
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла. Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку. Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Близкие процессы
Термическая обработка стали, помимо нормализации, включает отжиг, отпуск, закалку, криогенную обработку, дисперсионное твердение. Цель нормализации, как и принцип осуществления, совпадает с названными технологиями. Поэтому далее проведено сравнение данных процессов.
Отжиг дает более тонкую структуру перлита, так как подразумевает охлаждение в печи. Его применяют в целях снижения структурной неоднородности, напряжения после обработки литьем или давлением, придания мелкозернистой структуры, улучшения обработки резанием.
Принцип закалки аналогичен, за исключением больших температур, чем при нормализации, и повышенной скорости охлаждения, благодаря тому, что его производят в жидкостях. Закалка повышает прочность и твердость, как и нормализация. Однако полученные таким способом детали отличаются хрупкостью и пониженной ударной вязкостью.
Отпуск используется после закалки для сокращения хрупкости и напряжений. Для этого материал нагревают до меньшей температуры и охлаждают на воздухе. С ростом температуры падают предел прочности и твердость, и увеличивается ударная вязкость.
Дисперсионное твердение, относящееся также к окончательной обработке, подразумевает выделение дисперсных частиц в твердом растворе после закалки при меньшем нагреве с целью упрочнения.
Благодаря криогенной обработке материал получает равномерную структуру и твердость. Такая технология особо актуальна для закаленной углеродистой стали.
Оборудование и материалы
В качестве оборудования для проведения нормализации применяют печи для закалки и отжига стали. В печном оборудовании может быть использован газовый нагрев. Такие системы содержат:
- Камеру. Это специальный, герметично закрывающийся бокс, где располагают заготовки.
- Нагревательные элементы в виде горелок. Предназначены для нагнетания температуры в камере печи. Горелки могут быть плоско-факельного типа, работать по принципу косвенного или прямого нагрева.
- Устройства, выполняющие запорно-регулирующие функции.
- Модули управления мощностью. Они могут быть комбинированного типа, пропорциональные или импульсные.
- Теплоизоляционный материал.
Принцип нагрева внутренней камеры печи от газа может быть реализован через воздушное пространство, тогда горелку располагают в центре. Также могут применяться регенерационные и рекуперационные конструкции горелок.
В печах сопротивления, где используется косвенный метод нагрева, нагревательная система может быть выполнена по разным принципам. Чаще всего здесь используют тиристорные схемы для управления мощностью, которые в свою очередь контролируются при помощи микропроцессорных схем.
Поиск записей с помощью фильтра:
Выдержка при температуре нормализации
Роль длительности выдержки при температуре нормализации заключается только в том, чтобы обеспечить гомогенизацию аустенитной структуры до начала охлаждения. Один час выдержки на каждые 25 мм толщины сечения является нормой.
Скорость охлаждения при нормализации значительно влияет на количество перлита, его размеры и толщину перлитных пластин. Чем выше скорость охлаждения, тем больше образуется перлита, а его пластины становятся тоньше и ближе друг к другу. Увеличение доли перлита в структуре и его измельчение дают повышение прочности и твердости стали. Более низкие скорости охлаждения означают менее прочную и твердую сталь.
После того, как изделия однородно охладились по своему сечению ниже нижней критической точки Аr1, их можно охлаждать в воде или масле для снижения общей длительности охлаждения.
Отжиг методом рекристаллизации
В процессе проведения холодной пластической деформации в структуре стали может возникнуть неоднородность, а также изменения размеров и формы кристаллов и рост внутреннего напряжения металла.
Для устранения подобных явлений применяется рекристаллизационный способ отжига. Рекристаллизационный отжиг может быть двух видов: упрочняющий и смягчающий.
Упрочняющий вид отжига применяется для улучшения упругости таких деталей, как мембраны или пружины.
В промышленности рекристаллизационный тип отжига применяется в качестве предварительной обработки перед обработкой металла методом холодного давления, а также для окончательной обработки деталей для закрепления необходимых свойств.
Нужна ли обработка металла
Стальной мангал лучше дополнительно защитить от коррозии, тогда он послужит еще дольше обычного. Для этой цели можно использовать порошковые эмали и краски с жаропрочными способностями. Первое попавшееся покрытие не подойдет – сгоревшая краска испортит шашлык и приведет к отравлению токсичными выделениями.
Специальные составы способны выдерживать нагрев выше 600°С. Они красиво смотрятся, облагораживают вид конструкции. Жаропрочную краску в аэрозоли можно приобрести в специализированных и автомобильных магазинах. Не выделяют вредных веществ, но защищают от ржавчины, налета, скопления сажи и пепла также кремнийорганические краски. Некоторые их разновидности требуется запекать, что бывает указано в инструкции.
В заводских условиях структуру металла укрепляют еще воронением и оксидированием. Поверхность зачищают, обезжиривают, сверху наносят черную жаростойкую пленку. Сталь держат в растворе натра при 140 °С или в парах воды с кислородом. Возможна и электрохимическая обработка. Самостоятельно провести данные процессы весьма сложно, но, если имеется возможность, лучше ей воспользоваться. Составы для таких процедур часто продаются в оружейных точках.
Изготовление или приобретение качественного мангала требует определенных знаний, времени и усилий. Не стоит пренебрегать характеристиками металла, если планируется его долгосрочное использование. Плохая сталь может навредить здоровью и неизбежно привести к лишним тратам и покупке нового устройства.
Примеры обработки металла электроэрозионным способом
Суть этого метода основывается на использовании станка проволочно-вырезной модели с применением электрического пробоя и его полезных свойств. Главную роль в этом станке играет его проволока небольшого сечения, которая дает ориентированное направление оборудованию в пространстве.
Этот способ применяется в целях изготовления деталей нужной точности обработки с использованием твердых сплавов и хрупких по структуре. Такие детали используются при изготовлении фасонного резца и изделий для пуансонов и матриц, а также вырубных штампов, лекала, копира, пресс-форм на инструментальных производствах.
Изотермический отжиг стали и металлов — ПЗТО
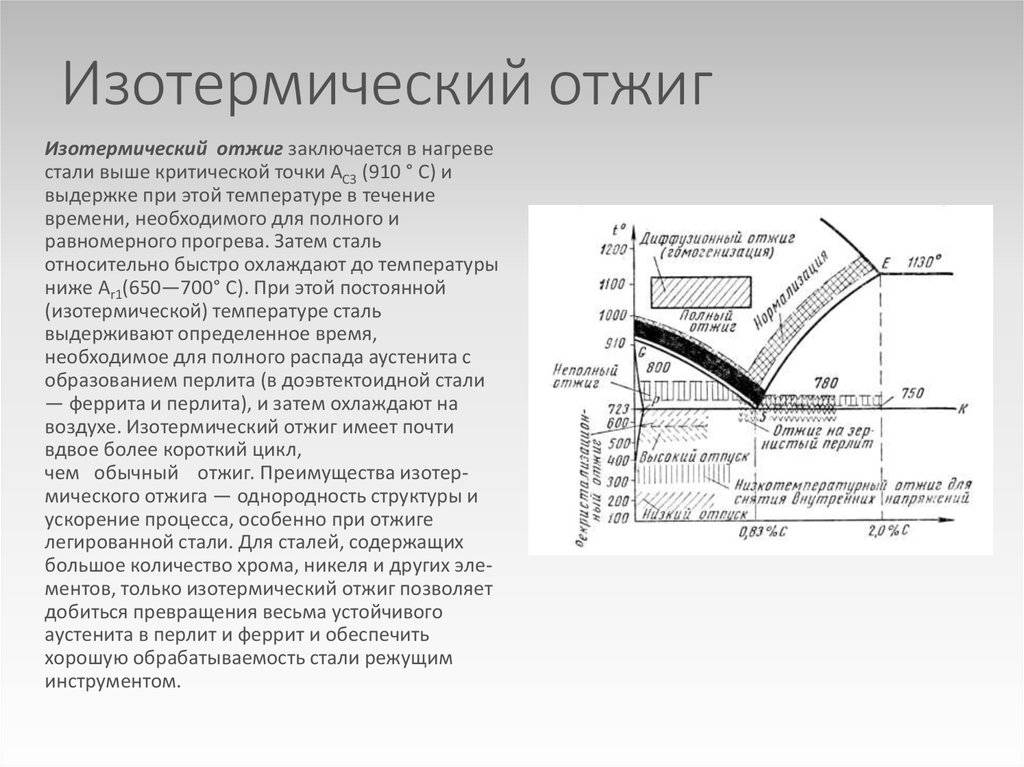
Изотермический отжиг — термическая обработка стали и один из видов отжига, в ходе которого металл нагревается до аустенитного состояния (как при полном отжиге) и ускоренно охлаждается до 660 — 680°С (ниже точки Аг1), далее при этом температурном режиме проходит изотермическая выдержка до полного превращения аустенита в равновесную перлитную структуру и последующее охлаждение на воздухе.
Назначение изотермического отжига
Изотермическому отжигу подвергают мелкие детали из легированной цементуемой стали (штамповки, сортовой прокат), особенно актуален данный вид термообработки для высокохромистых сталей с устойчивым аустенитом. Изотермический отжиг является лучшим и ускоренным способом снижения твердости стали и повышения ее пластичности для улучшения обрабатываемости резанием.
Особенности режима проведения и преимущества изотермического отжига металлов
Изотермический отжиг относится к отжигу 2 рода, целью которого является нагрев для получения равновесной мелкозернистой структуры, достаточно мягкой и пластичной, поддающейся дальнейшей обработке.
Отличительная особенность такого вида термообработки: превращение аустенита в ферритно-цементитную смесь протекает в условиях постоянных температур в отличие от других видов отжига, где аустенит распадается в условиях охлаждения и непрерывного снижения температуры. После распада аустенита и изотермической выдержки охлаждение можно проводить на воздухе, так как скорость охлаждения уже не имеет принципиального значения. Вследствие этого изотермический отжиг обладает существенными преимуществами:
- сокращается длительность процесса
- ферритно-перлитная структура получается более однородной
Нагрев до аустенитного состояния проводится в температурных границах, превышающих температуру Ас3 на 30 — 50°С. Далее температура снижается ниже точки Ас1 приблизительно на 150°С и проводится изотермическая выдержка. Для осуществления данных процессов наш завод применяет новейшие камерные печи, максимальная садка которых — 5000 кг. Нагрев осуществляется методами излучения и конвекции, проводится контроль атмосферы. Превращения на всех участках садки протекают равномерно и при одной температуре, что гарантирует равномерность структуры и твердости всей садки.
