
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Машины для сварки труб ПНД
Машины для сварки труб ПНД широко используются в сфере строительства и прокладки трубопроводов напорного типа из полимерных материалов, требующих соблюдения основных стандартов ГОСТа и также полиэтиленовых фитингов для них: тройников, отводов, втулок и т.д. Базовым принципом проведения контактно-стыковых сварочных работ является соединение механическим способом с определенным усилием, или с помощью гидравлического привода, и охлаждение под давлением предварительно отшлифованных и подогнанных по диаметру торцов полиэтиленовых труб с дальнейшим нанесением номера стыковочного шва на корректно выполненном грате.
Принцип проведения стыковых сварочных работ достаточно прост и состоит из следующих базовых процедур:
- размещение труб в центраторе сварочной машины;
- торцевание и выравнивание торцов двух свариваемых труб;
- оплавление торцов нагревательным элементом;
- соединение и охлаждение под давлением;
- освобождение труб из зажимов центратора;
- нанесение номера шва.
Центрование по соосности, торцевание и выравнивание, нагревание и прижимание под давлением — это основные функции сварочных машин для сварки труб. В настоящее время в России построено два крупных завода по производству сварочного оборудования и их комплектующих. Современные производственные технологии и опыт ведущих российских и зарубежных инженеров позволяют производить оборудование не сложное по применению и высокое по производству качественного сварочного шва. Российское производство с позиции экономической выгоды держит Низкие Цены при высоком качестве.
Мы готовы предложить сварочные машины следующих производителей с бесплатной доставкой по всей России.
Сварочная машина бывает 3 типов:
- Ручная, или механическая;
- Полуавтоматическая;
- Автоматическая машина для контролируемой сварки и проведения протоколирования в онлайн режиме, а также возможностью дистанционного управления режима сварки.
Вы можете подобрать наиболее подходящий для Вас способ проведения сварочных работ и приобрести необходимое оборудование предварительно сделав выбор в пользу цены или автоматизации сварки.
Ниже мы описали вкратце процессы и преимущества каждого вида сварочного оборудования:
РУЧНАЯ, или МЕХАНИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 32 до 315 мм.
Сварочный процесс: выставление параметров сварки производится вручную согласно таблиц, указанных в инструкциях по сварке. Весь процесс, начиная с позиционирования и заканчивая извлечением сваренных труб происходит вручную.
Преимущество: ЦЕНА, мобильность. Возможность использования в «полевых условиях».
ПОЛУАВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 160 мм до 500 мм
Сварочный процесс: Конструкционной основой полуавтоматических сварочных машин является гидравлический привод центратора. Сварочные параметры задаются специалистами вручную, соединение свариваемых труб производится с помощью гидравлической системы центратора, что позволяет упростить процесс сварки и не требует приложения физической силы со стороны работников. При этом использовать данные аппараты можно при работе с трубами бОльшего диаметра, экономя на цене.










Преимущества: Цена достаточно низкая с учетом наличия гидравлического привода. Возможность использования в «полевых условиях».
АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 530 мм до 1600 мм
Сварочный процесс: полностью автоматизированная сварка, производимая под компьютерным управлением. После ввода специалистом в блок управления всех необходимых характеристик трубы (диаметров, материалов изготовления) режим для сваривания устанавливается и настраивается автоматически, позволяя избежать ошибочных настроек со стороны человеческого фактора. Сам процесс центрования, нагревания и сжимания труб производится самостоятельно, без человеческого вмешательства, с последующим выводом циклограммы сварки на протоколере с возможностью последующего переноса на ПК через USB. Более того, управлять процессом сварки возможно дистанционно.
Преимущество: ПРОФЕССИОНАЛЬНОЕ оборудование, позволяющим получать высокое качество и герметичность свариваемых швов. Качество грата во всегда получается без погрешностей и соответствует нормам. Используется для сварки трубопроводов напорного типа, в том числе питьевого водоснабжения, требующие полного соответствия нормам ГОСТа.
По вопросам приобретения оборудования для сварки полиэтиленовых труб звоните:
8.
Будем рады сотрудничать с Вами!
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | — |
| ZERN-800 Plus | 160 | 1,45 | — |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | — |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | — |
| ZEEN-4000 | 1200 | 4 | + |
Достоинства
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
Недостатки
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
Достоинства
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
Недостатки
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
Достоинства
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
Недостатки
Цена выше средней.
2. Robu
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
Достоинства
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| 160 HL | Механический | 160 | 1,3 |
| 160 EL | Механический | 160 | 2,2 |
| 160 GL | Гидравлический | 160 | 2,8 |
| 225 HL | Механический | 225 | 1,9 |
| 225 EL | Механический | 225 | 3,2 |
| 225 GL | Гидравлический | 225 | 3,4 |
| 315 HL | Механический | 315 | 2,9 |
| 315 EL | Механический | 315 | 4,2 |
| 315 GL | Гидравлический | 315 | 4,8 |
Достоинства
- Низкая стоимость.
- Облегченная конструкция.
- Минимальное потребление электроэнергии.
Недостатки
Максимальный диаметр трубы — 315 мм.
Аппараты для сварки полиэтиленовых труб каталоге Техсвар.ру
Это интересно: Как выбрать паяльник для полипропиленовых труб — критерии выбора
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.











