
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
ВАЖНО ЗНАТЬ: Типичные сварочные дефекты и виды брака
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения. В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Какими характеристиками должен обладать флюс для пайки медных труб?
Качественный флюс, который используется для пайки медных трубопроводов, должен отвечать некоторым требованиям. Рассмотрим их:
- независимо от вида, состав должен равномерно распределяться по рабочей поверхности;
- показатели вязкости и плотности этого вещества должны быть меньше, чем у припоя. Это нужно для того, чтобы происходило замещение;
- флюс должен растворять оксидную плёнку и предотвращать повторное окисление медной детали;
- кроме этого, такое вещество должно обеспечивать аккуратный внешний вид шва;
- состав не должен разрушаться в результате воздействия высоких температур;
- после завершения пайки должно производиться лёгкое удаление грязи и пыли;
- флюс должен позволять проводить пайку как на вертикальных, так и на горизонтальных участках.

Качественный флюс в виде пасты должен быть вязким и плотным, тогда он будет равномерно распределяться по поверхности трубы
Качественный флюс должен обладать всеми вышеперечисленными характеристиками. После окончания пайки это вещество удаляется с помощью специальных растворителей.
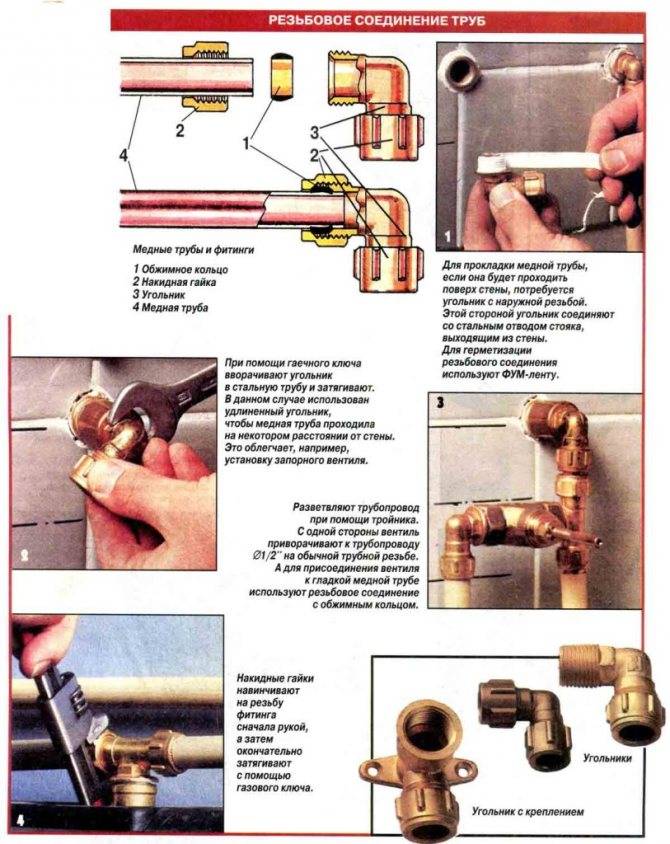
Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую.
- Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
Инструменты, необходимые для пайки медных труб своими руками
Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов. Пошаговая инструкция соединения мягким припоем медных труб







Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы. Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга. Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов. Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня. Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения. Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.
Внешний вид правильно спаянной медной трубы
Виды и особенности газовых горелок
Газовая горелка по праву считается самым удобным приспособлением для сварки любых медных изделий. Аппарат имеет малый вес и габариты, он удобен в работе и экономичен. Возможность регулировки мощности пламени позволяет выставить параметры для проведения конкретных видов работ.
Стандартная конструкция газовой горелки включает следующие элементы:
- Узел для закрепления емкости с топливом.
- Приборная головка.
- Форсунка.
- Редуктор.
- Регулятор интенсивности пламени.