Высокая технологичность нашего оборудования, равномерное распределение температуры за счет обогрева с пяти сторон, девять температурных режимов и возможность компьютеризированного управления процессами позволяют добиться высоких стабильных результатов в ходе проведения изотермического отжига деталей.
Структурные изменения в металле после проведения изотермического отжига
В условиях нагрева стали до температуры, превышающей интервал превращения, последующего быстрого охлаждения ниже этого интервала, выдержки и охлаждения происходит рекристаллизация. Аустенитная структура, распадаясь, превращается в ферритную с частицами цементита, происходит образование перлитной структуры. За счет выравнивания температуры по сечению изделия превращения происходят равномерно по всему объему. Структура приобретает мелкозернистость и однородность, снимаются внутренние напряжения.
Наш завод занимает лидирующее в Пермском крае положение в сфере химико-термической обработки металлов. Специалистами завода применяются инновационные подходы и современные технологии, разрабатываются уникальные процессы с помощью собственной лаборатории. Проведение изотермического отжига на компьютеризированном оборудовании под управлением квалифицированного персонала позволяет добиться максимально высоких результатов, удовлетворяющих наиболее требовательных клиентов. На нашем заводе применяется индивидуальный подход к каждому заказу и готовность в случае необходимости работать в режиме «24 часа в сутки 7 дней в неделю».
pzto.pro
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой.
Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.
Для применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки
- Лазерная. Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.

Лазерная резка
В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Улучшенная сталь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Улучшенная сталь
Улучшенная сталь имеет твердость ( в зависимости от марки) НВ — — 250 — т — 300 и поддается обработке резанием. При закалке зубчатых колес до твердости НВ 350 они обычно настолько деформируются, что для получения необходимой точности профили зубьев приходится шлифовать.
Улучшенная сталь в результате старения при 250 — 500 С в течение 3000 ч заметно снижает ударную вязкость, а порог хладноломкости ее резко повышается. При увеличении времени нагрева до 7000 ч продолжается снижение ударной вязкости и повышение порога хладноломкости.
Улучшенная сталь по сопротивляемости снижению ударной вязкости при старении сохраняет преимущество перед горячекатаной сталью до температуры 350 С, а при более высоких температурах этот показатель снижается до уровня показателя горячекатаной стали или еще ниже.
Улучшенная сталь 12ХМ сохраняет высокие значения предела прочности при растяжении при температурах до 500 С включительно.
Улучшенная сталь имеет твердость ( в зависимости от марки) НВ250 — НВЗОО и поддается обработке резанием. При закалке зубчатых колес до твердости НВ350 они обычно настолько деформируются, что для получения необходимой точности профили зубьев приходится шлифовать.
Улучшенная сталь независимо от содержания углерода выдерживает испытание на изгиб в холодном состоянии на 180 С.
Легированные конструкционные улучшенные стали марок 40Х, 40ХН, ЗОНХЗА, ЗОХГСА и 40ХГТ подвергают термическому улучшению — закалке и высокому отпуску.
Улучшенными сталями, обладающими более высокими магнитными свойствами в слабых и средних полях, являются горячекатаные стали марок Э45, Э46, Э47, Э48, применяющиеся для радиотрансформаторов, трансформаторов тока и др., где.
Преимущество улучшенной стали перед отожженной сталью Х5М наиболее заметно при температурах ниже 550 С.
Если для улучшенной стали 40Х удельная прочность равна 13 км, то для титанового сплава после термической обработки она увеличивается до 31 км, а для алюминия, армированного борным волокном, — до 43 км. Таким образом, повышение удельной прочности приводит к значительному сокращению материалоемкости изделий.
Длительная прочность улучшенной стали выше, чем отб-жженной ( рис. 4.8), но при повышении температуры это различие в прочности улучшенной и отожженной стали уменьшается.
Страницы: 1 2 3 4 5
www.ngpedia.ru

Отжиг в домашних условиях
В быту для снижения прочности и упрощения последующей обработки металла возможно выполнить процедуру отжига упрощенным сспособом неполного отжига.
Использование газовой горелки для нагревания не дает возможности проконтролировать температурный режим, поэтому температуру определяют «на глазок», в затененном месте. Изделие последовательно приобретает цвет разжаривания в зависимости от температуры (в градусах):
- темно-коричневый — t=530…580;
- коричнево-красный — t=580…650;
- темно-красный — t=650…730;
- темно-вишневый -t= 730…770;
- вишнево-красный — t=770…800;
- светло-вишневый — t=800…830;
- светло-красный — t=830…900;
- оранжевый — t=900…1050;
- темно-желтый -t= 1050…1150;
- светло-желтый — t=1150…1250;
- светло-белый — t=1250…1350.

Изделия следует нагревать на нагретых металлических подставках. Для охлаждения используют различные среды — воду комнатной температуры или нагретую до 50°С, водные растворы, масла, воздух. Ускоряет охлаждение добавка кухонной соли, едкого натра, селитры. Замедляет процесс добавка жидкого мыла, масляной эмульсии, жидкого калиевого или натриевого стекла, известкового молочка.
Охлаждение с высокой скоростью дает твердый закал, приводящий к высоким внутренним напряжениям, возможны трещины, а медленное охлаждение не даст твердости закала. Для получения деталей одинаковой степени закалки следует использовать ванну большой емкости или заменять среду закаливания после каждой операции.
Следует помнить, что режимы высоких температур потенциально пожароопасны, их проводят с соблюдением правил пожарной безопасности в подготовленных помещениях с огнезащитой поверхностей и качественной приточно-вытяжной вентиляцией. При проведении отжига обязательно использовать средства защиты — спецодежду и обувь, рукавицы, головной убор с защитным козырьком.
Подумать о комфорте
«Одноразовые или переносные шашлыки, конечно, стоят копейки и этим могут привлечь покупателя, но никогда они не создадут волшебства настоящего дачного шашлыка, приготовленного по всем правилам, да и прослужить они могут в лучшем случае несколько часов.
Поэтому лучше купить качественный, дорогой мангал, который прослужит многие годы и не доставит особенных хлопот ни хозяевам, ни их гостям», — уверен Дмитрий Алексеев.
Сегодня существуют и мангалы на колёсиках, и с крышками, и с выдвижными столиками, и даже с дополнительными решётками. Безусловно, они в разы увеличивают комфорт приготовления блюда. Так, мангал со столиком позволит, не отвлекаясь от прожарки шашлыка, параллельно нарезать овощи или приготовить соус, а благодаря решёткам можно ещё и рыбу запечь или сделать овощи на гриле, но они не заменят классические шампуры, способные прожарить каждый кусочек мяса отдельно. За такие удобства нужно будет выложить дополнительно пару тысяч рублей.

10 советов, как не ошибиться при выборе мяса для шашлыка
Подробнее
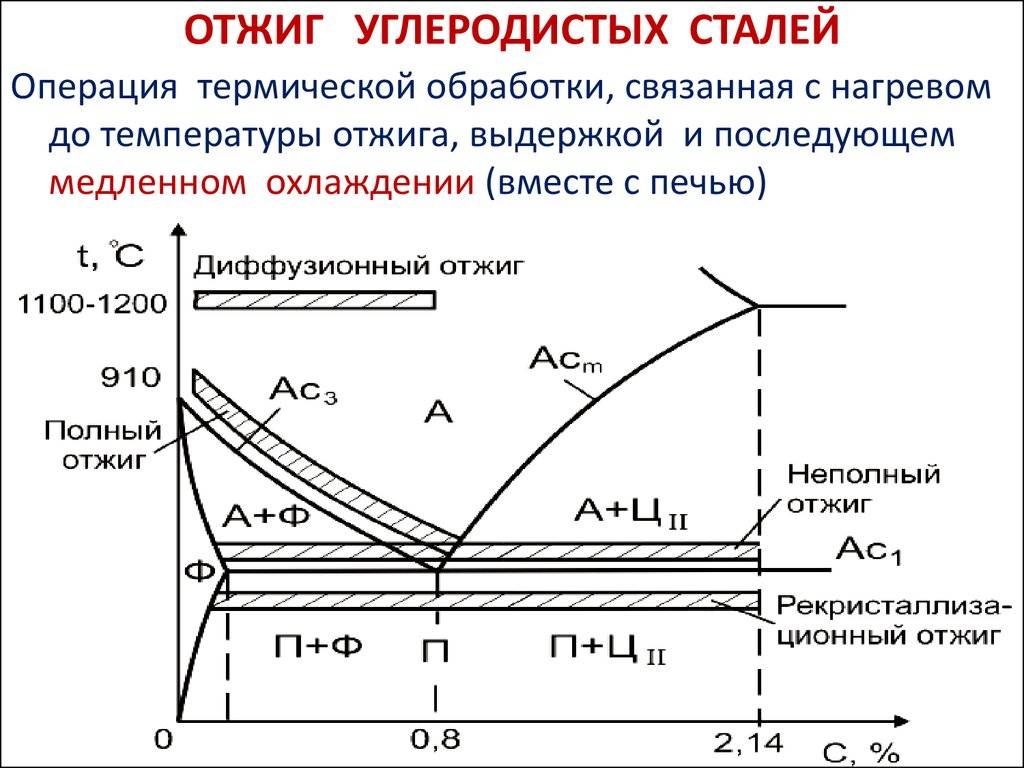
Отжиг
Операцию проводят для получения требуемой равновесной структуры с минимальной твердостью, с целью дальнейшей металлообработки получаемых изделий резанием. С особенностями вас познакомит видео:
Общее определение и виды
При отливе или прочих первичных процессах обработки помимо напряжения появляются дефекты. Убрать эти изменения и добиться однородной структуры кристаллической решетки можно с помощью следующего алгоритма действий:
- нагрев – необходимо немного превысить критическую отметку для этой разновидности стали;
- определенный период требуется держать стабильный температурный режим;
- следует медленно остудить заготовку вместе с печью.
