. При низких температурах детали остывают слишком быстро, как и соединительный шов. Они не успевают надежно схватиться.
- Не очищать трубы и насадки от пыли и жира. Это также негативно сказывается на качестве соединения.
- Не торцевать трубы с алюминиевой армировкой. Температура и время плавления у алюминия и пропилена разные. Хотя алюминий относится к антикоррозийным материалам, из-за него трубы могут протекать.
- Монтировать сразу все элементы трубопровода на полу (столе, земле). Такой конструктор потом уже невозможно установить по схеме.
- Использовать для горячего трубопровода тонкостенные трубы. Они не выдержат высоких температур, вытянутся и со временем лопнут.
- Резать трубы ножовкой или электролобзиком без последующей зачистки среза наждачной шкуркой.
- Пытаться ускорить процесс остывания трубы холодной водой или воздухом.
Стоимость паяльника для полипропиленовых труб или как выбрать аппарат для сварки труб
Естественно, наличие дома личного сварочного аппарата для полипропиленовых труб значительно сократит расходы на ремонт, ведь вызов специалиста и сварка трубы в одном единственном месте будет стоить порядка трехсот рублей
Но паяльник стоит выбирать особо тщательно, обращая внимание на производителя и страну, где был собран аппарат
Если представить пальму первенства изготовителей паяльников, то на первом месте будут чешские бренды, например, Dytron. Стоимость набора начинается с трех тысяч рублей, но качество вполне оправдывает высокую цену.






Второе почетное место занимают турецкие аппараты для контактной сварки полипропиленовых труб. Приобрести их можно за 2-3 тысячи рублей. Наиболее удачное соотношение качества и ценовой политики.
Последнее место занимают китайские и российские паяльники. Стоят они примерно от 900 до 1900 рублей, но качество оставляет желать лучшего.

Паяльник для сварки полипропиленовых труб
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
 И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника. 
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Паяльник для пластиковых труб: как приобрести качественный товар
Главная задача такого паяльника поддерживать необходимую температуру для соединения полипропиленовой трубы с фитингом, а температура его нагрева составляет примерно 260 градусов.
По мнению покупателей, выбирать паяльник должен выбираться по 3 критериям
- Форме нагревательного элемента;
- Тепловой мощности;
- Цене аппарата.
- По стоимости паяльники можно разделить на 3 группы:
- Российского и китайского производства паяльники более дешевые;
- Средней стоимостью чаще всего будут обладать паяльники турецкого производства;
- Дорогими паяльниками будут модели от европейских производителей, а популярными среди них станут немецкие и чешские паяльники.
Для спайки домашней системы отопления подойдет паяльник для пластиковых труб китайского производителя. Специалисты говорят, что такого паяльника точно хватит на две системы, и этого вполне хватит для первой работы человека, который принял решение сделать отопление, использовав полипропиленовые трубы, да еще и можно дать попользоваться кому-то.
Не стоит применять паяльники китайского производства для выполнения коммерческих заказов. Вся причина заключается не в том, что он не качественный, а в том, что он не способен поддерживать точную температуру. Погрешность у дешевых пальников достигает 10 градусов и выше, а это способствует не качественному соединению, и проконтролировать визуально вы этого не сможете. Дефекты такого рода не допустимы при выполнении заказа.