При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.

Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.

Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Как выполнить стыковую сварку?
Стыковая сварка сегодня популярна. Этот метод используется не только в промышленности, но и в быту. Ее применяют для соединения однородных заготовок. Сварка встык имеет ряд преимуществ, по сравнению с другими технологиями.
Для ее проведения не нужны муфты и прочие элементы. Это позволяет неплохо сэкономить деньги на покупке дополнительных материалов. Применяемая технология обеспечивает сохранение показателей гибкости и прочности. С ее помощью можно соединить отрезки изделий разной длины. При этом прочность в месте сварки не будет ниже, чем на других цельных участках.
 Стыковая сварка труб относится к неразъемным вариантам соединения. Она может выполняться по разной технологии. Оптимальный способ выбирается, исходя из материала изготовления магистрали
Стыковая сварка труб относится к неразъемным вариантам соединения. Она может выполняться по разной технологии. Оптимальный способ выбирается, исходя из материала изготовления магистрали
Стыковая сварка может выполняться путем оплавления и сопротивления. Каждый из вариантов имеет свои особенности, плюсы и минусы.
Сварка методом оплавления
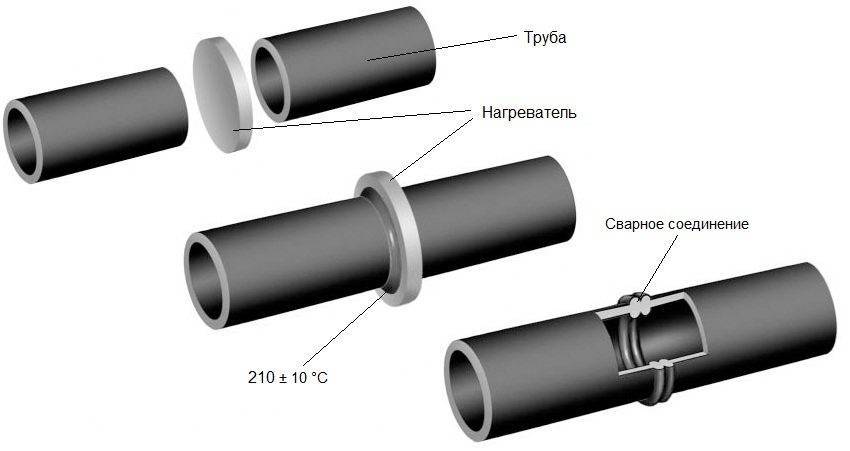
Суть сварки данным методом заключается в том, что стыки трубы оплавляются под воздействием нагретого инструмента до вязкотекучести. Затем торцы соединяются под давлением и выдерживаются до полного остывания. В результате получается герметичный шов.
Чтобы соединение было качественным, необходимо плотно прижимать отрезки изделия после нагрева. Применение современного оборудования позволяет частично автоматизировать и упростить такую работу. С его помощью операция по соединению труб методом оплавления проводится в кратчайшие сроки.
Сварка методом сопротивления
Суть стыковой сварки сопротивлением в том, что края труб прижимаются к электродам, которые оснащены специальными губками. Это обеспечивает высококачественный электрический контакт. Исключено проскальзывание материала между электродами.
Затем две трубы плотно друг к другу прижимают и фиксируют. Далее подают сварочный ток. Контактирующие участки материала расплавляются и под давлением соединяются в одно изделие. Полученная конструкция обладает невысокой стойкостью к окислению в ходе эксплуатации. Это существенно ограничивает ее сферу применения.
 Сварка методом сопротивления обычно используется для соединения тонких деталей из низкоуглеродной стали (труб, стержней, проволоки). С ее помощью также сваривают медные, бронзовые и латунные элементы
Сварка методом сопротивления обычно используется для соединения тонких деталей из низкоуглеродной стали (труб, стержней, проволоки). С ее помощью также сваривают медные, бронзовые и латунные элементы
Сварка сопротивлением подходит только для труб с малым сечением. Поэтому на крупном производстве, для прокладки больших магистралей ее применяют редко.
Что выбрать для полиэтиленовых труб?
Часто для прокладки трубопровода используют полиэтиленовый материал. Это объясняется его невысокой ценой и отличными эксплуатационными характеристиками.
Стоит помнить о том, что полиэтилен является диэлектриком. Поэтому он, в отличие от металла, не проводит ток. Для соединения изделий из него рекомендуется применять метод оплавления. Способом стыковой сварки сопротивлением на полиэтилене сделать шов не получится. Нужно использовать оборудование, которое нагревает срезы двух деталей.
Сварка методом оплавления полиэтиленовых труб имеет ряд особенностей. Во-первых, детали подводятся друг к другу на небольшой скорости. Во-вторых, напряжение в течение всего процесса остается неизменным. В-третьих, исчезают все микронеровности благодаря равномерной подаче соединяемых элементов. В-четвертных, для обеспечения максимальной контактной площади происходит оплавление поверхности заготовки.









Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
ЧИТАТЬ ТАКЖЕ: Труба ПНД: что это за труба, назначение, ассортимент и технические характеристики, соответствие диаметров труб ПНД и стальных
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.









Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.

Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.

УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.

Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Инструмент для создания ПЭ трубопровода
Чтобы выполнить монтаж полиэтиленовых труб своими руками, нужно подготовить такие инструменты:
- ножницы для нарезки изделий;
- паяльное оборудование;
- газовые ключи.

Паяльный прибор оснащен набором насадок, имеющих разный диаметр. Вместо ножниц можно задействовать лобзик. Но все же при нарезке труб удобнее пользоваться именно ножницами, поскольку с их помощью края получатся более ровными, не имеющими заусениц и зазубрин.
Монтаж трубопровода из полиэтиленовых труб осуществляют, применяя газовый ключ. Для обеспечения более надежного соединения используют льняной уплотнитель. Инструменты, предназначенные для прокладки полиэтиленовых трубопроводов, продаются в строительных магазинах. Обычно паяльник с насадками предлагаются покупателям в комплекте с ножницами.
Оборудование для сварки труб
СТЫКОВАЯ СВАРКА
Стыковую сварку полимерной трубы можно осуществить несколькими способами.
Наиболее экономичный способ – это сварка с применением ручных сварочных зеркал. Этот способ не обеспечивает точного совмещения свариваемых труб, и поэтому не рекомендован для монтажа напорных трубопроводов.
Сварочные установки с механическим приводом являются оптимальным решением при небольших и средних объемах работ. Как правило, они предназначены для труб диаметром до 160 мм.
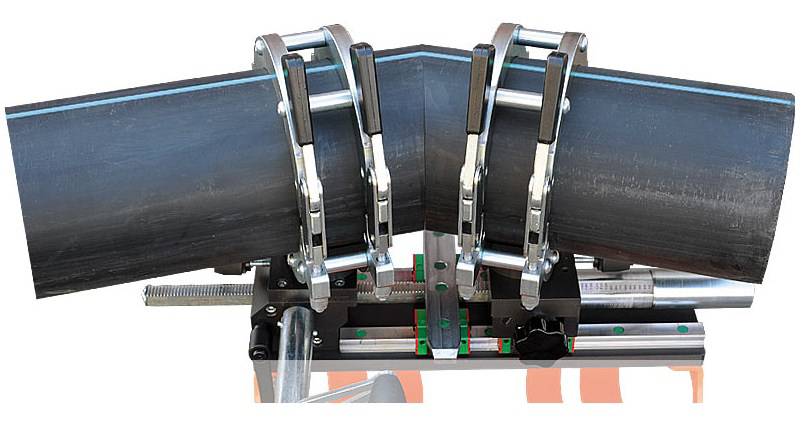
Для сварки труб больших диаметров лучше всего подходят аппараты с гидравлическим приводом. Они обеспечивают наибольшую точность совмещения труб и стабильно высокое качество сварных швов.
Многие стыковые сварочные аппараты имеют дополнительные возможности. Функция протоколирования позволяет сохранять информацию обо всех произведенных работах Наличие протокола часто является обязательным согласно проектной документации. Различные программы автоматизации сварки позволяют быстро выбирать оптимальные параметры, наиболее соответствующие типу и размерам свариваемой трубы. Для обеспечения стабильно высокого качества сварки служит функция корректировки по метеоусловиям, которая автоматически уменьшает или увеличивает время нагрева в зависимости от окружающей температуры. Также все современные аппараты имеют электронную защиту от перегрева и скачков напряжения.
МУФТОВАЯ СВАРКА
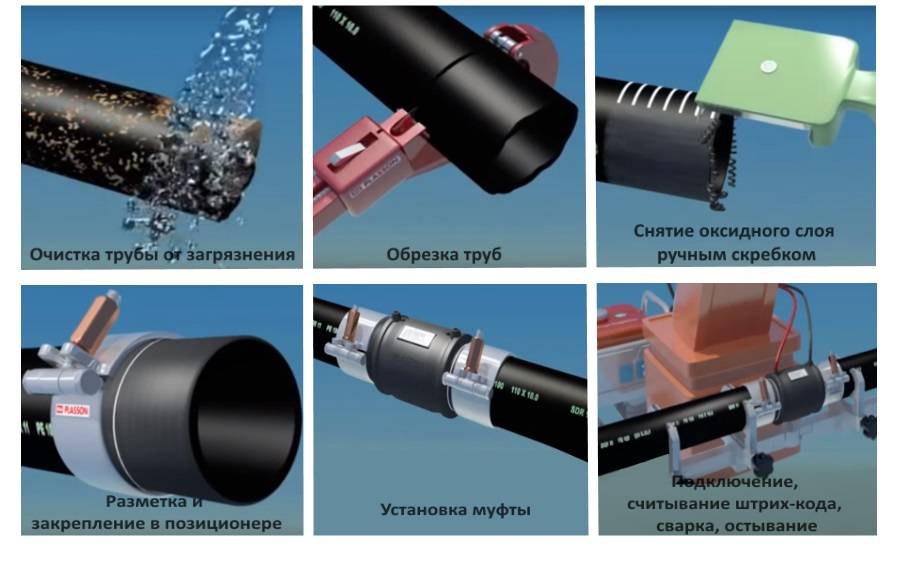
Электромуфтовая сварка – это соединение труб при помощи электросварных фитингов. Фитинги имеют в своей конструкции нагревательный элемент в виде металлической спирали. При подаче тока спираль нагревается, расплавляя внутренний слой пластика.









