
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.Разработка проводится в следующей последовательности:

- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
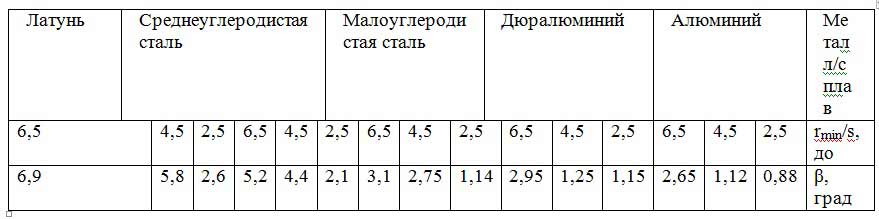
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения. Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость
а при больших деформациях — более точное уравнение вида
Таблица 2

Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

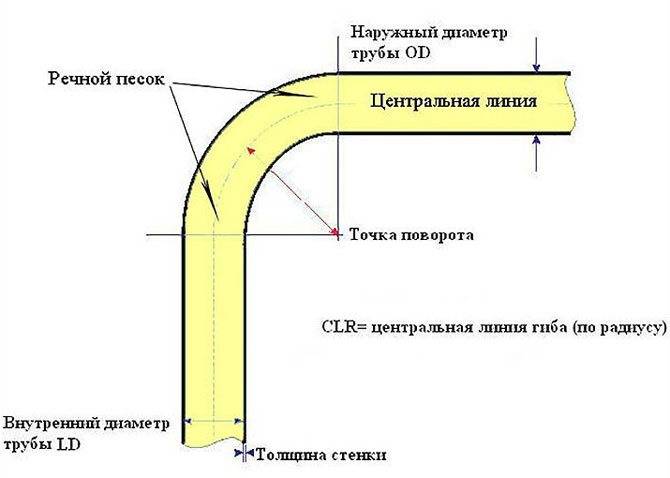
Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.










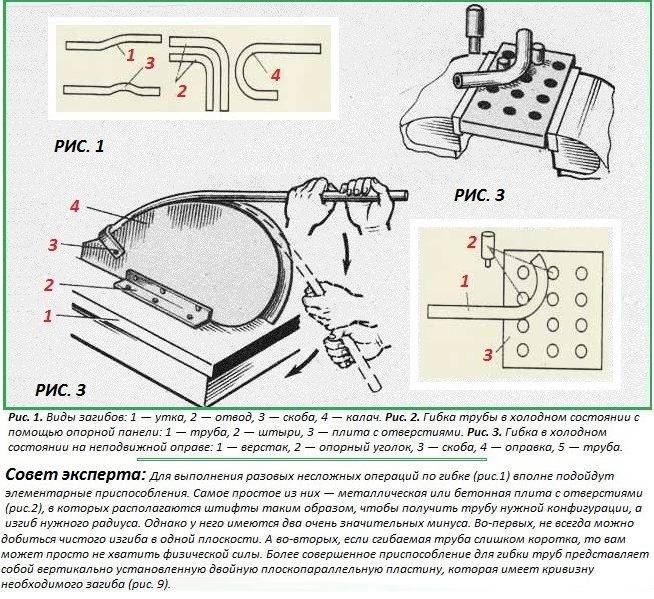
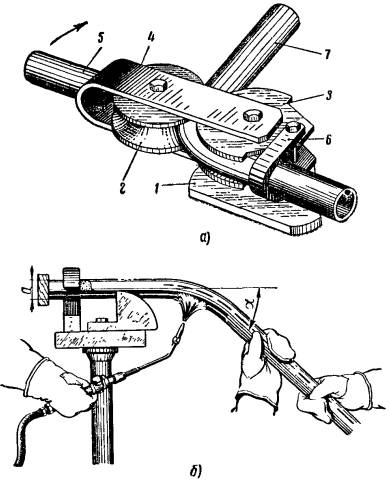
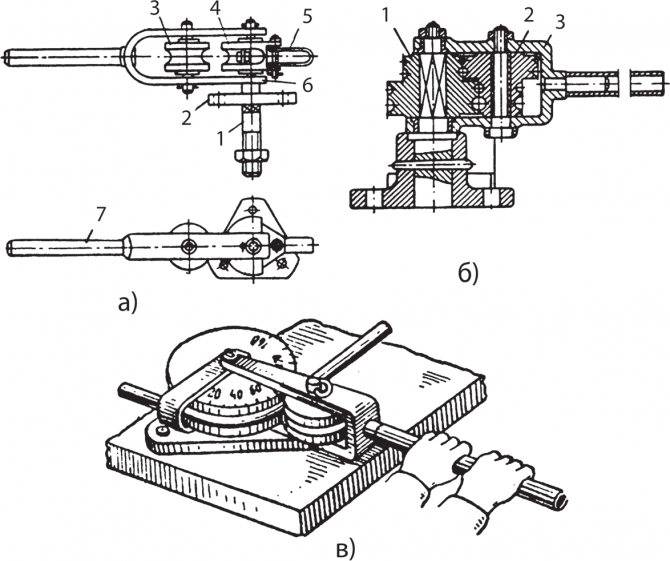
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
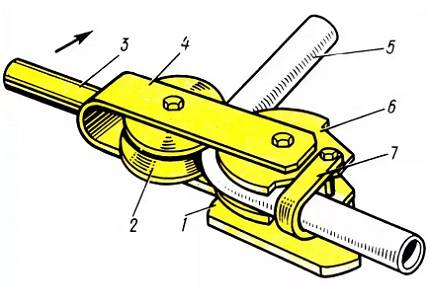
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.