Для начинающих специалистов в полнее подойдет паяльник для труб турецкого производства. Погрешность турецких паяльников очень маленькая и надежность такого паяльника отличная. Стоимость средних размеров делает паяльники турецкого производства популярными даже на фирмах, которые занимаются работами по монтажу отопления из пластиковых труб. В целях экономии фирмы заверяют, что выгодней приобрести 3 турецких паяльника, чем один немецкий или чешский. Мастера, которые не один год занимаются видом таких работ, знают, что чешский и немецкий паяльник будет служить долгое время и обеспечит качество спаивания.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
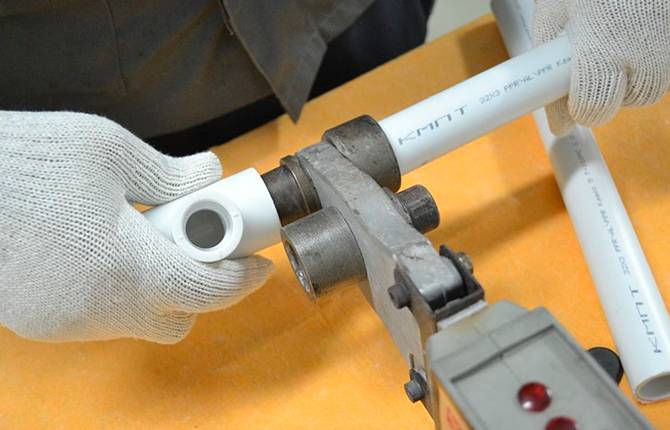
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Что учитывается при выборе труб для водопровода
Используемые в жилых помещениях системы холодного и горячего водоснабжения должны соответствовать определенным требованиям:
- Надежность. Материалы и конструктивные нюансы позволяют в случае аварии оперативно прекратить подачу воды и выполнить ремонт.
- Функциональность. Материалы и комплектующие, подобранные в соответствии со сферой применения, профессиональный монтаж обеспечивают полноценную работу системы, уменьшают вероятность аварий и утечек.
- Простота техобслуживания. Сокращение профилактических и ремонтных мероприятий достигается за счет наличия в системе незначительного количества рабочих узлов и стыков.
- Соответствие специфике интерьера. Трубопровод собирается таким способом и из таких материалов, которые вписываются в дизайн интерьера.
- Защита сантехнических приборов. Для горячей воды выбираются трубы, способные выдерживать высокие температуры. Приборы предохраняются от скачков давления, температуры, некачественной воды для продления срока эксплуатации системы в целом.
- Разумное соответствие качества цене. Затраты на материалы, монтажные работы соответствуют степени надежности системы.
Для водопроводных систем чаще всего выбор стоит между металлопластиковыми и полипропиленовыми трубами.
Преимущества полипропиленовой трубы 50мм
Полимерный материал имеет множество преимуществ. Главный из них – длительная эксплуатация при правильном монтаже и обслуживании. Например, в системе холодного водоснабжения такая труба прослужит не менее 100 лет. В системе горячего водоснабжения – не менее 50 лет.
Другие преимущества:
Устойчив к химическим веществам и агрессивным средам. То есть вода или другая жидкость, которая движется внутри, не меняет своих характеристик со временем. Именно поэтому сегодня для перекачки питьевой воды используют полипропиленовый шланг диаметром 50 мм.
Изделие легко переносит перепады давления и температуры.
Низкая теплопроводность. Это качество очень ценно, особенно в системах холодного водоснабжения. Труба, проложенная в теплых помещениях, не покрывается конденсатом, а значит, не повышается влажность, что негативно сказывается на многих строительных материалах, особенно на отделочных материалах – обоях, краске и т.д.
Звукопоглощение высокое. Звук движущейся внутри воды не слышен. Вибрации, которые часто возникают в системах водоснабжения и отопления от работы насосного оборудования, хорошо гасятся.
Легкость установки. Соединения полипропиленовых труб диаметром 50 мм между собой производятся с помощью фитингов и специального приспособления – электрического паяльника. Технология называется рукавной, колоколообразной или диффузной. Сам процесс настолько прост, что с ним справится несведущий человек. К тому же операция выполняется за секунды, что увеличивает скорость сборки и установки системы.
Ремонтировать полимерный материал не нужно. Его не нужно красить или покрывать каким-то защитным слоем и приспособлениями. С годами пластик не меняет цвет. Ему не страшны перепады влажности и температуры.
Небольшой удельный вес, что облегчает работу с полипропиленовыми трубами диаметром 50 мм. Это относится к транспортировке, погрузке, разгрузке и установке.
Высокое качество по невысокой цене. Это соотношение нельзя сравнивать со сталью.