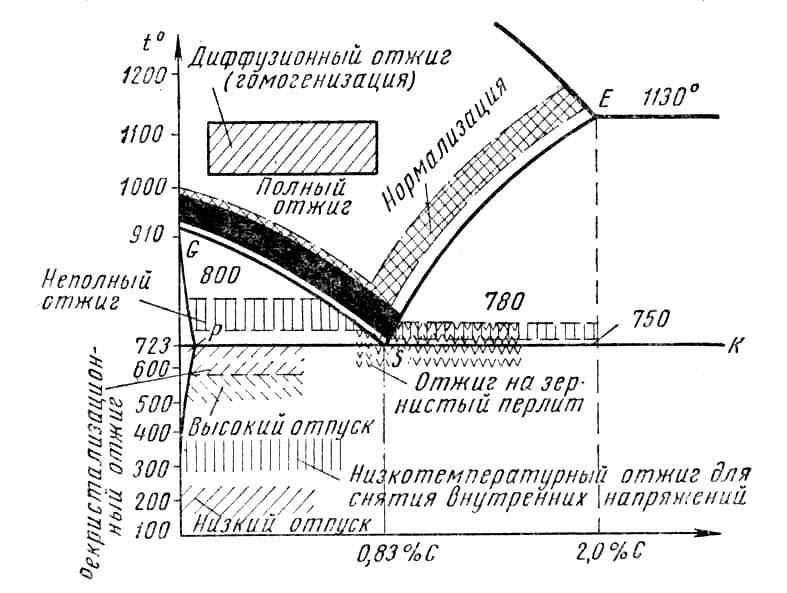
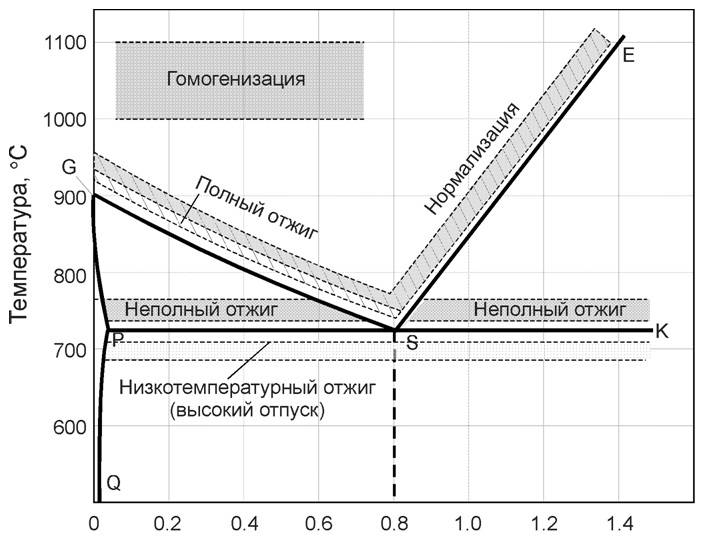
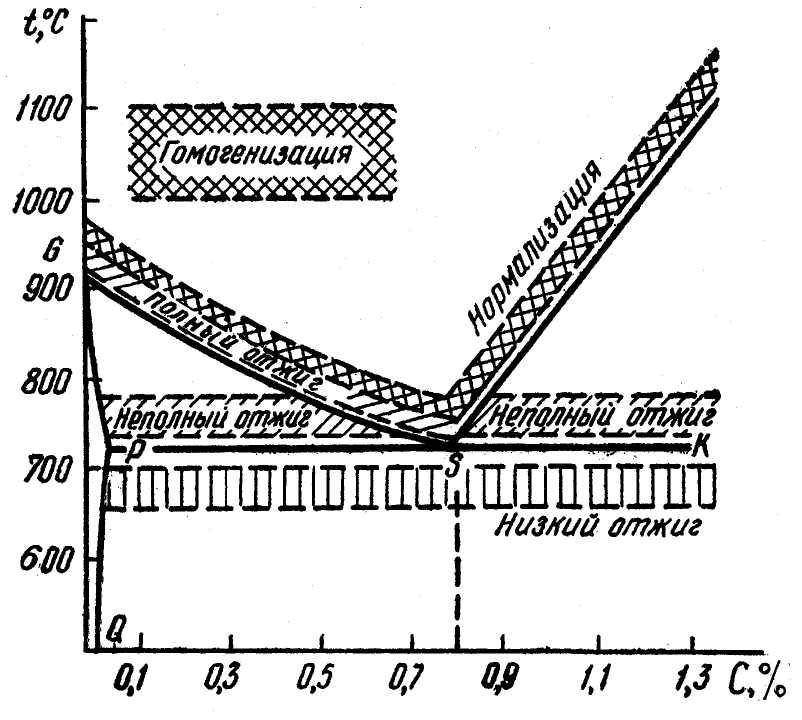
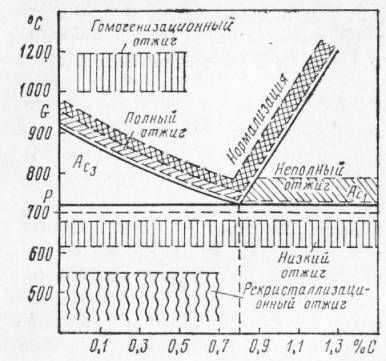
У отжига есть следующие разновидности.
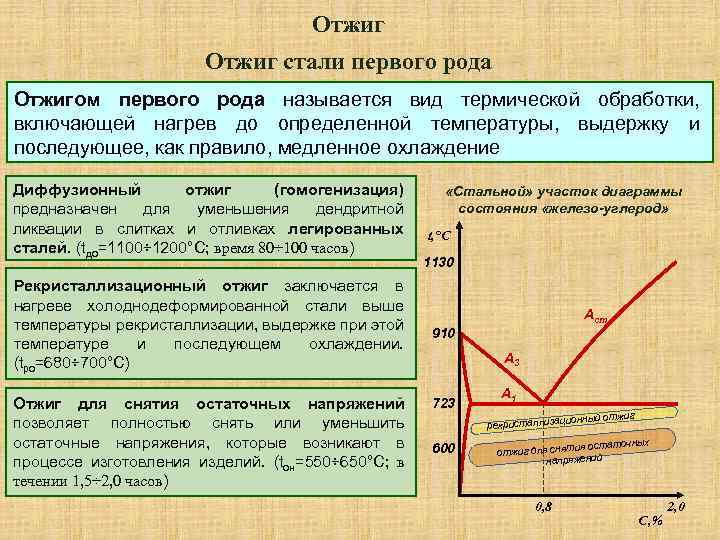
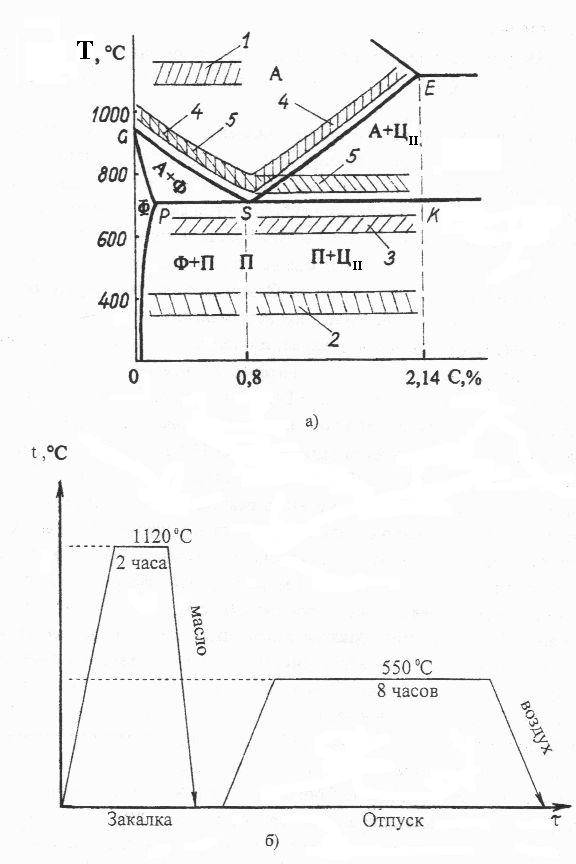
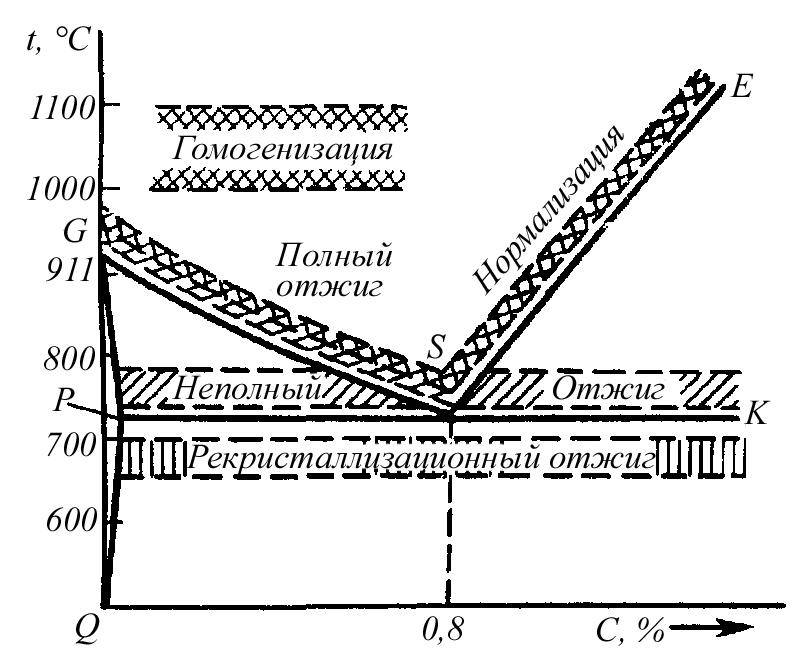
Гомогенизация
Относится к первому роду, когда изменения считаются незначительными. Задача подобной манипуляции – убрать неоднородность структуры, привести ее к однообразию. При этом следует нагревать изделие в температурном режиме от 1000 до 1150 градусов, затем выдерживать около 8-15 часов и постепенно снижать нагрев, охлаждая заготовку кислородом.
Рекристаллизация
Тоже разновидность 1 фазы отжига. Задача процедуры – привести все кристаллы в единый вид, а также снять внутреннее напряжение металла. Существует два подвида:
- смягчающий – обычно используется в качестве финальной обработки, подразумевает улучшение пластических характеристик;
- упрочняющий – увеличивает упругость, особенно актуально для закалки пружин.
Температура выбирается в зависимости от сплава, обычно на 100-200 градусов выше, чем точка рекристаллизации. Час или два необходимо поддерживать температурный режим, чтобы потом дать остывать не спеша.