Кроме того, производители включают в конструкцию дополнительные элементы: переходники, наконечники, отражатель пламени и т.п.
Классификация устройств производится по нескольким параметрам. Так, по техническим возможностям устройства бывают:
- Бытовые. Недорогие аппараты с минимальным набором функций. Температура огня регулируется в диапазоне 1000-1500°С.
- Профессиональные. Более дорогие горелки, рассчитанные на серьезные объемы работ. Пламя имеет температуру 1500-2000°С.
В зависимости от используемой газовой смеси, горелки разделяют на несколько видов:
- Пропановые. Бывают специализированными или универсальными. Считаются наиболее распространенными. Газ дает ровный интенсивный факел пламени.
- На МАРР-газе. Отличаются мягким, но энергичным пламенем, щадящим образом воздействующем на материал трубы, препятствуя его повреждению.
- Ацетиленовые. Чаще используются при работе на магистральных объектах. Питаются от одноразовых баллонов, либо являются стационарными. Газ дает высокую температуру пламени, что положительно сказывается на экономичности, но часто приводит к перегреву деталей и увеличивает вероятность их повреждения.
Газовые горелки с одноразовыми баллонами просты в использовании, не зависят от источников электроэнергии, компактны и безопасны. Единственный недостаток – необходимость частой смены баллонов.
Стационарные установки отличаются мощным факелом пламени, позволяющим производить пайку быстро и качественно. В быту используются крайне редко.
Технология пайки медного трубопровода
Медные трубы используются для монтажа разных коммуникаций: водопроводов, отопительных систем и газовых труб. Они отличаются рядом преимуществ, таких как:
- обладают устойчивостью к губительному воздействию коррозии;
- поверхность медных труб довольно гладкая;
- устойчивы к ультрафиолетовому излучению;
- имеют высокий коэффициент теплопроводности;
- способны выдерживать высокую температуру;
- обладают хорошей прочностью;
- эксплуатационный срок медного трубопровода доходит до 50 лет.
Для соединения отдельных элементов медной конструкции используют пайку. Разновидности ее таковы:
- пайка при высокой температуре;
- пайка при низкой температуре.
Высокотемпературный вариант пайки используют, чтобы получить стык с повышенной прочностью. Низкотемпературную пайку применяют во всех остальных случаях.
Технология пайки медных изделий
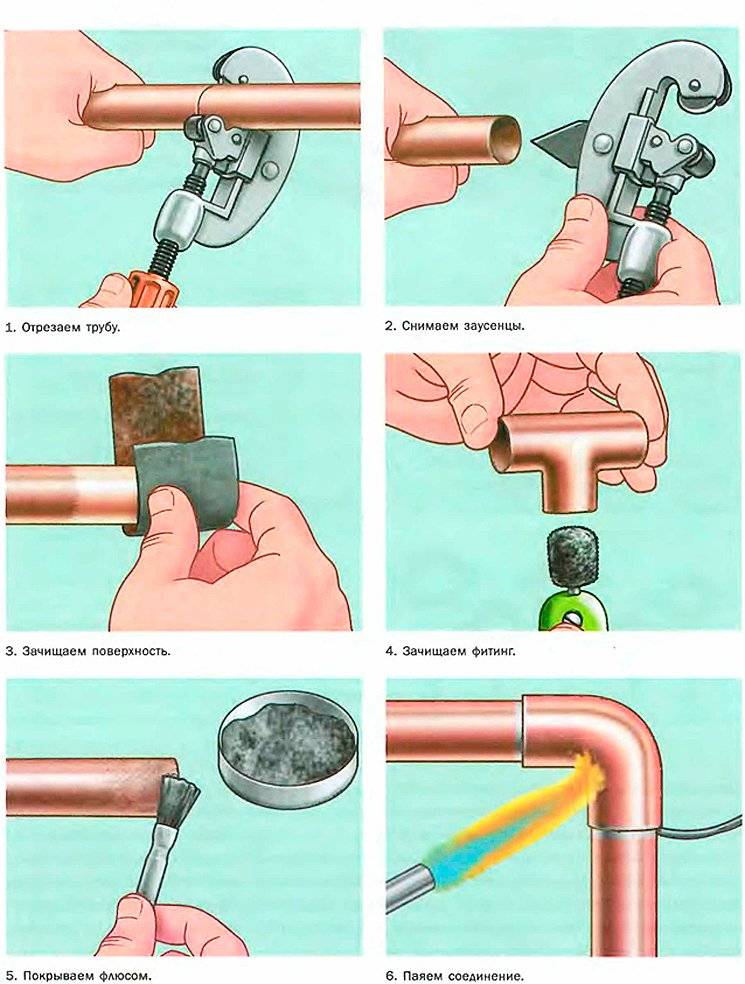
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины

Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
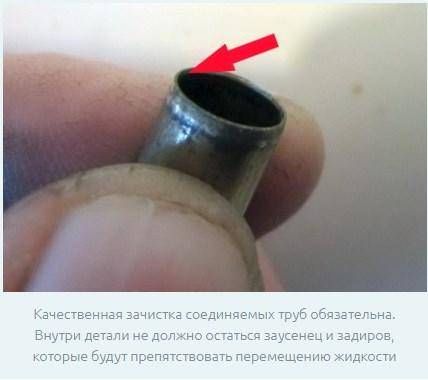
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.









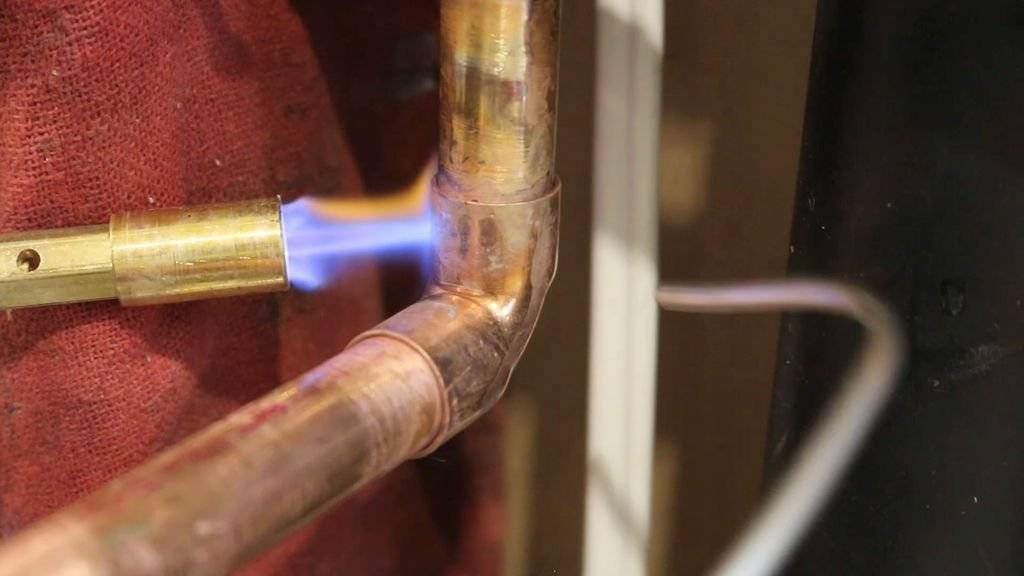
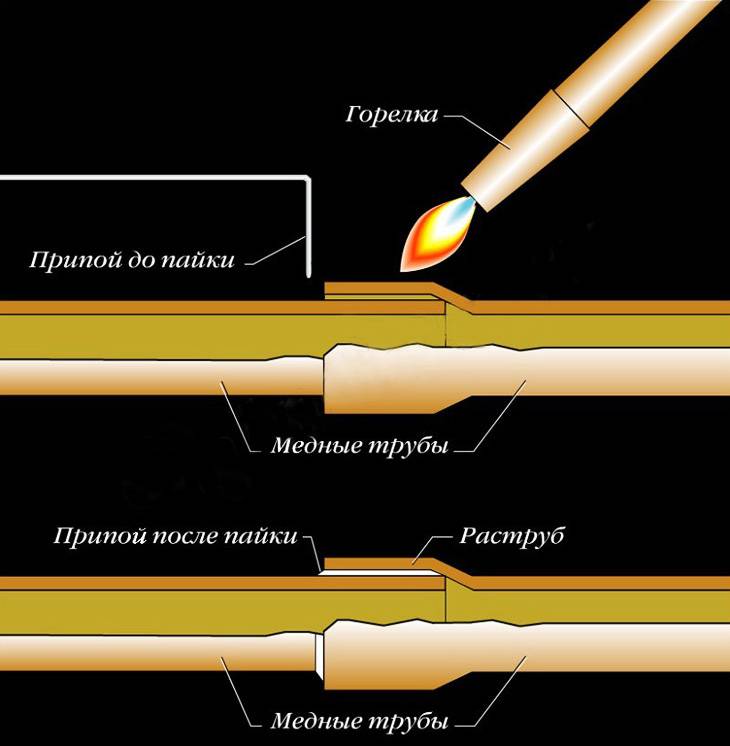
Образование соединения при низкотемпературной пайке