Полное отсутствие коррозионных процессов
Это особенно важно при транспортировке жесткой и не совсем чистой воды. На внутренних поверхностях труб не оседают в виде отложений солей, грязи
Изделие можно монтировать в любых условиях без предварительной гидроизоляции.
При минусовых температурах не лопается, при размораживании возвращается в исходное состояние – характеристики не меняются.
Если говорить о недостатках полипропиленовой трубы 50 мм, то можно отметить: высокое линейное расширение при высоких температурах проходящей по ней жидкости. Но решить эту проблему можно довольно просто: требуется установка компенсаторов в трубопроводной системе или тщательный подбор изделий по температурным показателям.
Полипропиленовые трубы для систем водоснабжения и отопления. О типах и их преимуществе перед другими в видео.
Как осуществляется пайка полипропиленовых труб 50 мм
Суть пайки полипропиленовых труб с фитингами – разогрев материала, из которого они изготовлены, до определенной мягкости. После чего концы стыка соединяются, полипропилен остывает и приобретает первоначальную прочность. Но именно на этом этапе и происходит слияние участков двух патрубков
Самое важное – плотно прижать концы друг к другу
Перед тем как начать работу, необходимо все подготовить. Приобрести требуемое количество полипропиленовых труб 50 мм и фитингов к ним.






Дополнительные инструменты, с которыми придется работать:
труборез;
рулетка;
карандаш или маркер;
средство, с помощью которого обезжиривают трубные концы;
рукавицы для рук.
Можно переходить к самому процессу:
- Паяльник включается в розетку. На его корпусе есть регулятор температуры, который надо выставить на 260-270 ℃.
- Через несколько минут аппарат нагреется, на нем отключится светящийся глазок, говорящий, что можно приступать к пайке.
- В дорн вставляется фитинг для полипропиленовых труб 50 мм, в гильзу – конец самой трубы. Требуется определенное время, чтобы полимер расплавился. Его производитель паяльника указывает в инструкции. С ней надо ознакомиться.
- Нагретые части будущего стыка снимаются с насадок и вставляются друг в друга до упора. В таком положении детали должны находиться в течение 15-20 секунд.
- Рекомендуется стык оставить без движения, чтобы он окончательно остыл и восстановил прочность.
Процесс пайки
Важный момент в технологии – точное выдерживание времени нагрева двух соединяемых деталей. Не выдержали – получили не до конца размягченный полипропилен. Передержали – материал станет слишком мягким, что приведет к деформации самих элементов.
Еще одна рекомендация. Если, к примеру, сварка полипропиленовых труб 50 мм производится при низких температурах (зимой на улице), то время нагрева можно увеличить до 50 %.
Есть еще одна технология пайки полипропиленовых труб 50 мм, которая носит название холодная. Для соединения деталей используется специальный растворитель. Его наносят на концы полимерных патрубков, которые под его действием размягчаются. После этого их соединяют между собой. Способ оказался непопулярным.

На самом деле, технология пайки проста. При этом сами пропиленовые трубы являются обладателями отличных технических и эксплуатационных характеристик. Добавим сюда относительно невысокую цену – отсюда популярность материала.
Как нужно паять полипропиленовые трубы, смотрите в видео.