Схема стенда для гибки профильных труб

Принцип изготовления несложного самодельного гибочного устройства
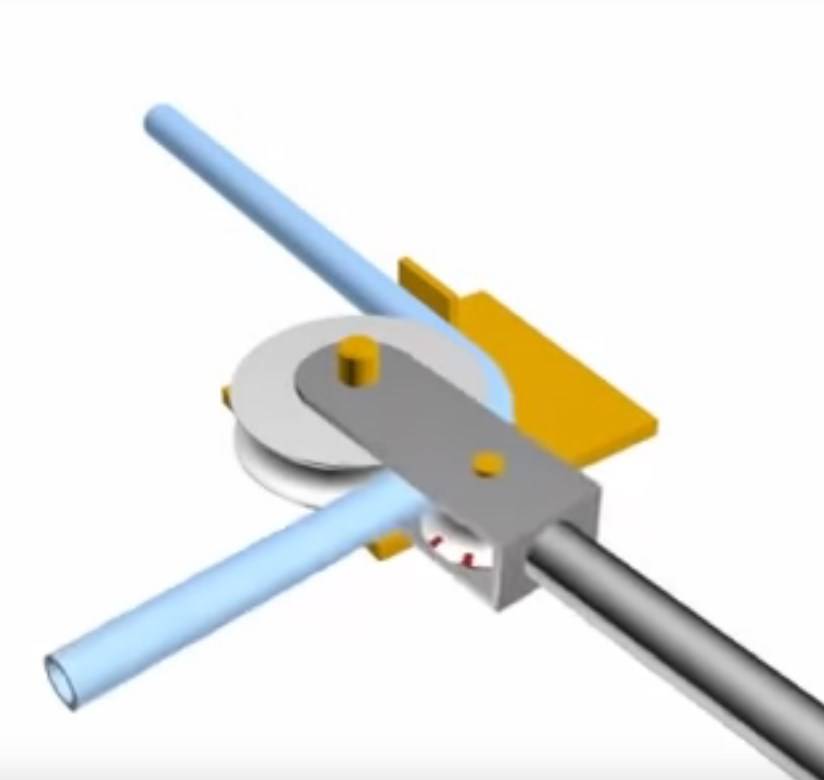
Гибка по оправке
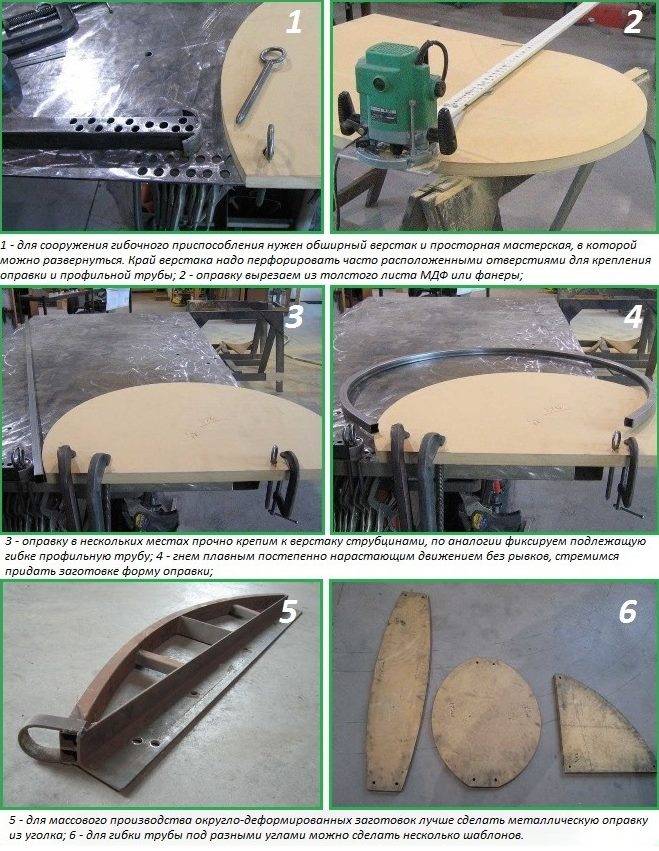
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
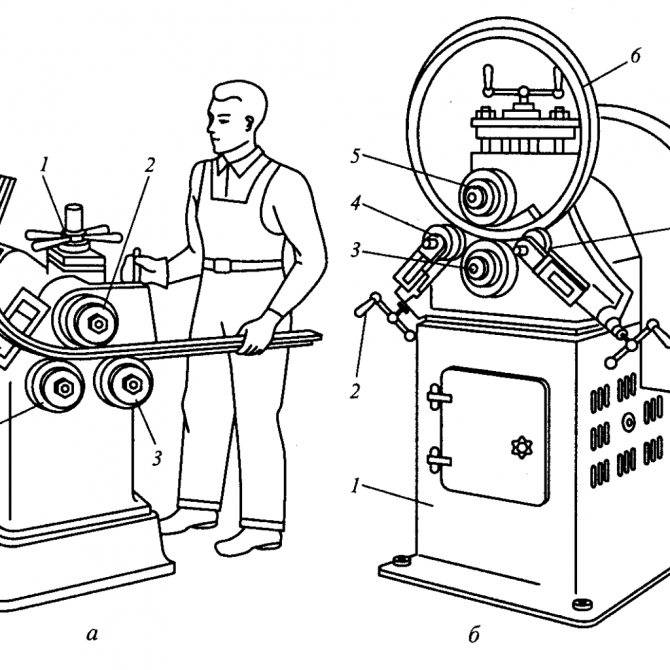
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Что можно гнуть, а что нет
Многие соотечественники задаются вопросом можно ли гнуть полипропиленовые трубы и как это сделать правильно ().