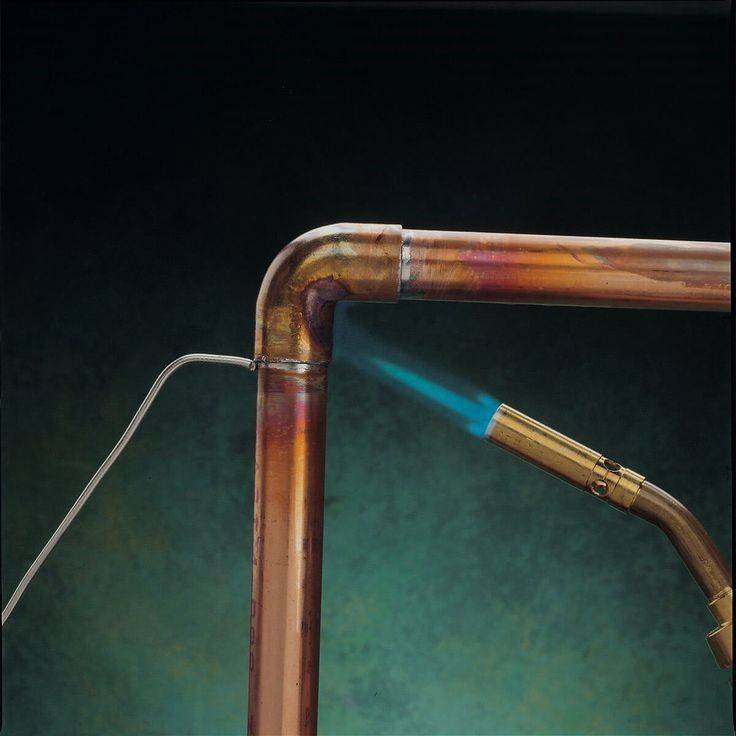
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа

При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Характеристики медного водопровода
Долговечность медных труб водопровода в некоторой степени связана с тем, что содержащийся в воде хлор в реакции с медью способствует образованию на внутренней поверхности тонкой оксидной плёнки. Эта плёнка дополнительно защищает стенку трубы от негативного влияния прокачиваемой среды.
Также медь считается оптимальным материалом по результатам санитарно-бактериологических исследований. Этот металл оказывает бактериологическое действие, к примеру, против вируса стафилококка.
 Созданная система трубопроводов на основе медных рукавов, как правило, изолируется. Существуют материалы, специально предназначенные для использования с медными трубами. Изоляция даёт экономию тепла, исключает образование конденсата
Созданная система трубопроводов на основе медных рукавов, как правило, изолируется. Существуют материалы, специально предназначенные для использования с медными трубами. Изоляция даёт экономию тепла, исключает образование конденсата
Медь обладает высоким коэффициентом теплопроводности. Этот момент заставляет принимать меры, направленные на изолирование труб от внешней среды.
Неизолированный водопровод ХВС в летний период времени может создать серьёзную проблему по сбору и отводу конденсата. На неизолированных трубах горячего водоснабжения отмечаются значительные потери тепла. Выполняя монтаж сетей из медных труб своими руками, следует учитывать эти моменты.
Особенности и советы
Не важно, какая труба будет расширяться. Понятно, что при разных диаметрах под расширение идет труба, которая имеет больший диаметр
Это делает процесс менее трудоемким, а сам металл подвергается меньшему деформированию, что позитивно сказывается на его характеристиках. Это важно для всех металлов, в том числе для меди, пластичной и податливой.
Лучше выбирать конусные насадки, которые при вращении постепенно проникают в отводок, расширяя его.
Нужна ли калибровка? Все зависит от того, насколько аккуратно пользовались расширителем. При некачественных действиях калибровка потребуется.
Специалисты советуют нанести припой не менее двух раз, исключая неверное убеждение, что и так будет хорошо держаться. При пайке нужно следить за температурой. При сильном нагреве или наоборот охлаждении, первыми будут реагировать стенки трубы, делая уже расширенный диаметр большим или меньшим. Соответственно нарушается весь процесс с применением расширителя.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.







Низкотемпературная пайка
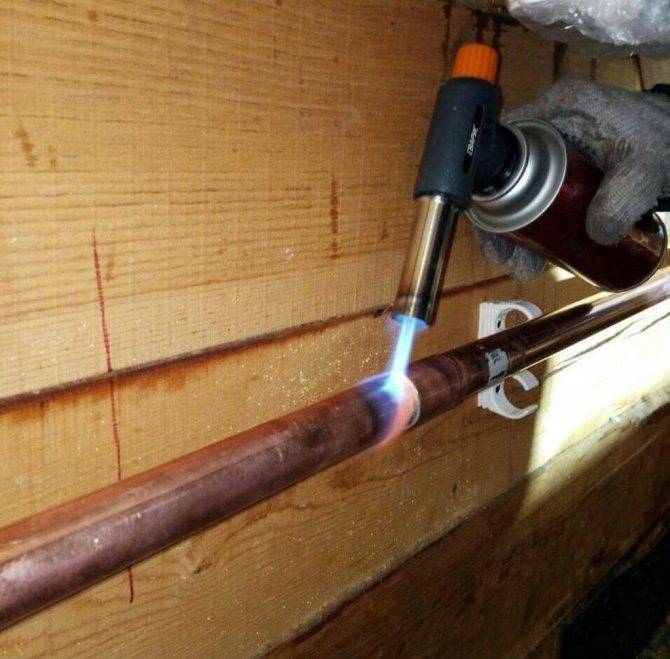
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Типы присоединений к газовым баллончикам
Соединение резьбой — это наиболее надёжный вариант с максимальной герметичностью. Внутренняя резьба, нарезанная в корпусе горелки, накручивается на внешнюю резьбу, нарезанную на корпусе баллона.
Цанговое соединение — такая конструкция имеет широкий воротник с прорезанным боковым пазом и клапаном, выступающим по центру. Горелку необходимо плотно насадить на картридж так, чтобы совпали посадочные места, прижать и прокрутить.
Этот тип соединения самый популярный, и в отличие баллона-бочки, который не имеет клапана, цанговый баллон можно многократно отсоединять и присоединять. Использовав переходник с резьбой, на цанговый баллон можно насадить горелку с резьбовым соединением.
Оборудование и материалы, необходимые для пайки
Как и любой технологический процесс, пайка требует применения специальных приспособлений и средств. В первую очередь, необходимы следующие инструменты для пайки труб из меди.
Горелка. Она может быть различной конструкции. При выборе стоит учитывать, с каким припоем вы собираетесь работать, ведь для каждого из них нужна определенная температура.