Изотермический отжиг
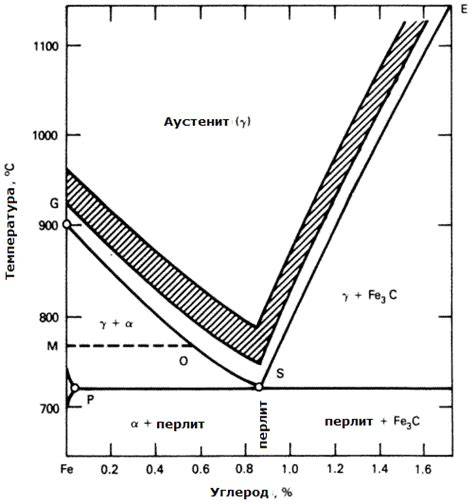
Цель – достижение высокотемпературной гранецентрированной модификации железа (распад аустенита) для его смягчения. При этом получается более однородная структура изделия. Чаще такой тип металлообработки применяют к небольшим штамповкам, потому что их можно без проблем подвергнуть быстрому охлаждению. Процесс:
- нагрев на 20-30 градусов больше предела материала;
- непродолжительное выдерживание;
- быстрое остывание – это преимущество перед прочими подвидами.
Для устранения напряжений
Это операция удаления, снятия негативного внутреннего состояния излишней твердости, из-за которой металл становится хрупким и недолговечным. Он быстро деформируется от внешних физических воздействий. Процесс подразумевает температуры от 700 до 750, затем небольшое охлаждение до 600 и выдержку до 20 часов, затем под воздействием воздуха медленное остужение.
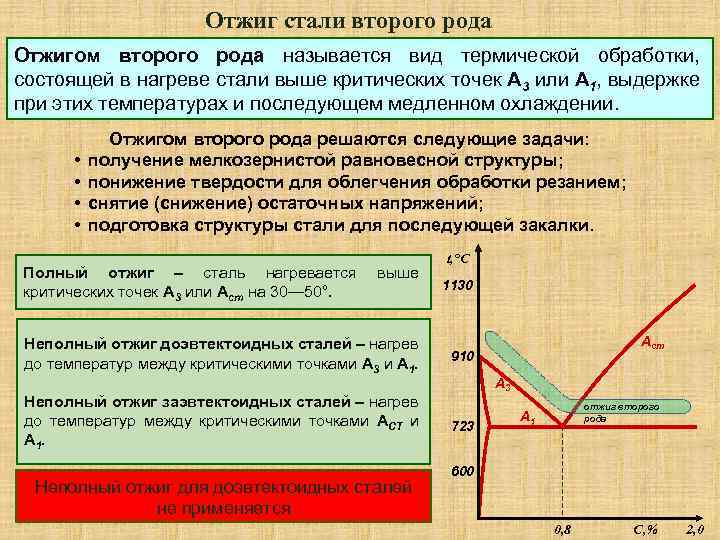
Отжиг полный
Применяется для создания пластичной, однородной мелкозернистой структуры. Наиболее характерный метод промежуточного воздействия на металлопрокат – после литья, ковки, штамповки и до резания любым способом. Этапы:
- нагрев на 30-50 больше предела стали;
- выдерживание;
- очень медленное остывание вместе с печью – в 60 минут не более 50-150 градусов.
Неполный
Значительные преобразования на уровне кристаллической решетки отсутствуют, но придается твердость ранее пластичным материалам. Это особенно нужно конструкциям, образованным методом сварных соединений, а также инструментам, которым нужна особенная прочность. Метод предполагает температуру около 700, и спустя 20 часов постепенное охлаждение.
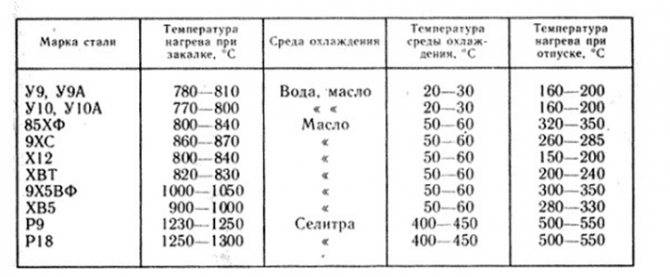
Технология закалки разных марок стали – как и для чего выполняется
Согласно ГОСТ на термообработку стали, закаливание разных марок может быть:
- С одним охладителем. Образец, доведенный до определенной температуры, погружают в жидкость. Там металл находится, пока не остынет до требуемой отметки. Применяется метод для углеродистых и легированных, а также изделий с несложной конструкцией.
- Прерывистой. Используются две среды. Металл сначала проходит быстрое охлаждение. Для этого подойдет вода. Затем продукцию погружают в масло. Это необходимо для медленного достижения определенной температурной отметки. Применяют способ для высокоуглеродистой стали.
При разных способах закалки отличаться могут не только получаемые качественные характеристики стали, но и цвета каления