Рассмотрим то, какие материалы подлежат механической деформации без ущерба для последующей эксплуатации, а какие нет.
Можно гнуть практически весь металлопрокат, включая алюминиевые, медные и стальные трубы различного диаметра. Сложнее изменить конфигурацию изделий из нержавейки и аналогичных жестких сплавов.





Для правильной деформации всех без исключения металлов необходим специальный станок для гнутья труб. Использование специального станка не только обеспечит оптимальное качество сгиба, но и позволит выполнить поставленную задачу с минимальными физическими усилиями.
Некоторые сантехники из экономии фитингов разогревают полипропилен промышленным феном и гнут до требуемой формы. Делать это нецелесообразно, так как из-за деформации в сочетании с нагреванием изогнутая труба из пластика будет иметь неравномерную толщину стенок на внешнем и внутреннем радиусе.
В итоге эксплуатация построенного водопровода будет непродолжительной, так как под давлением жидкой среды, в тонкой стенке со временем появятся трещины.
Выбираем подходящий инструмент
Пружина — эффективный инструмент для работы с металлопластом. Пружины, представленные на рынке, бывают двух типов: внешние и внутренние. И тот и другой тип инструмента отличает доступная цена. Инструмент должен подбираться в соответствии с внешним или внутренним диаметром трубы.
Приспособление производится из полированной стали. Гладкая поверхность витков позволяет снять пружину с согнутой трубы. Применение пружины позволяет обеспечить одинаковый диаметр поперечного сечения на всем протяжении сгиба.
Трубогиб — это широкий ассортимент станков или приспособлений, предназначенных для деформации металлопроката с учетом требуемого угла и радиуса сгиба. Устройства активно применяются при строительстве трубопроводов различного назначения различной конфигурации и типоразмеров.
Классификация трубогибов
Все современные трубогибы соответствуют следующим требованиям:
- возможность сгиба на угол до 180 градусов;
- возможность работы с трубами, изготовленными из различных материалов, включая алюминий, медь, сталь и полимерные композиции.
Такое оборудование в соответствии с типом используемого привода подразделяется на следующие категории:
- Ручные модификации, как правило, применяются для работы с трубами малого диаметра. Устройство приводится в действие воротом, к которому прикладывается существенное мускульное усилие.
- Гидравлические модификации – это оптимальный выбор для работы с трубами, диаметр которых не превышает 3-х дюймов. Эксплуатация гидравлических устройств позволяет работать с трубами без чрезмерных физических усилий. На рынке представлены мобильные и стационарные гидравлические трубогибы.
- Электромеханические модификации представлены на рынке универсальными устройствами, предназначенными для выполнения высокоточного сгиба. Основным преимуществом таких трубогибов является возможность работы с тонкостенным металлопрокатом без угрозы повреждения.
В соответствии со способом гибки и конфигурацией рабочей части, инструмент может быть:
Арбалетным , где в качестве деформирующего элемента применяется сменная металлическая направляющая форма, которая подбирается под определенный диаметр труб.
Сегментным , где металлопрокат вытягивается специальным сегментом, оборачивающим трубу вокруг себя.
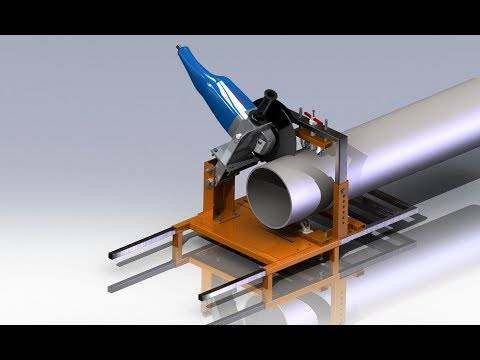
На фото — дорновый станок
Дорновым , где работа с металлопрокатом ведется как с внешней, так и с внутренней стороны трубы. Такая особенность позволяет применять устройство для изменения конфигурации тонкостенных труб без угрозы разрыва металла или образования складок по внутреннему диаметру.