Горелка для пайки медных труб
Конструктивно, горелки могут работать:
- от одноразовых баллончиков с горючим газом (более компактный вариант),
- от стандартных заправляемых баллонов.

Труборез для медных труб
Для резки заготовок лучше всего применять специальные труборезы. В принципе, можно обойтись и простой ножовкой, но с ней очень проблематично выполнить обрезку в некоторых тяжело доступных местах, да и чистота реза будет невысокой. Стоимость инструмента напрямую зависит от диаметра труб, которые им можно обрезать.








Соединение медных труб без дорогостоящих фитингов, методом телескопической стыковки (одна трубка входит в другую, имеющую несколько больший диаметр), с последующей капиллярной пайкой твердым припоем, можно вполне осуществить для бытовых водопроводных и отопительных сетей, температура воды в которых не превышает 110 градусов. Для этого нужен специальный труборасширитель.
Для устранения заусениц и задиров на обрезе заготовки необходимо устройство для снятия фаски, они также выпускаются в различных модификациях.
Для пайки трубопроводов различного назначения, а тем более элементов, которые будут работать в особо ответственных условиях, необходимы специальные припои.
- Стандартный. Применяется наиболее часто, но не рекомендован для применения в системах питьевого водоснабжения.
- Мягкий припой. Расходный материал, применяемый для пайки фитингов и изделий из красной бронзы, широко применяется для соединения медной трубы посредством латунных фитингов.
- Твердые припои. Наиболее востребованные припои при соединении медных труб. Его применение при капиллярной пайке практически любых коммуникаций, даже газовых линий, обеспечивает надежное соединение. Такие припои, относящиеся к категории медно-фосфорных серебросодержащих расходных материалов для пайки, не требуют дополнительного применения флюса. Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.
- Серебряные припои являются наиболее дорогими, но с их помощью можно выполнять соединения различных цветных материалов.
Для предотвращения образования окислов в месте пайки, при применении стандартных и мягких припоев, обязательна обработка флюсом.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
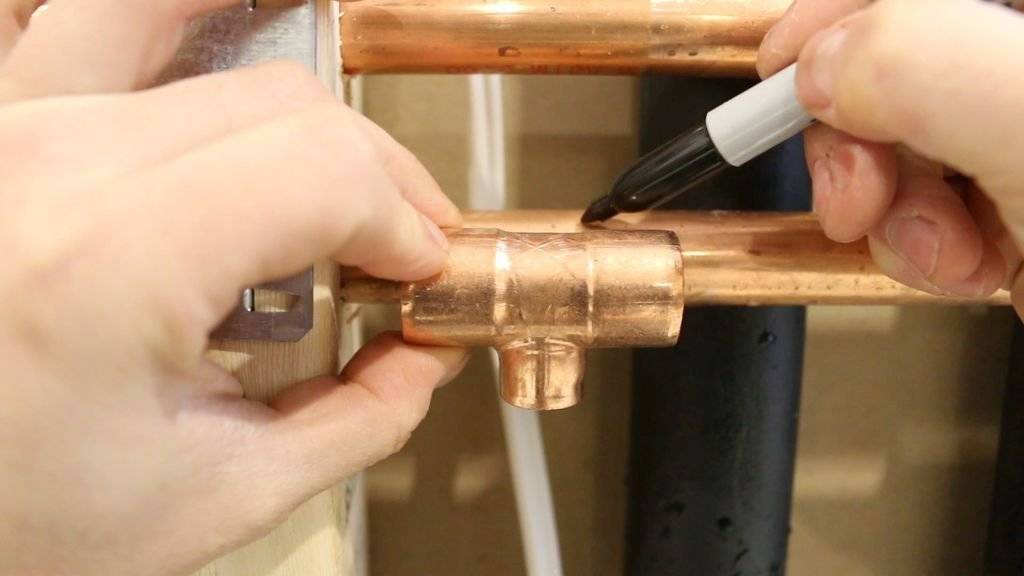
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Краткая инструкция
Для того чтобы в домашних условиях выполнить качественную пайку латуни, недостаточно просто изучить теоретическую базу, желательно также посмотреть видео на эту тему. Необходимость в самостоятельном осуществлении такого процесса возникает нередко, ведь практически в каждом доме есть изделия из латуни, которые не застрахованы от поломок. Учитывая тот факт, что услуги квалифицированных специалистов недешевы, есть смысл изучить такой процесс как по представленным ниже рекомендациям, так и по видео, которые несложно найти в интернете.