- Ступенчатой. Изделия охлаждаются в среде, чья термоотметка превышает мартенситный уровень обрабатываемой марки. Во время остывания и выдержки, деталь по всему периметру становится температуры закалочной емкости. После этого осуществляется медленное охлаждение с закалкой. Так аустенит преобразуется в мартенсит.
- Струйной. Поверхность интенсивно обрызгивают водным напором. Паровой кокон при этом не образуется, благодаря чему можно добиться глубокой прокалки. Применяют если необходимо обработать только часть поверхности.
- Изотермической. Метод схож со ступенчатым закаливанием, но отличается временем выдержки. Сталь пребывает в среде ровно столько времени, сколько необходимо для завершения изотермического преобразования аустенита.
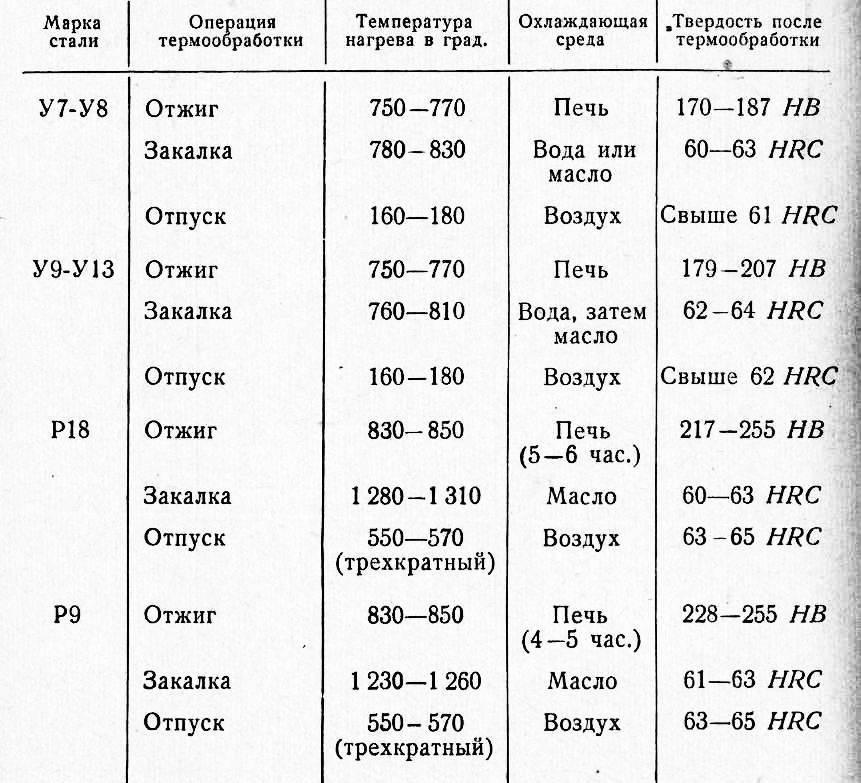
Основные температурные и временные режимы термообработки сталей – таблица показателей разных марок
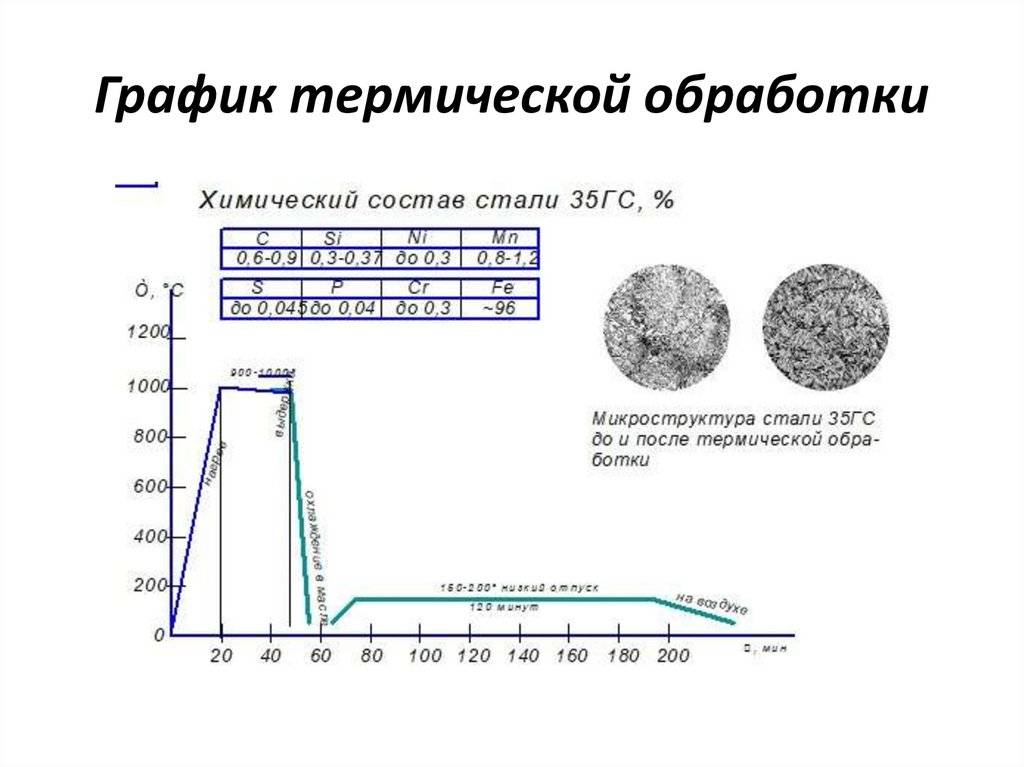
Термообработка: закалка, отпуск, нормализация, отжиг
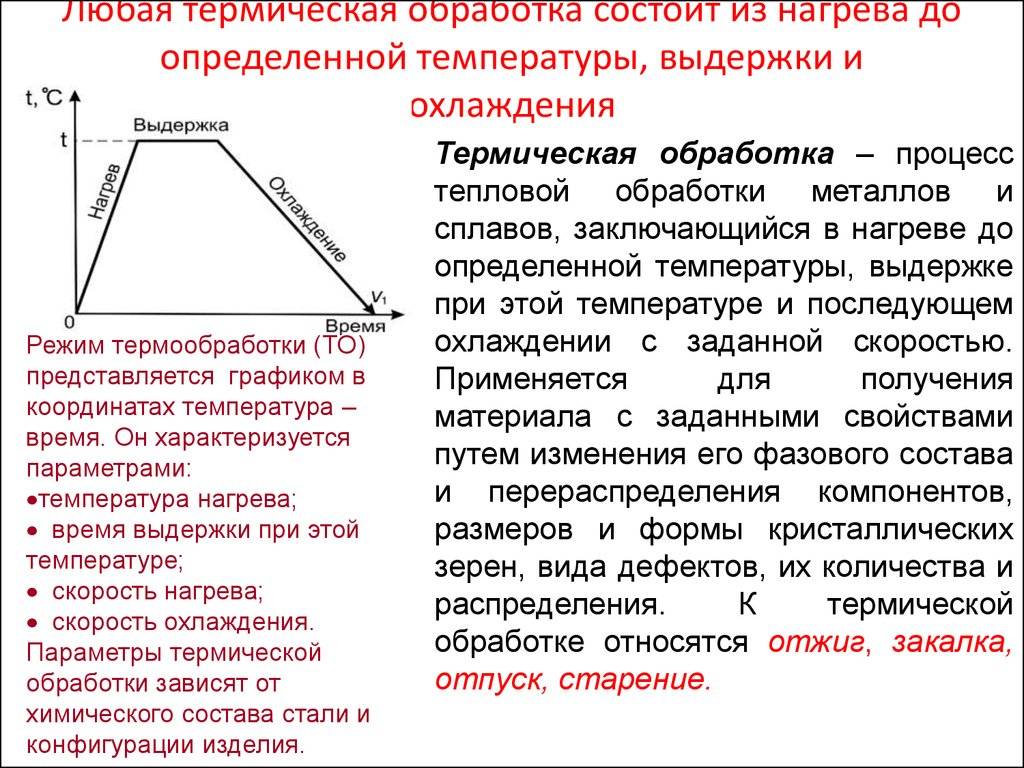
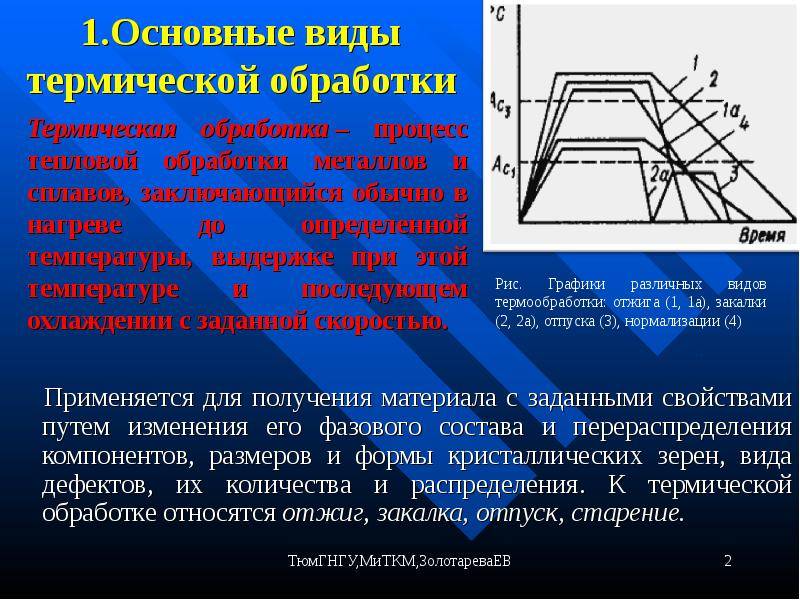
Металлоизделия, используемые в любых отраслях хозяйства должны отвечать требованиям устойчивости к износу. Для этого используется воздействие высокими температурами, в результате чего усиливаются нужные эксплуатационные свойства. Этот процесс называется термической обработкой.
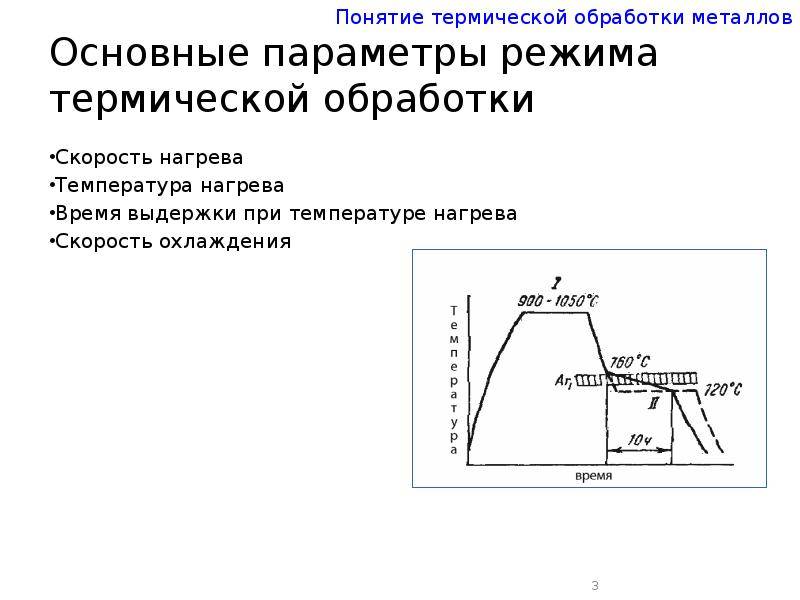
Термообработка представляет собой комплекс операций нагрева, охлаждения и выдержки металлических твердых сплавов для получения необходимых свойств благодаря изменению структуры и внутреннего строения. Термическая обработка применяется в качестве промежуточной операции для того, чтобы улучшить обрабатываемость резанием, давлением, либо в качестве окончательной операции технологического процесса, которая обеспечивает требуемый уровень свойств детали.
Различные методы закаливания применялись с давних пор: мастера погружали нагретую металлическую полоску в вино, в масло, в воду. Для охлаждения кузнецы порой применяли и достаточно интересные способы, например садились на коня и мчались, охлаждая изделие в воздухе.
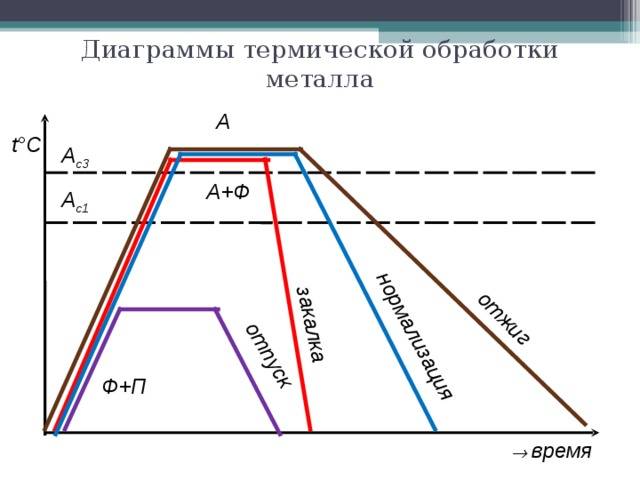
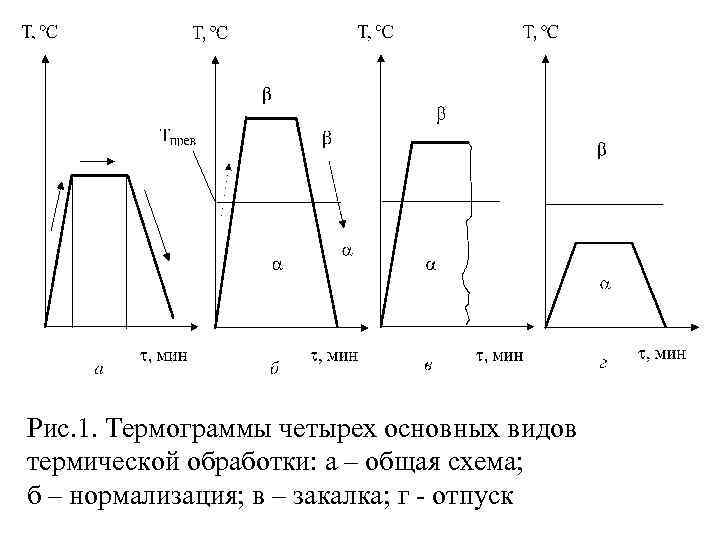
По способу совершения термическая обработка бывает следующих видов:
-Термическая (нормализация, закалка, отпуск, отжиг, старение, криогенная обработка).
-Термо-механическая. Включает обработку высокими температурами в сочетании с механическим воздействием на сплав.
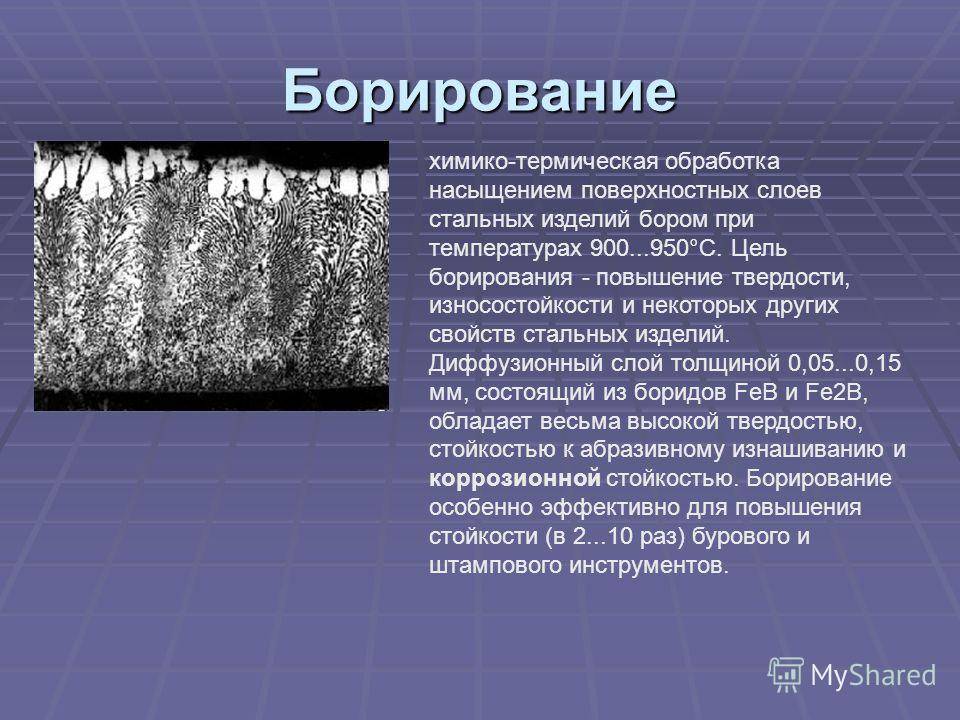
-Химико-термическая. Подразумевает термическую обработку металла с последующим обогащением поверхности изделия химическими элементами (углеродом, азотом, хромом и др.).