Технология сгибания труб
Инструкция изменения конфигурации труб посредством внешней пружины следующая:
- Пружина одевается на металлопластовую ;
- Затем труба захватывается обеими руками на расстоянии 20 см от пружины и гнётся до получения нужного угла;
- После того как получен нужный угол, пружина проворачивается вокруг своей оси и снимается.
Применение внутренней пружины отличается тем, что устройство вставляется с краю трубы, где его потом можно будет вытащить.
Согнутый конец трубы можно получить, используя трубогиб. В этом случае устройство, в соответствии с его модификацией, настраивается под требуемые параметры. Затем труба вставляется в приемный зазор и устройство приводится в действие посредством того или иного привода.
Методы гибки труб и профилей
Процесс сгибания труб присутствуют во многих производственных операциях: в прокладке нефтегазовых трасс, тепловых магистралей, в монтаже сетей водопровода и водоотведения, систем промышленной вентиляции и кондиционирования. Гнутые трубы выполняют роль ответвлений, соединительных отрезков, отводов и ограждений в конструкциях различных механизмов и жестких металлических конструкций. Во всех случаях гибка труб производится с помощью трубогибочных машин





. Каждая технология изменения направленности трубы имеет свои особенности и показания, которые следует учитывать при выборе оборудования.
Особенности сварки нержавейки
Сварка нержавеющих труб обладает определенными отличительными характеристиками, которые напрямую связаны с качествами подобного металла
Прежде всего, нужно принимать во внимание, что трубы, выполненные из нержавейки, значительно хуже проводят через себя тепло по сравнению с обыкновенной высокоуглеродистой или низкоуглеродистой сталью. Это не очень положительный момент, так как высокая температура будет наблюдаться только в районе, где производятся основные работы, причем она отводиться практически не будет.
Этот момент также сложно отнести к положительным, так как из-за этого качества элементы, сделанные из нержавейки, будут сильно деформироваться, на их поверхности могут появляться трещины. Чтобы минимизировать подобное качество при сварке труб из нержавеющей стали, желательно делать между ними довольно большой зазор, благодаря которому все деформационные моменты будут сводиться практически к нулю.
У нержавеющей стали достаточно высокое сопротивление, что обязательно сказывается в случае, если используют высоколегированные электроды, так как они начнут сильно нагреваться и быстрее расплавляться. Соответственно, качество сварного соединения будет значительно ниже. Если человек все же решил использовать данный расходный материал, что лучше всего брать электроды наименьшей длины.

Преимущества бестраншейного метода
Укладка трубопровода бестраншейным методом, то сравнению со стандартной траншейной технологией обладает следующими преимуществами:
- сниженная стоимость работ. При выборе такого способа укладки не надо проводить дорогостоящие земляные работы;
- оперативность прокладки трубопровода, достигаемая за счет сокращения выполняемого перечня работ;
- отсутствие необходимости привлечения большого количества специалистов, что в определенной мере также снижает конечную стоимость трубопровода;
- максимальная безопасность для окружающей среды, деревьев и иных насаждений;
- универсальность, то есть возможность прокладки в любой местности и при любых условиях;
Прокладка трубопровода под естественным водоемом
- возможность выполнения работ по прокладке трубопровода в любое время года, независимо от промерзания почвенного слоя;
- безопасность метода.
Единственным существенным недостатком бестраншейного метода в данный момент времени является отсутствие большого количества квалифицированных рабочих и необходимого оборудования, так как технология является относительно новой и только завоевывает преимущественное положение.
Возможные осложнения в ходе работы
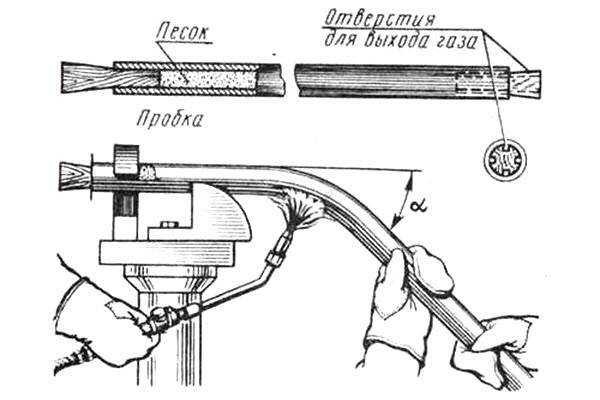
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
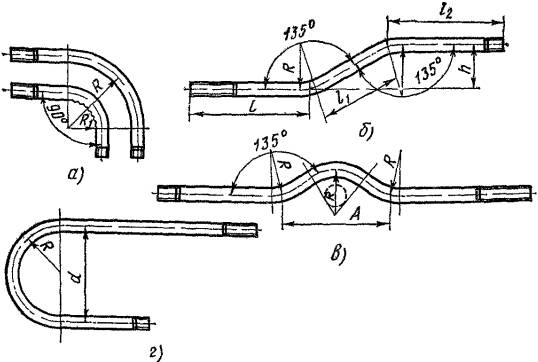
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.





Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
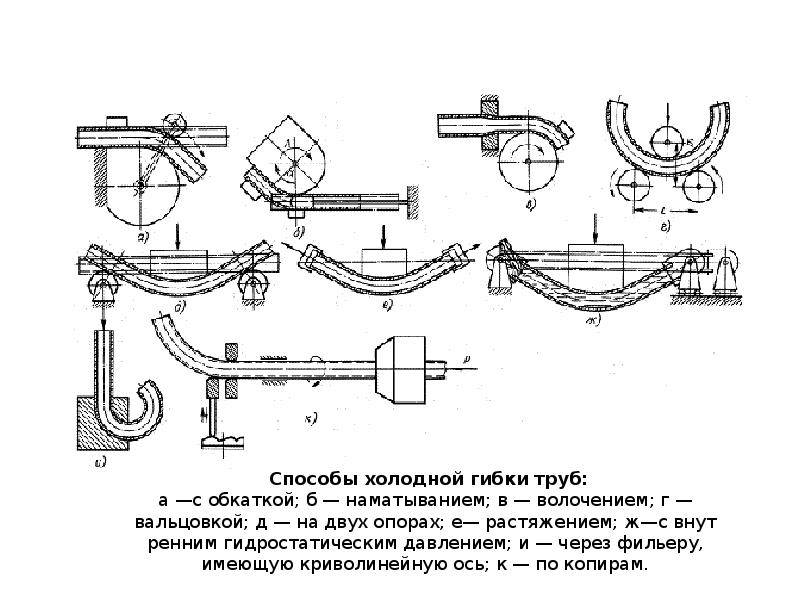
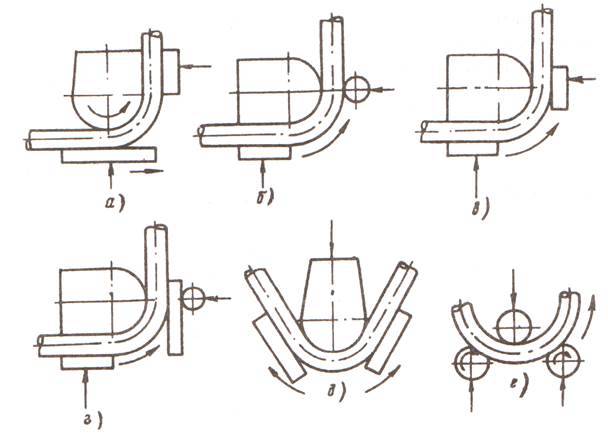
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.

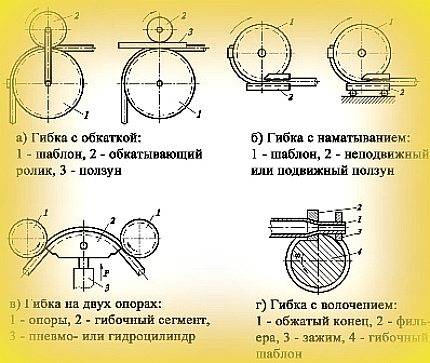
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
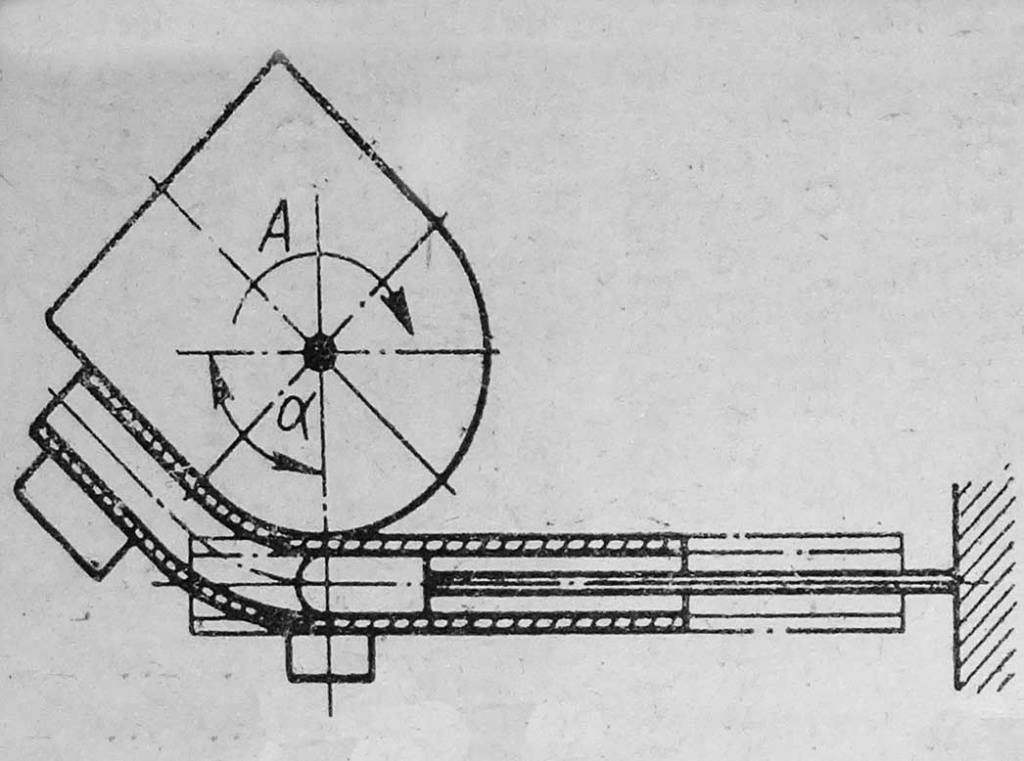
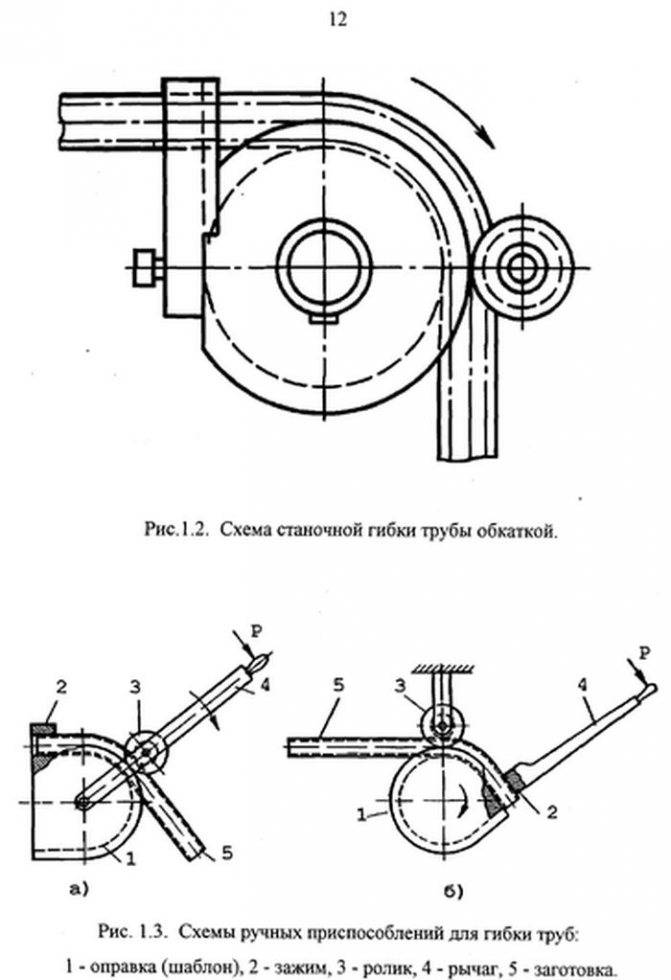
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Самым простым дорном для труб диамом до 32 мм может служить стальной канат, один конец которого закреплен в рукоятке, а второй соединен с проволокой для протягивания каната в просвет. Диам дорна должен быть меньше внутреннего диама трубы на 0,1 – 0,5 мм.
При работе с дорном на внутренней поверхности трубы могут возникать насечки и задиры в результате больших контактных усилий. Чаще всего это наблюдается при гибке труб из нержавейки. Профилактика этих недостатков достигается соответствующим выбором материала дорна, чистотой его поверхности и смазкой.
Лучше всего смазывать внутреннюю и наружную стенки заготовки. Для этого короткие трубы перед сгибанием погружают в ванну со смазочным маслом. К месту изгиба длинной трубы, удаленному от ее концов, смазку лучше подводить через отверстия дорна. Для смазки используют машинное масло или антикоррозионную мыльную эмульсию.
Гибка на двух опорах
Труба укладывается на две опоры, поворачивающиеся вокруг своих осей по мере изгиба заготовки. Шаблон для гибки соединяется со штоком гидравлического или винтового домкрата таким образом, чтобы усилие изгиба прикладывалось в середине трубы между опорами. Этим методом можно гнуть трубу диамом до 351 мм. Оборудование данного типа особенно удобно, когда элементы трубопровода надо загнуть непосредственно на строительном участке.
Используется для того, чтобы загнуть трубу небольшого диама в кольцо или спираль. На гибочных вальцах заготовка перемещается в направлении вращения роликов и приобретает кривизну, определяемую взаимным расположением этих роликов.