Разумеется, что перед пайкой следует очистить детали
Итак, алгоритм пайки латуни выглядит следующим образом.
- Тщательно очищенное место будущего соединения необходимо обработать флюсом, в состав которого входят бура и борная кислота (1:1), смешанные с водой.
- После этого обработанное место соединения следует посыпать стружкой припоя.
- Затем можно начинать прогрев формируемого шва при помощи газовой горелки или паяльной лампы. Следует внимательно следить за тем, чтобы не перегреть детали, что может привести к их деформации.
- После того как припой расплавится под воздействием пламени газовой горелки, он заполнит зазор между деталями, обеспечив их надежное соединение.
Пайка литейных алюминиевых сплавов
Большинство литейных алюминиевых сплавов имеют высокое содержание легирующих элементов, что увеличивает вероятность того, что эти элементы будут растворяться в припое, а припой будет проникать по границам зерен. Поэтому литейные алюминиевые сплавов мягкими припоями паяются плохо.
Кроме того, характерные для литейных сплавов шероховатость поверхности, мельчайшие полости или пористость способствуют удержанию флюсов и делают удаление флюсов после пайки очень трудным.
Три литейных алюминиевых сплава 443.0, 443.2 и 356 относительно хорошо и легко паяются мягкими припоями. Несколько хуже, но еще приемлемо паяются сплавы 213.0, 710.0 и 711.0.
- Aluminum and Aluminum Alloys, ASM International, 1996
- EEA Aluminium Automotive manual — Joining — Brazing, EEA, 2015
Надежность и долговечность труб из меди не подвергается сомнению. Однако пайка медных труб своими руками потребует большей сноровки, чем, например, пластиковых. Выбор технологии соединения изделий зависит от назначения трубопровода. Наиболее часто применяются две технологии. Высокотемпературная сварка чаще всего используется, если подразумевается, что нагрузки на систему будут высокими. Для обустройства бытовых трубопроводов отлично подходит низкотемпературная пайка.
Прежде чем приниматься за самостоятельное выполнение работ, следует внимательно изучить технологии, ведь они требуют ответственного и внимательного подхода.

Соединение труб из меди с применением высокотемпературной пайки осуществляется при температурах выше 450 градусов. Необходимость применения столь высоких температур обусловлена использованием металлов с более высокой температурой плавления, чем олово. Основу смеси для высокотемпературного припоя составляют медь, серебро и некоторые другие металлы. Припой, сделанный с использованием тугоплавких материалов, дает так называемый, пьяный шов, который обладает рядом преимуществ по техническим параметрам. Такой шов незаменим в случаях, когда необходимо соединить трубы большого диаметра.
Твердая пайка очень часто применяется при устройстве отопительных систем. При производстве сантехнических работ использование этого метода позволяет устроить отвод от уже собранной системы отопления.
Главная особенность высокотемпературной пайки состоит в отжиге металла, после которого он размягчается.