https://sovet-ingenera.com/santeh/trubodel/texnologiya-svarki-polipropilenovyx-trub-svoimi-rukami.html
https://santehstandart.com/poleznye-materialy/polipropilenovaya-truba-50-mm/
http://semidelov.ru/mar/polipropilenovye-truby-vidy-oblast-primeneniya-i-montazh/#section-2
Как проводится пайка полипропиленовых труб
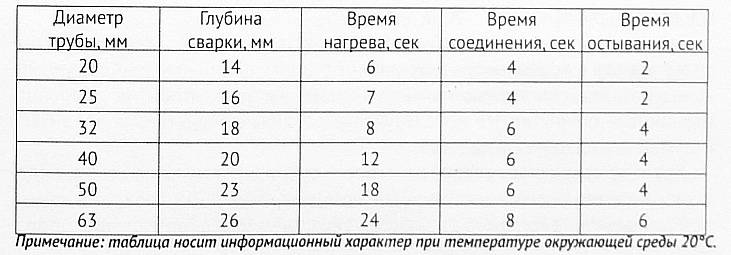
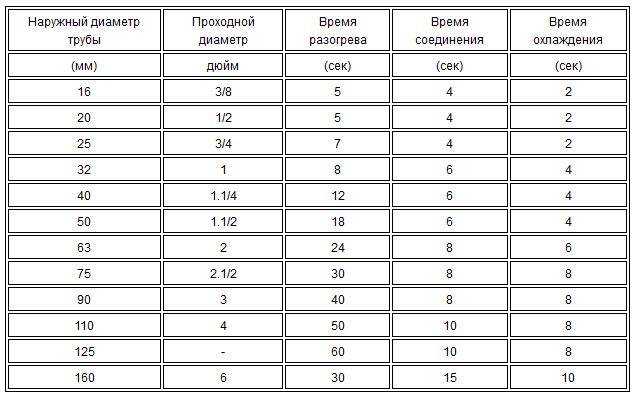
Инструкция по пайке любых полипропиленовых труб посредством термического воздействия на изделия предполагает соблюдение стандартизированных либо рекомендуемых производителем временных промежутков. Они распространяются на разогрев и формирование узлового соединения между элементами магистрали. Сам процесс осуществляется по-разному в зависимости от используемого оборудования и размеров элементов трубопровода.
Общие технологические приемы сварки полипропиленовых труб
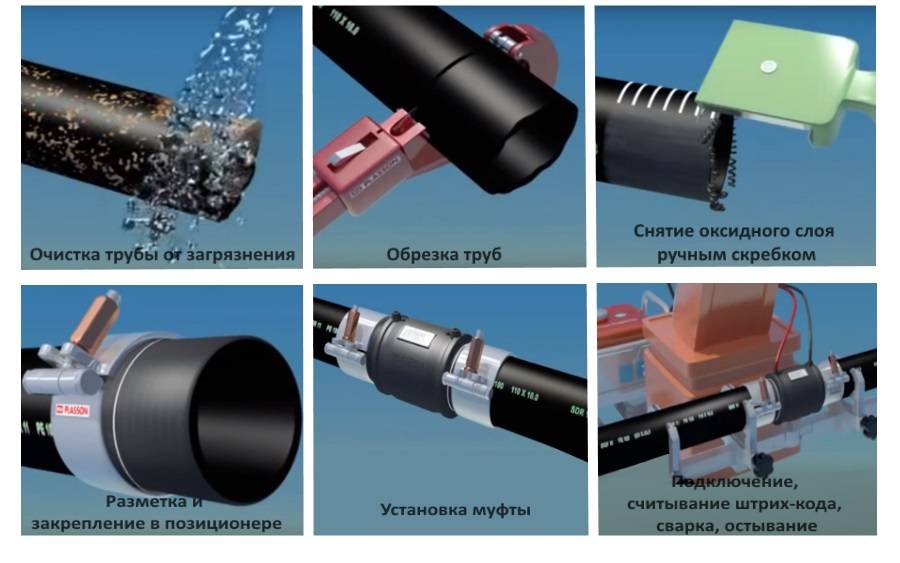
Как правильно паять полипропиленовые трубы большого диаметра? Процесс стыковой сварки включает два шага. Заготовки предварительно устанавливаются и фиксируются на оборудовании в заданном положении. Кромки сразу обеих частей подвергают обработке торцевателем (специальный вращающийся диск). Далее его заменяют нагревательным плоским элементом. После его устранения спустя определенное технологией время заготовки с расплавленными кромками прижимают друг к другу для осуществления процесса полифузии.
Муфтовая технология сварки требует внимания относительно времени на расплавление стенок и сжатие элементов.