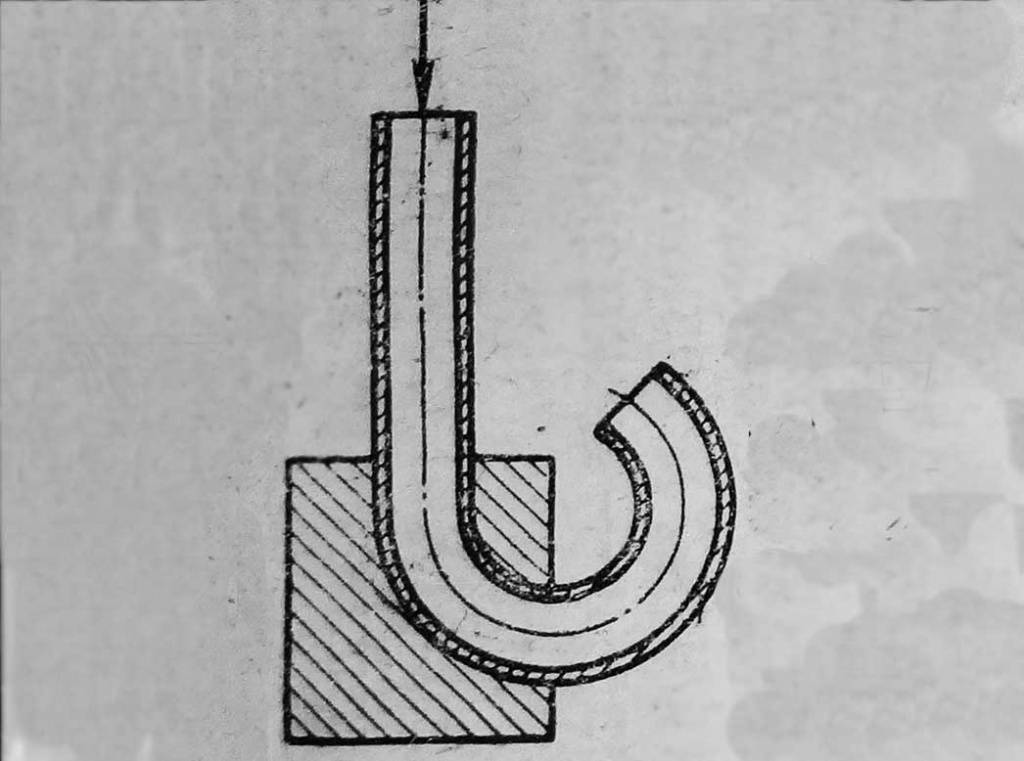
Тонкостенную цельнотянутую трубу можно согнуть способом волочения. Сущность метода заключается в том, что в качестве заготовки берется труба большего диама, чем требуемая, и укороченной длины. Конец заготовки обжимается под нужный диам, затем продевается через фильеру и удерживается зажимом, укрепленным на гибочном шаблоне. Вращением шаблона труба протягивается через фильеру и одновременно загибается вокруг него.
Гибка с растяжением
Преимущество данного способа заключается в уменьшении возможности образования деформаций внутренней стенки трубы в месте изгиба. При этом труба фиксируется по краям, растягивается и одновременно сгибается с помощью выдвижения гибочного шаблона.
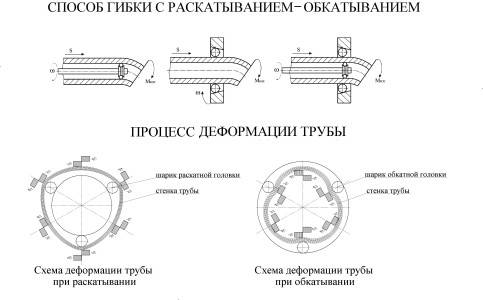
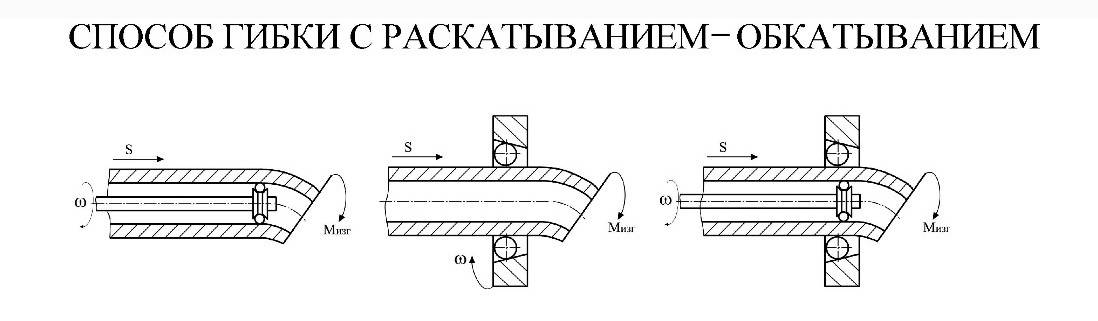
Гибка труб с помощью раскатывания.
Гибка с внутренним гидростатическим давлением
Выполняется нагнетание жидкости в трубу, в концы которой предварительно вставлены заглушки. В результате возникающих в стенке напряжений металл доводится до состояния, близкого к пластическому. Затем к месту изгиба подводят гибочный шаблон, который гнет трубу.








В основном применяется, чтобы гнуть трубы из нержавейки диамом от 3/16″ до 3/8″. Метод состоит в проталкивании заготовки через подвижную и неподвижную матрицу. Величина смещения матриц относительно друг друга определяет кривизну изгиба. Данным способом на одной трубе можно сделать до 20 изгибов в разных плоскостях.