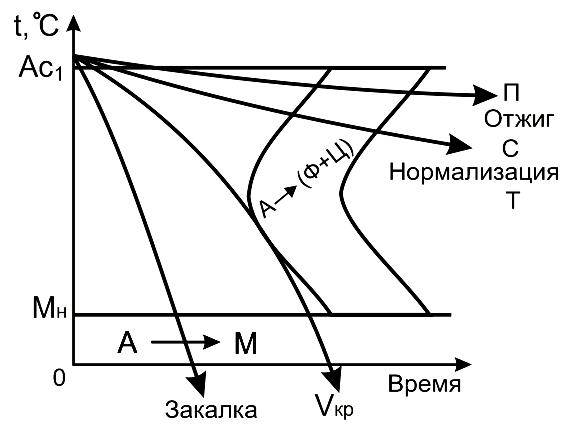
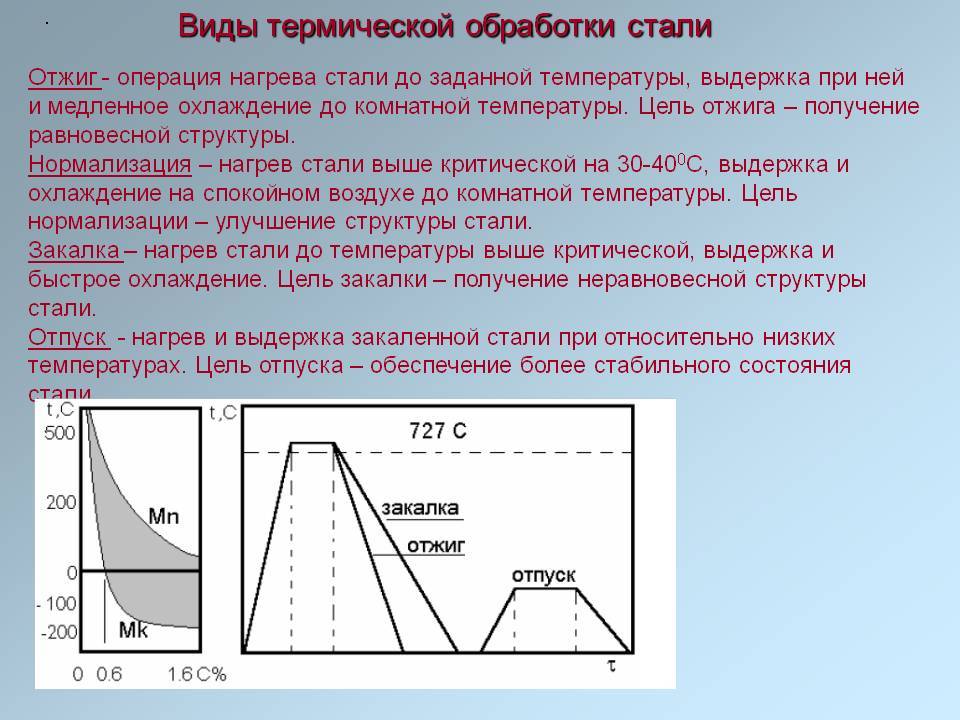
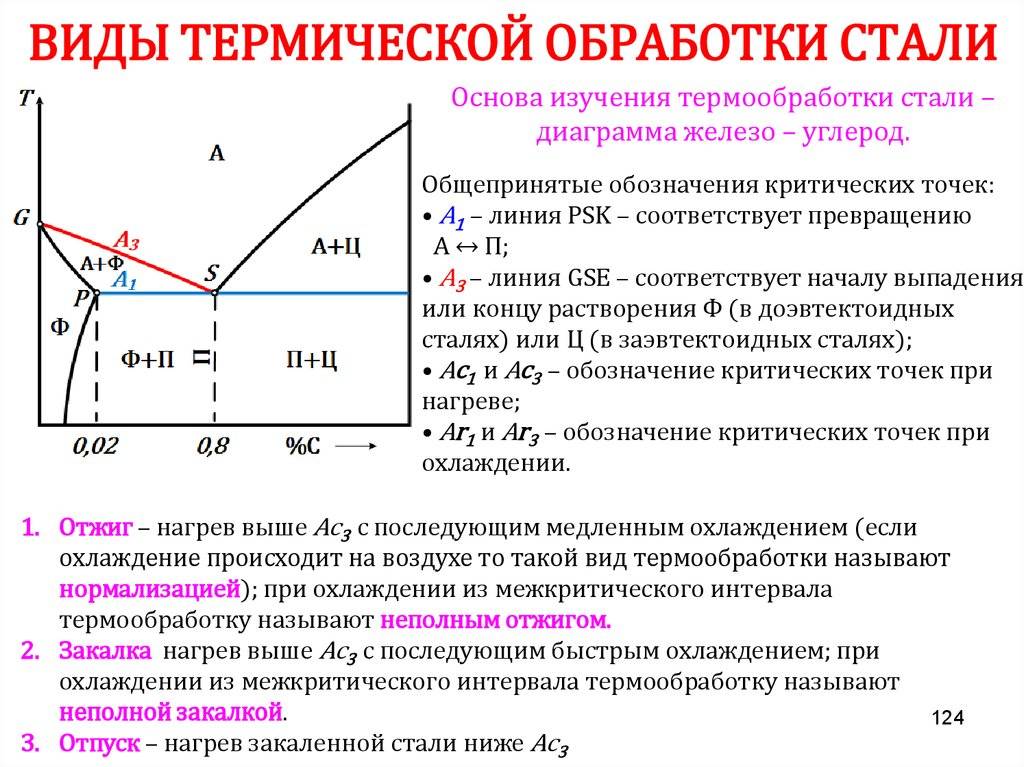
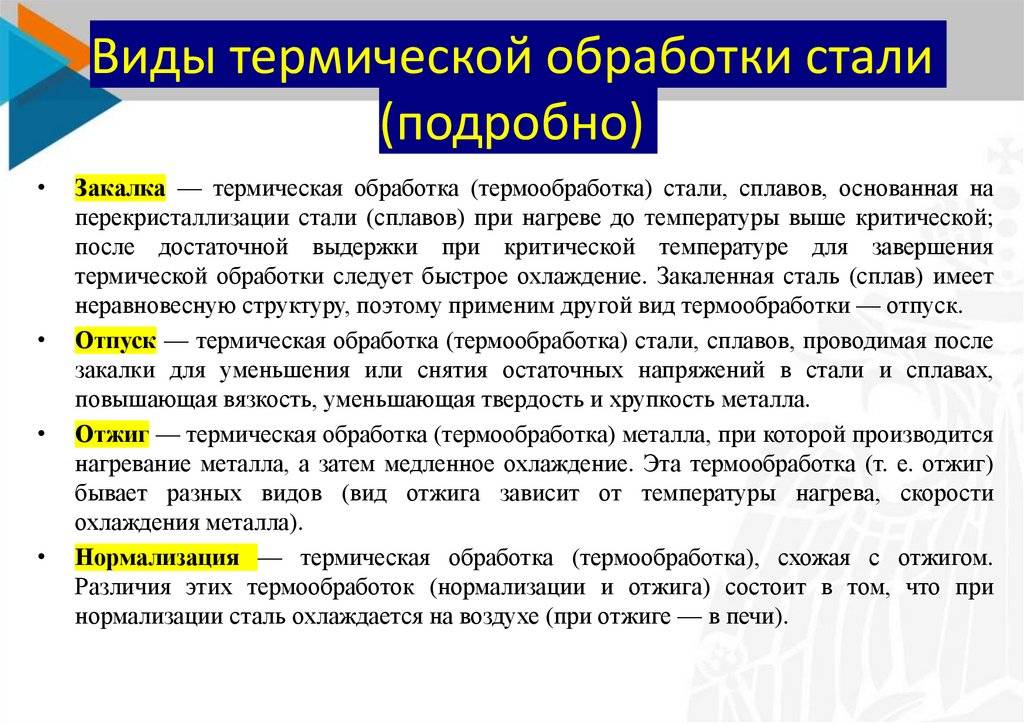
Основные виды термической обработки:
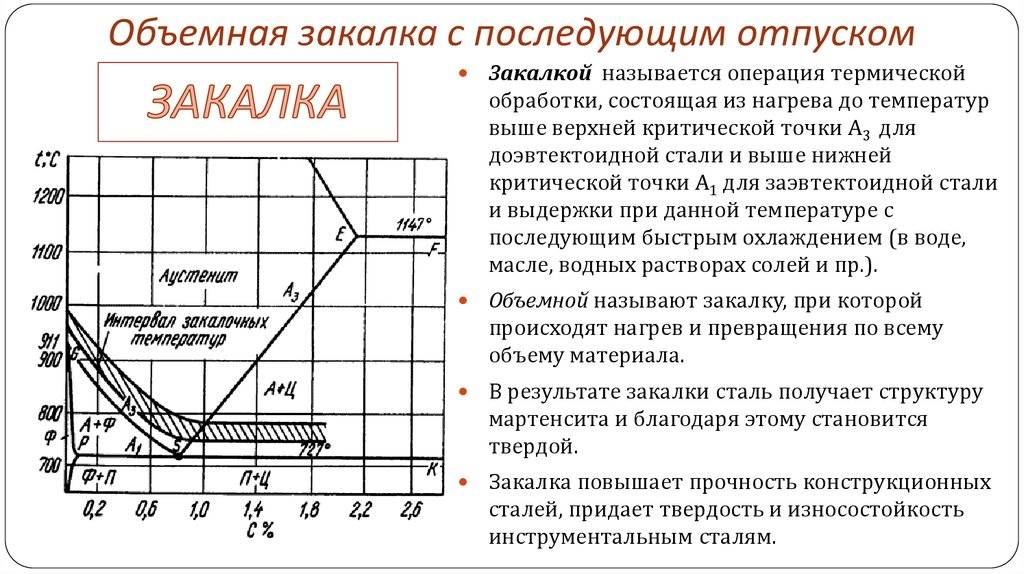
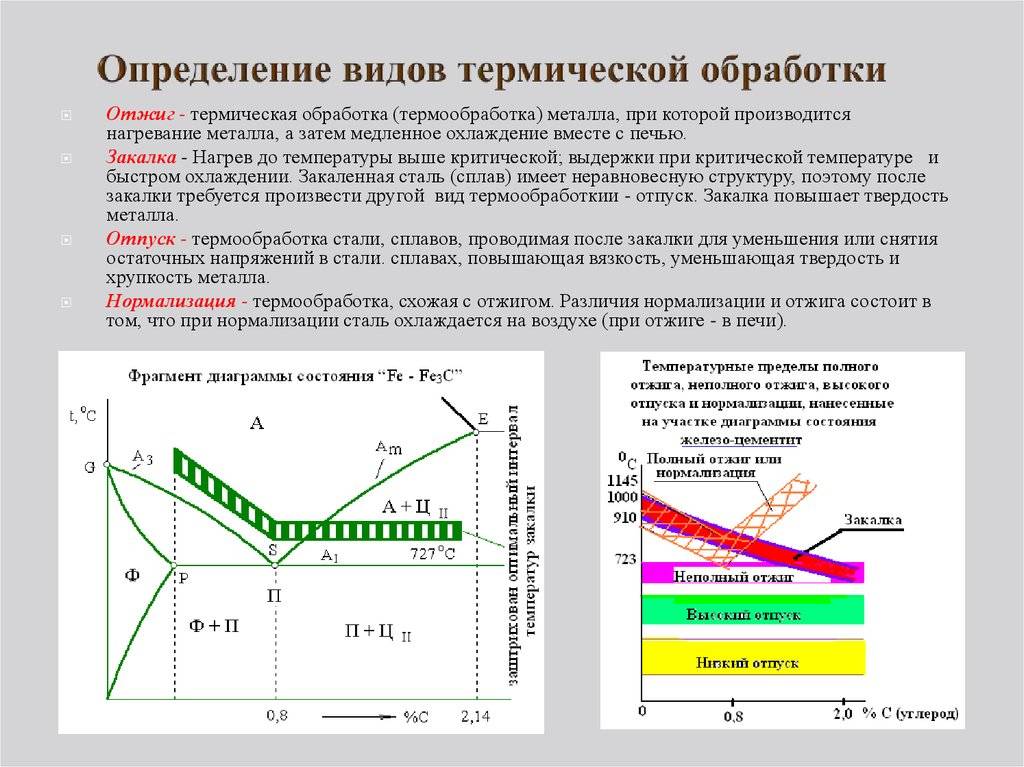
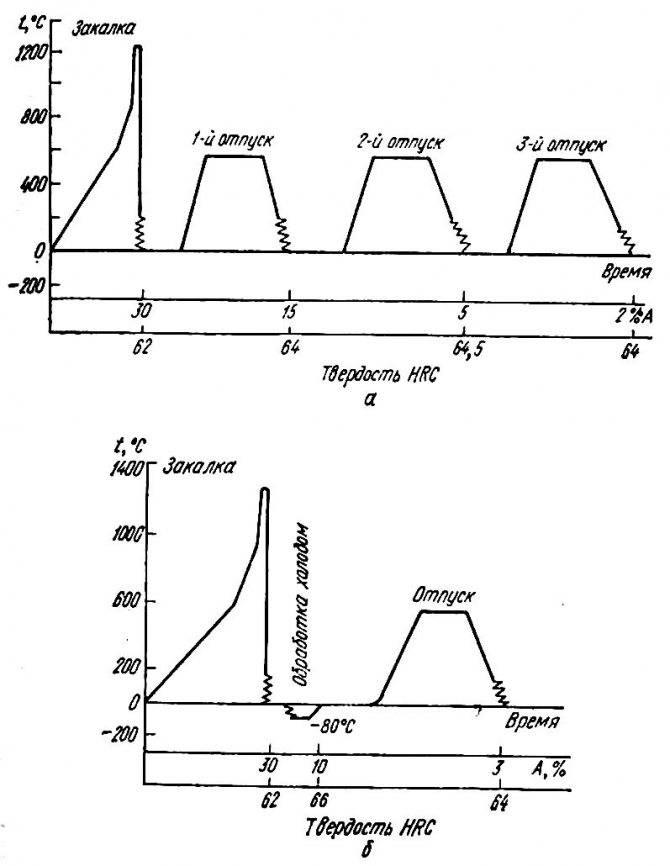
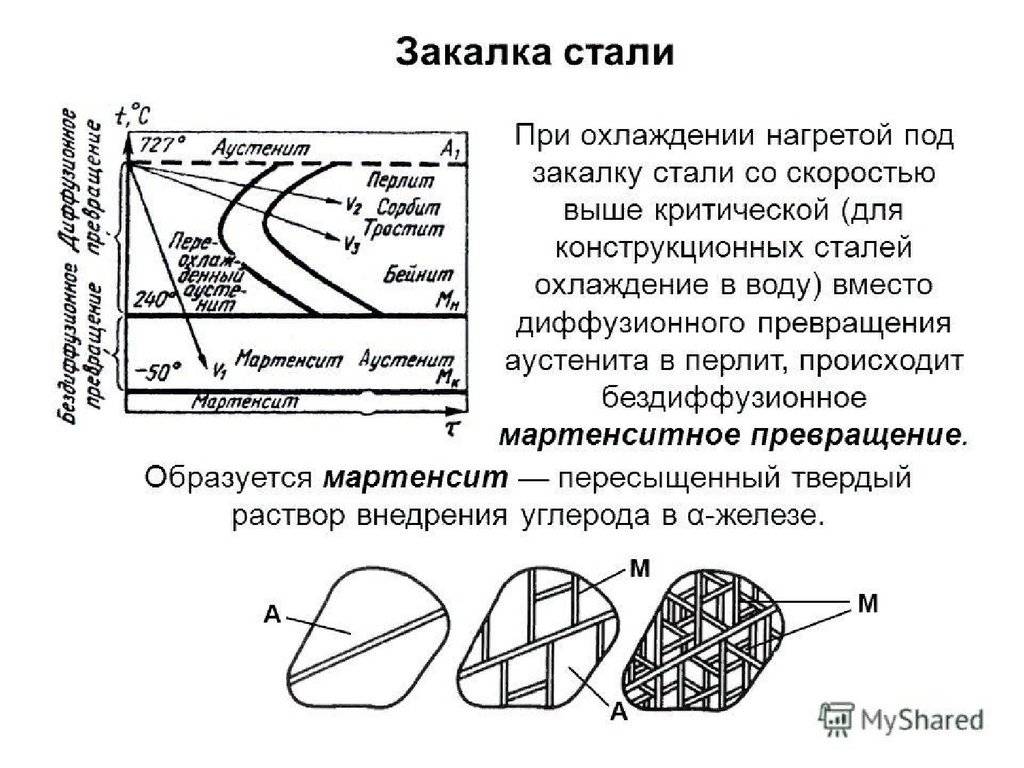
1. Закалка. Представляет собой вид термической обработки разных материалов (металлы, стекло), состоящий в нагреве их выше критической температуры с быстрым последующим охлаждением. Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.
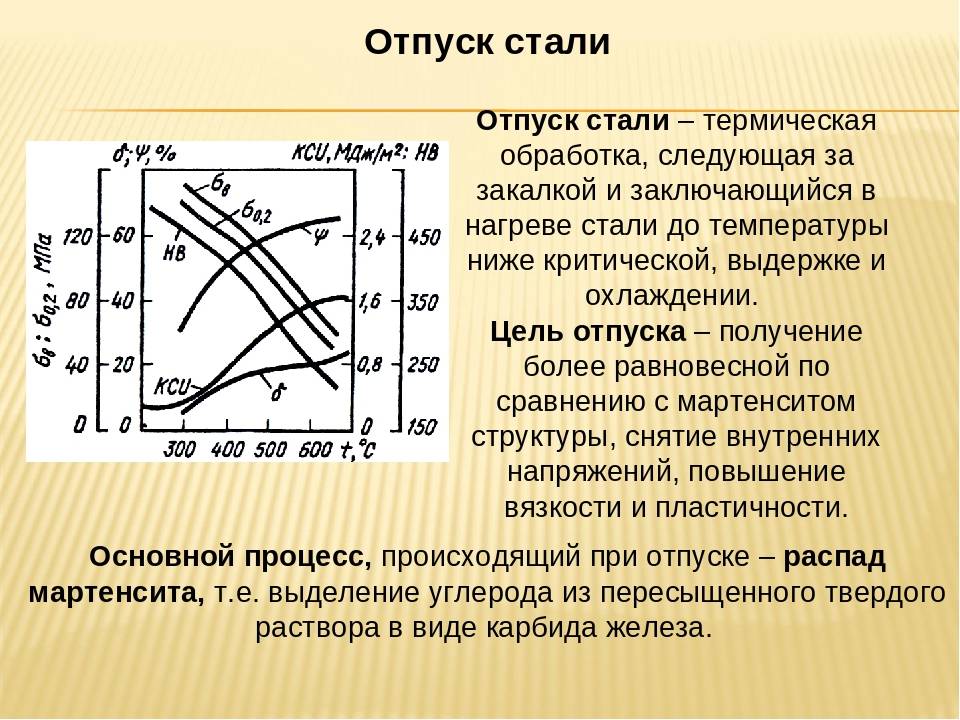
2. Отпуск – это технологический процесс, суть которого заключается в термической обработке закалённого на мартенсит металла либо сплава, основными процессами при котором являются распад мартенсита, рекристаллизация и полигонизация. Проводится с целью снятия внутренних напряжений, для придания материалу необходимых эксплуатационных и механических свойств.