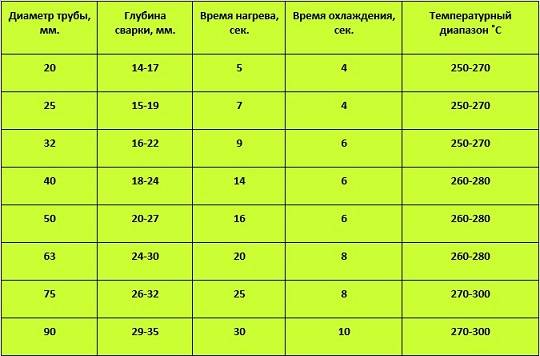
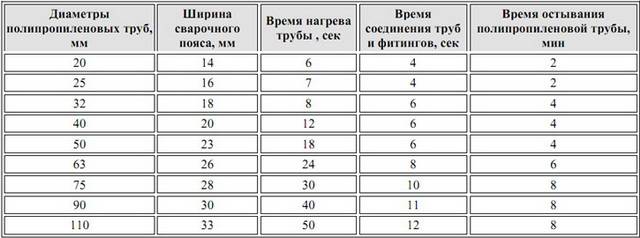
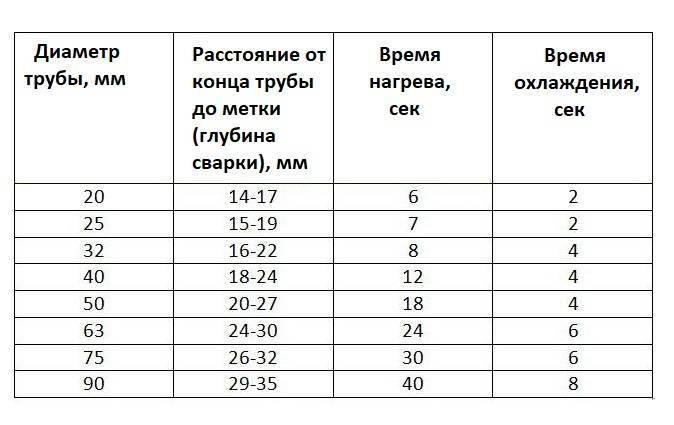
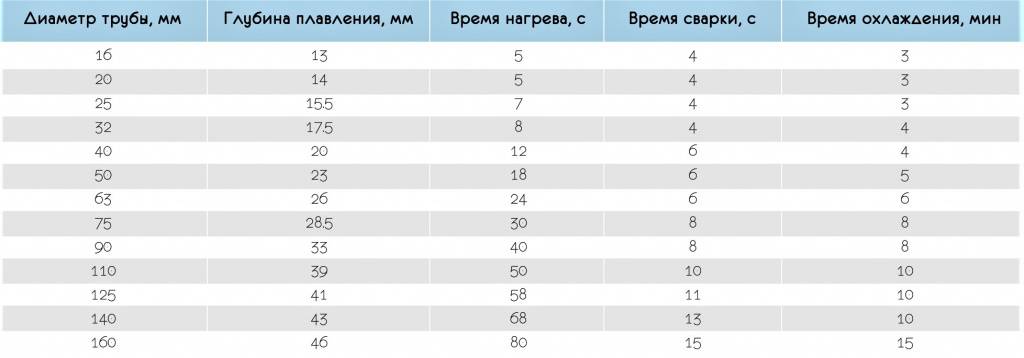
Ниже представлена таблица температур пайки для тонкостенных полипропиленовых труб, на которую стоит опираться особенно начинающему мастеру.
| Характеристика значения | Наружный диаметр (мм) | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Участок термической обработки (мм) | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Таймер расплавления (сек) | 5 | 7 | 8 | 12 | 18 | 24 | |
| Таймер корректировки узла (сек) | 4 | 6 | 8 | ||||
| Таймер фиксации соединения (сек) | 6 | 10 | 20 | 30 | |||
| Таймер полимеризации (сек) | 120 | 240 | 360 |
Формирование стыка происходит посредством внутренней стенки фитинга и наружной у трубы. Участки подвергают термическому воздействию посредством специальных насадок на паяльное оборудование, разогретого до температуры +260℃. Далее заготовки вставляют друг в дружку и удерживают фиксацию в течение минимально необходимого времени.