Описанные способы изгиба труб эффективны в условиях промышленного производства и строительства, позволяют получить качественные результаты, регламентированные отраслевыми стандартами.
От чего зависит цена гибки металлических труб
Стоимость гибки труб постоянно меняется. Однако мы может обозначить влияющие на эту цену факторы, которые делятся на внешние и внутренние.
Внешние условия, влияющие на стоимость гибки трубы:
- цена материала, из которого сделана труба (если его не дает заказчик);
- его доставка;
- стоимость израсходованных коммунальных ресурсов (воды и электрической энергии).
Внутренние:
- стоимость работы конкретного мастера;
- размер дуги изгиба;
- цена правки (при необходимости);
- прочие дополнительные работы.
Стоимость каждого конкретного заказа рассчитывается индивидуально. Цена формируется из сложения стоимостей всех вышеперечисленных факторов, а также из ценовой политики компании и экономической ситуации в стране.
Гибка металлических труб может оказаться непростым делом. Некоторые виды работ невозможно выполнить без наличия специализированного оборудования и привлечения опытных мастеров
Поэтому в случае необходимости выполнения сложных операций надо обращать основное внимание не на ее стоимость, а на два указанных выше момента
Виды оборудования для гибки труб
Все гибочные агрегаты можно разделить на три группы в соответствии с типом привода:
- Устройства с прокатным приводом. Такие приспособления имеют ручное управление. С их помощью можно выполнить гибку тонкостенных металлических или полимерных труб малого диаметра. Плюсы такого оборудования: низкая себестоимость работ, возможность сделать все своими руками. Минусы – необходимость применения физической силы мастера, малый диапазон диаметров труб, невозможность работы с заготовками нестандартных размеров.
- Устройства с механическим (гидравлическим) приводом. Способ гибки труб с их применением считается универсальным. Профессиональные устройства такого типа используются в строительстве, промышленности и других областях. Плюсы гидравлических установок: более высокая производительность, чем у предыдущего вида гибочных станков, за единицу времени обрабатывается большое количество заготовок, есть возможность работы с трубами крупного сечения. Минус один, но весомый: при выходе из строя гидравлического цилиндра его нельзя починить – только полная замена.
- Устройства с электрическим приводом. Электромеханические агрегаты часто можно встретить на площадках капитального строительства и на промышленных предприятиях. Способы гибки труб при помощи оборудования такого типа отличаются высокой точностью, качеством готовой продукции и большой производительностью. Сегодня существует немало моделей электромеханических гибочных станков. Некоторые из них справляются даже с трубами большого диаметра, причем точность такой манипуляции очень высока. Минусом устройства этого типа является его низкая мобильность, которая обусловлена весом станка и необходимостью подключения к сети электропитания.

В соответствии с принципом действия оборудование делится на следующие виды:
- Автоматическое – управление устройством осуществляется системой с ЧПУ, предварительно настроенной мастером. Производственный контроль проводится автоматически, при помощи датчиков.
- Рычажное – имеет ручное управление, воздействие на объект происходит с применением физической силы мастера. При работе с тонкостенными заготовками этим способом гибки труб можно достичь угла в 180°.
- Арбалетное – придает заготовке форму угла в 90°. Это устройство не занимает много места. С его помощью можно обрабатывать заготовки из полимеров и цветных металлов.
- Гидравлическое – воздействие на трубу происходит при помощи гидроцилиндрического станка.
- Арочное – устройство с ручным управлением. Гибка происходит за счет пропуска трубы через шаблонный сегмент.
- Трехвалковое (роликовое) – агрегат с ручным приводом, оказывает воздействие на обрабатываемую деталь при помощи системы из трех роликов. Использование этого способа гибки труб позволяет обрабатывать заготовки из твердых металлов, сокращает риск появления трещин или деформаций.
- Пружинное – изготовлено из пружинной стали. Во время работы в полость трубы помещают пружину, затем мастер прикладывает физическую силу для изменения формы заготовки. Такой метод обработки подходит для бесшовных заготовок небольшого диаметра.
Выводы и полезное видео по теме
Способов ручного изгибания профилированных труб довольно много. И все они имеют общий недостаток: требуется очень большое усилие для их сгибания. Физически неподготовленный мастер может и не справиться с такой работой. Изгибание деталей с помощью специализированных устройств намного проще, точнее и не требует особых физических усилий.
Проблема в том, что стоимость такого оборудования достаточно велика. Поэтому покупать прибор только для того, чтобы выполнить разовую работу, безусловно, нерентабельно. Лучший вариант – аренда специализированного оборудования, что позволит за небольшую плату получить профильные изделия, согнутые точно по шаблону.
https://youtube.com/watch?v=AFHCwZTBe8I
Если у вас есть необходимые навыки, поделитесь, пожалуйста, опытом с нашими читателями. Форма для отзывов расположена под статьей. Там же можно по теме статьи, а мы постараемся оперативно на него ответить.