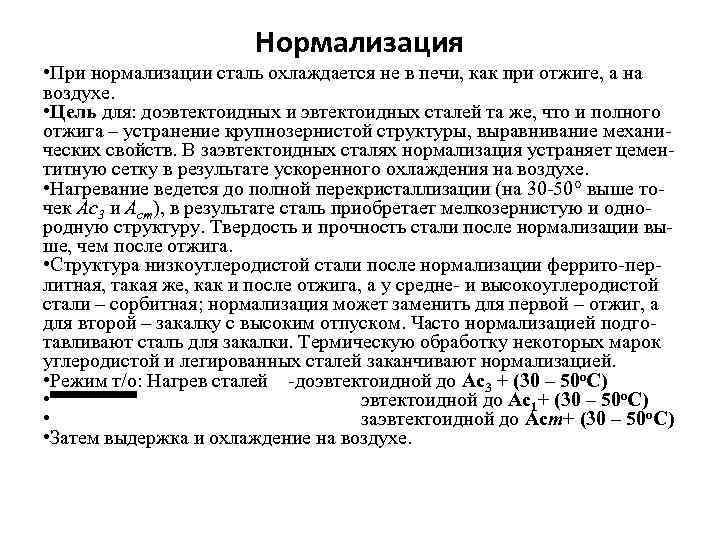
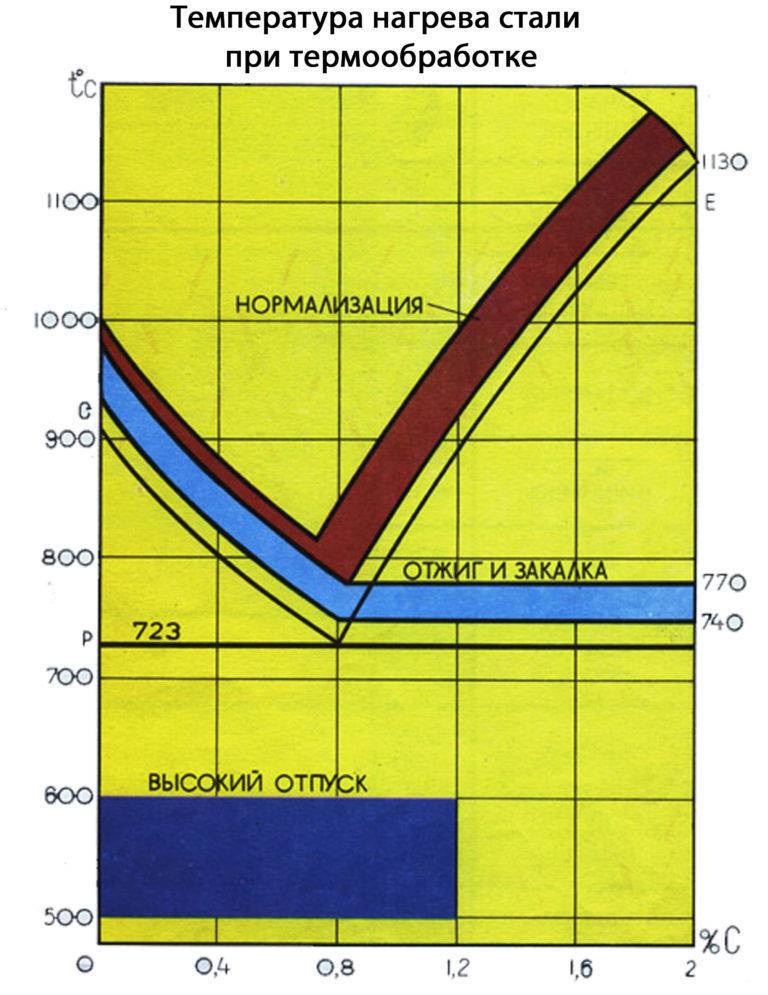
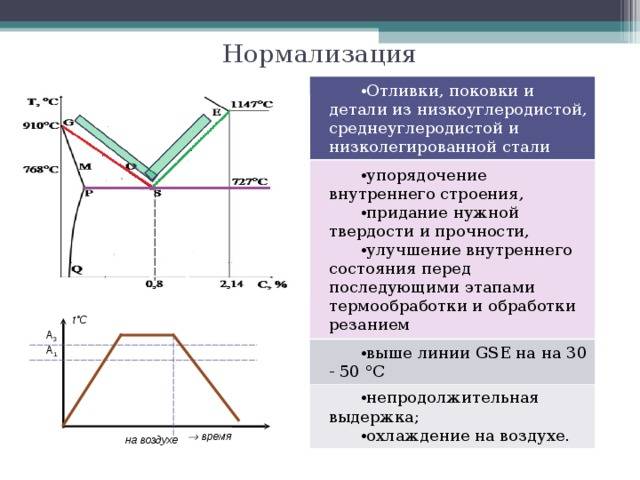
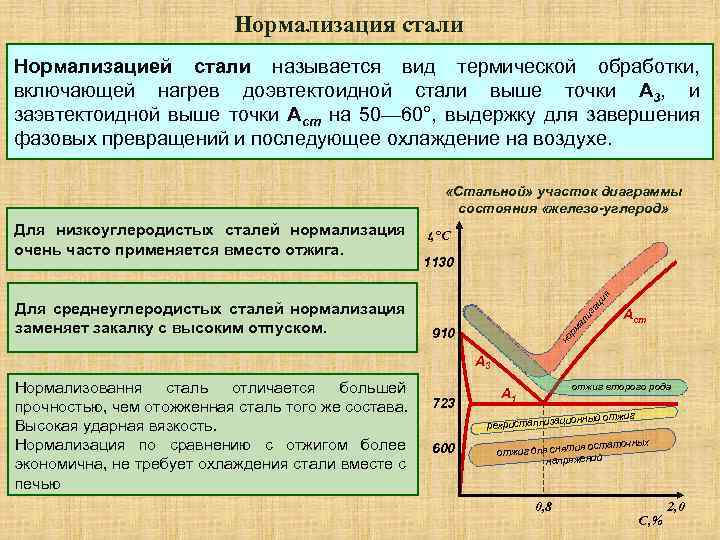
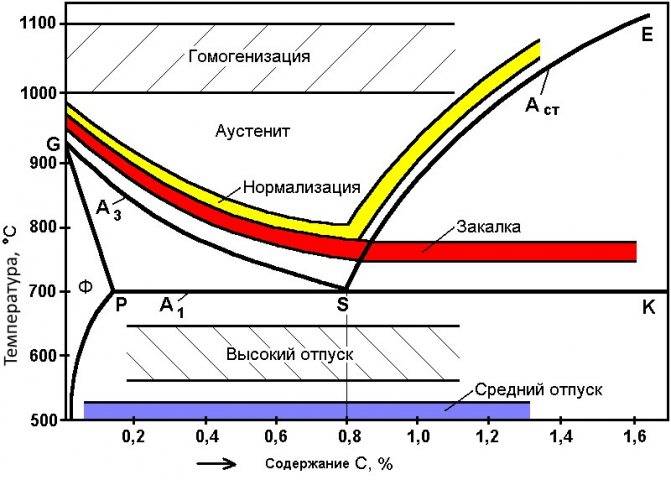
3. Нормализация. В данном случае изделие нагревается до аустенитного состояния и потом охлаждается на спокойном воздухе. В результате нормализации снижаются внутренние напряжения, выполняется перекристаллизация стали. В сравнении с отжигом, нормализация – процесс более короткий и более производительный.
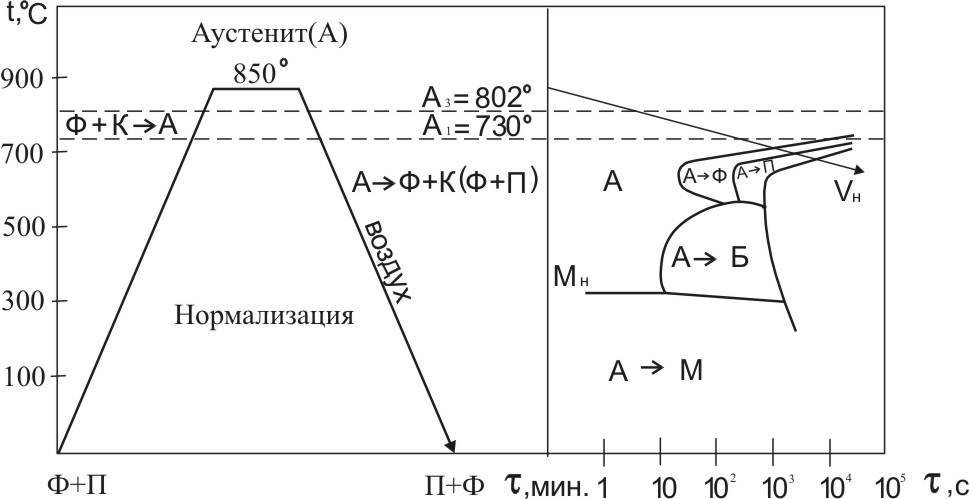
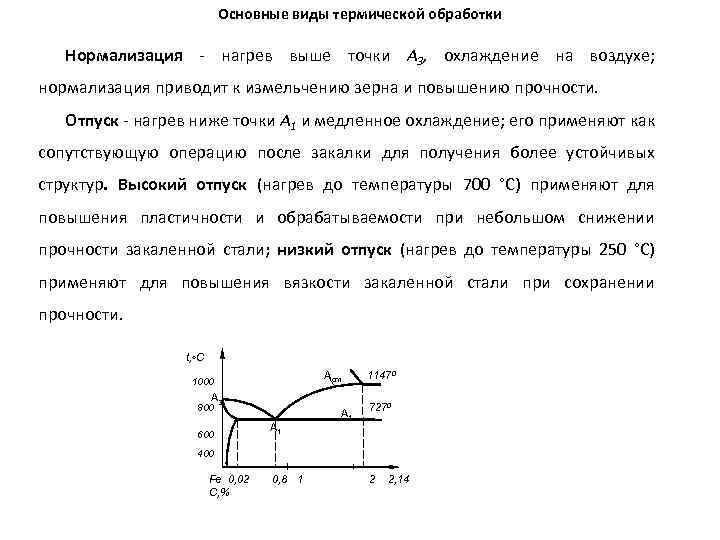
4. Отжиг. Представляет собой операцию термической обработки, заключающуюся в нагреве стали, выдержке при данной температуре и последующем медленном охлаждении вместе с печью. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали.
Цель отжига:
1) Снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
2) Уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
3) Снятие хрупкости и повышение сопротивляемости ударной вязкости;
4) Устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации.
Для цветных сплавов (алюминиевые, медные, титановые) также широко применяется термическая обработка. Цветные сплавы подвергают как разупрочняющей, так и упрочняющей термической обработке, в зависимости от необходимых свойств и области применения.
Термическая обработка металлов и сплавов является основным технологическим процессом в чёрной и цветной металлургии. На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.