Особенности работы с трубами, имеющими алюминиевое армирование
Полипропилен обладает свойством теплого расширения, что ограничивает использование материала в условиях с высокой температурой, перепадов ее показателей. Недостаток исправлен путем армирования труб алюминием либо стекловолокном. В случае с первым затруднения во время пайки и эксплуатации магистралей не возникают.
Металлическое армирование может быть установлено с внутренней стороны изделий либо под внешней оболочкой. Наружный слой с алюминиевой фольгой перед пайкой подлежит устранению. Причин тому три:
- требуется дополнительный нагрев;
- металлопластиковые заготовки имеют больший наружный диаметр, чем без армирования или со стекловолокном;
- алюминий с полимером в процессе сварки образуют слабое соединение.
Для проведения работы используется шейвер — дюралюминиевый полый цилиндр с расположенными внутри стальными лезвиями. Дополнительно для удобства пользования может быть вставлена съемная рукоятка в виде стержня. Здесь заранее предусмотрено ограничение по толщине среза и глубине обрабатываемого участка, поэтому отслеживать параметры нет необходимости.









Внутреннюю зачистку проводят, чтобы исключить прямой контакт алюминия с транспортируемой жидкостью. Это может привести к активации электрохимических процессов, разрушению армирующей фольги, расслоению трубы, разгерметизации контактного узла. Здесь используют для подготовки заготовок к сварке торцеватели. Это приспособление схоже по строению с шейвером, только лезвия здесь расположены на внутреннем торце.
Технические характеристики
В технологии производства пластиковых труб 50 мм может быть использован пластик разного типа:
гомополимер с маркировкой РРН;
блоксополимер – это соединение полипропилена и этилена. Маркировка РРВ;
статический сополимер, он же рандом, с маркировкой PPRC (сокращенно – PPR).
Маркировка полипропиленовых труб
Для производства полипропиленовых труб 50 мм используют третий вариант. Из него получаются изделия более эластичные, вязкие, стойкие к высоким температурам – до +90 ℃. Краткосрочной воздействие среды до +110 ℃ тоже выдерживают без проблем. Эксплуатировать их без утепления можно при -10 ℃. Поэтому пластик PPR относится к категории термостойких.
Дополнительные плюсы:
небольшой вес;
высокая прочность;
инертность к щелочам и кислотам.
Сегодня производители предлагают полипропиленовые трубы 50 мм для отопления и водопровода разного окраса. Они могут быть:
белыми;
синими;
черными;
красными;
оранжевыми.
Цветовое оформление никак не связано с маркировкой изделий.
Внимание при покупке надо уделять именно маркировке. Она в основном касается такой характеристики, как давление, которое материал должен выдержать
А в системах водопровода и отопления давление часто зависит от температуры.
Эти два параметра определяются маркой:
- PN10. Труба выдерживает давление до 1,0 МПа. Применяется в системах холодного водоснабжения с температурой воды до +2 ℃ или в системах отопления “теплый пол” с температурой воды до +45 ℃.
- PN16. Может выдержать давление 1,6 МПа. На рынке такая полипропиленовая труба 50 мм встречается редко. Можно использовать в системах, где вода нагревается до +60 ℃.
- PN20 – давление до 2,0 МПа. Можно устанавливать в системах с температурой носителя до +80 ℃.
- PN25 – 2,5 МПа. Выдерживает температуру до +95 ℃. Нередко такие полипропиленовые изделия используют в сборке технологических трубопроводов.
Понятно, что чем выше маркировка, тем дороже изделие. И все они могут быть смонтированы в трубопроводах холодного типа. Но две последние позиции будут экономически невыгодны, особенно если объем работ большой.
Цена в основном зависит от толщины стенки изделия, потому что чем выше этот размерный параметр, тем большее давление может выдержать труба.

Зависимость толщины стенки от марки