Для электромуфтовой сварки трубу следует предварительно подготовить – обезжирить и снять оксидный слой с того участка, который окажется внутри муфты, затем установить и отцентрировать муфту. После этого к контактам муфты можно подключать кабели сварочного аппарата.
Сварочный аппарат для электромуфтовой сварки подает электрический ток с заданными характеристиками, соответствующими типу свариваемых элементов. Параметры трубы и фитингов могут быть введены вручную или при помощи сканера штрих-кодов.
Электромуфтовая сварка особенно эффективна в ограниченных пространствах, так как к месту соединения достаточно подвести два гибких кабеля. Сами сварочные аппараты также имеют небольшие габариты и вес.
Максимальный диаметр свариваемых труб зависит от того, какое напряжение и сила тока требуется. При помощи профессиональных электромуфтовых аппаратов можно сваривать трубы диаметром до 1200 мм и более. Электронные защитные системы таких аппаратов не допустят перегрузки и отключат аппарат в случае короткого замыкания.
Большинство аппаратов для муфтовой сварки имеют функцию протоколирования, также они могут оснащаться модулем GPS для определения координат каждого места сварки.
СВАРКА ВРАСТРУБ
Аппарат для сварки враструб представляет собой нагревательный элемент на подставке с двумя насадками нужных диаметров – гильзой для нагрева внешней поверхности трубы и дорном для нагрева внутренних стенок раструба. Соединение нагретых труб производится вручную.
Для сварки враструб обычно используются готовые фитинги, также в качестве соединительных муфт можно применять отрезки трубы большего диаметра, при условии, что она плотно прилегает к свариваемым трубам.
Преимуществами сварки враструб являются легкость и компактность оборудования и простота рабочего процесса.
Этот способ используется только для труб небольшого диаметра. Из-за недостаточной точности совмещения труб такой способ не рекомендован для трубопроводов с большим рабочим давлением.
Сварка полиэтиленовых труб при помощи муфты электрического типа
Данный тип сварки требует наличия обыкновенного трансформатора, потому что электрическая муфта все нагревательные элементы хранит внутри себя. Сам процесс сварки осуществляется путем подключения ее клемм к проводам и своевременного включения тока.
Подготовка труб к пайке и непосредственно сварка.
Процесс сварки выглядит следующим образом:
- Изначально необходимо обрезать торец трубы под углом в 90°, после чего снимается и фаска. Таким же образом обрабатывается другой конец соединяемой трубы.
- Далее производится зачистка материала, после которой трубы необходимо ввести в электромуфту. Затем клеммы муфты и провода трансформатора соединяются.
- После того как трансформатор будет подключен к электросети, он начнет приводить в действие скрытые пластины. Необходимо дождаться, пока они размягчат внутреннюю часть муфты. После того как это произошло, аппаратуру выключают.
- Через небольшой интервал времени провода и клеммы рассоединяются.
Данный метод сварочных работ удобен тем, что не требует наличия опыта или каких-либо специфических знаний в этой сфере. Но как недостаток стоит отметить стоимость такой работы. Муфты электрического типа имеют достаточно высокую цену.





