
Стыковая сварка

Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Электромуфтовая сварка – основы
Данный вид работ относят к разряду высокотехнологичных. Использование электрических муфт позволяет создавать трубопроводные системы, способные выдержать высочайшее давление, не более 18 атмосфер.
Несмотря на высокое качество соединений, данный вариант является дорогим, по сравнению с другими. Проблема в том, что для выполнения данного вида операций, потребуется приобрести накладные электромуфты, которые стоят недешево.
Электромуфтовая сварка представляет собой следующий набор действий:
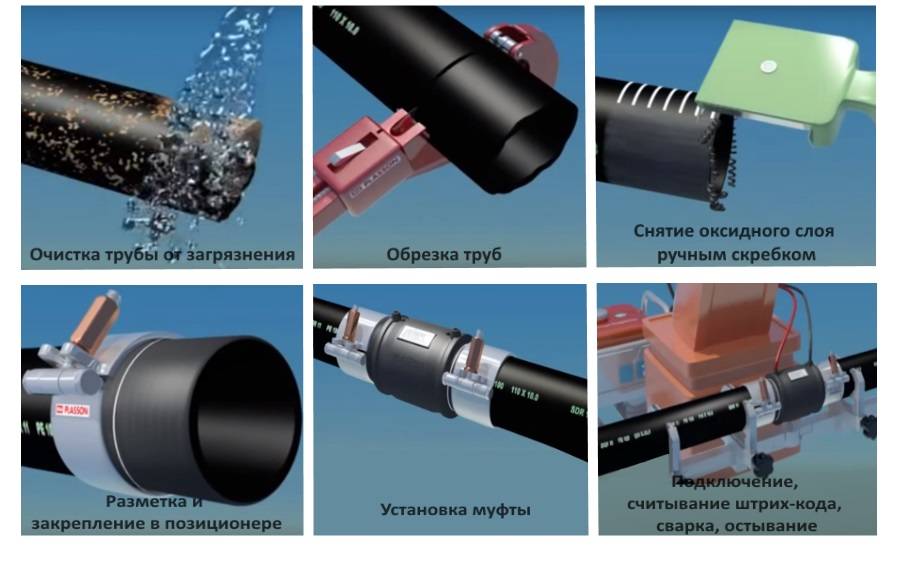
- Перед началом работ, все элементы и стыки проходят процедуру тщательной очистки;
- Следующий этап – на стык надевают фитинг, который представляет собой муфту с закладным нагревателем. Ее задача – нагрев пластика до определенной температуры;
- После выполнения всех этапов, на муфту подают напряжение. Торцы труб начинают нагреваться и плавиться вместе с муфтой и в итоге получается качественное гладкое соединение, которое выглядит как цельная труба.
Данная методика широко используется в ситуациях, когда необходимо сделать дополнительные отводы от основной магистрали и произвести несколько соединений за одну сессию.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый – внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.
 Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй – одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.









Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый – подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй – сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.
 Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий – сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.
 Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый – сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.
 Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.
Способы
Раструбный метод
Используются специальные фитинги с раструбами, в которые вставляется обработанные концы. Далее конструкция нагревается, и материал фитинга сплавляется с материалом трубы. Способ отличается надежностью соединения, но достаточно затратен и требует специального сварочного аппарата.
Стыковая техника
Сварка ПЭ труб встык применяется для соединения концов с равными диаметрами и толщиной стенок. Соединяемые поверхности обрабатываются торцевателем так, чтобы достигался максимальный контакт между ними. Они нагреваются, оплавляются, а потом с силой сжимаются друг с другом
Основные операции следующие:
Оплавление торцов
Пластина нагревателя вставляется между обработанными торцами, они оплавляются и начинают передавать тепло далее так, чтобы нагреть участок в 20-30 мм;
Нагрев
Часть трубы, прилегающая к соединению, прогревается и приобретает пластичность. Давление на них на этом этапе практически не оказывается.
Вывод нагревательного элемента
Нагреватель выводят из рабочей зоны. Это делается быстро, чтобы не допустить остывания кромок. Нужно также следить за тем, чтобы на них не попали загрязнения, и они не деформировались.
Цикл сварка
Торцы с силой прижимаются друг к другу. Под давлением оплавленные слои на торцах смешиваются между собой, образуя единый слой.
Охлаждение
Образованный шов остывает и затвердевает. Образуется симметричный буртик. Если его левая и правая часть равны по форме и размерам, сварка полиэтилена прошла успешно.










С экструдером
Метод основан на применении экструдера, расплавляющего гранулированный полиэтилен. При этом не требуется использовать разнообразные соединительные фитинги: они формируются аппаратом в месте шва.
Особенно выгоден способ, если нужно сварить большое число изгибов и поворотов.
Торцы соединяемых участков отрезают под нужным углом, зачищают и обезжиривают.
На первом этапе торцы соединяют несколькими точками сварки, проверяют точность совпадения по размерам и углам. Далее окончательно проваривают весь шов.
Электросварными фитингами
Этот метод требует дорогого оборудования и комплектующих. В каждый фитинг вставлен нагревательный элемент. После совмещения разделанных торцов внутри фитинга к его контактам подключают источник тока, нагреватель сплавляет две трубы и фитинг воедино.
Метод отличается высокой надежностью и долголетием получаемых соединений, используется на ответственных трубопроводах.
Он чрезвычайно прост в применении и не требует высокой квалификации сварщика.
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Специалисты рекомендуют использовать второй способ, как более надежный и практически не уступающий сварке.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.
Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.









Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.
Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Каждый метод крепления имеет свои достоинства и недостатки, а потому оптимальный вариант состыковки полимерных труб выбирают исходя из конкретных условий
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.
Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
Электромуфтовая сварка
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.
Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
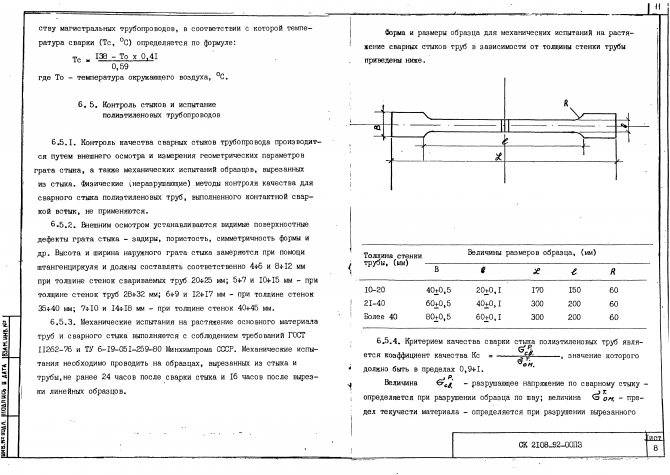
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.










Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.
Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).
Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Особенности полиэтилена низкого давления
Из полиэтилена низкого давления ( ПНД или HDPE ) изготавливаются трубопроводы 2х видов:
Металлические изделия уступают место трубам из полиэтилена в силу его особенностей:
- непрозрачен в толстом слое;
- не разрушается биологическими микроорганизмами;
- устойчив к воздействию ( до +60оС) водных растворов солей, кислот и щелочей;
- прочный;
- эластичный ( хорошо гнется, устойчив к растяжению и сжатию);
- не поддается коррозии;
- долговечный ( от 50 до 80 лет в эксплуатации);
- маленький вес.
Трубы из ПНД:
- практически не засоряются;
- легко монтируются;
- дешевле металлических.
Радиус изгиба
В основном, трубу сгибают на стандартные углы 90о, 60о, 45о,30о, но по необходимости можно задать любой радиус изгиба трубы ПНД, не превышающий 90о.
Температура плавления
При температуре +80оС полиэтилен низкого давления размягчается, а температура плавления его: от +130о С до +137о С. Именно при такой температуре производятся трубы ПНД.
Это интересно: Металлопластиковые трубы и фитинги — технические характеристики и маркировка
Рекомендации для правильной сварки труб ПЭ
Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.






Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.
Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.










Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Проверка качества
 Хоть этот процесс и не представляет особой сложности, но требует тщательного контроля. Шов может получиться неровным в силу высокой вязкости полимера при плавлении, поэтому мастер должен скрупулезно проверять каждое соединение.
Хоть этот процесс и не представляет особой сложности, но требует тщательного контроля. Шов может получиться неровным в силу высокой вязкости полимера при плавлении, поэтому мастер должен скрупулезно проверять каждое соединение.
Полученный шов не должен быть чрезмерно выпуклым или впалым. Поверхность шва должна оставаться относительно ровной по всей окружности.
Допускается смещение шва на 10% от толщины стенок трубы, выпуклость около 2,5 миллиметров при размерах стенок 5 миллиметров. Выпуклость в 5 миллиметров допустима для трубы со стенками до 20 миллиметров. Контроль проводимых работ позволит выложить магистраль, которая будет служить длительное время.
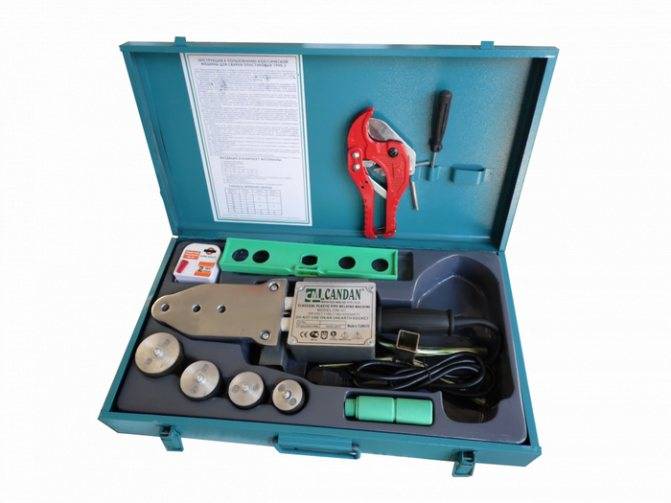
Оборудование для сварки полиэтиленовых труб при диффузионном способе
Как уже отмечалось, данный вид работ элементарен и в выполнении, и в применении специального оборудования.
Схема «холодной сварки» труб из ПВХ.
Стандартный набор инструментов в данном случае не сможет обойтись без:
- Трубореза. Специальная установка в виде гильотины, которая предназначена для разделения целой трубы на отдельные составляющие необходимых размеров.
- Калибровщика. При помощи данного инструмента можно восстанавливать форму диаметра полиэтиленовых труб после того, как с ними произвели обрезку.
- Фаскоснимателя. Как понятно из названия, этот инструмент работает с торцевыми скосами труб, придавая им необходимые формы.
- Сварочной установки. При помощи данного аппарата вырабатываются высокие температуры, которые и плавят материал. Если объективно оценить, то такой сварочный аппарат является аналогом паяльника.
- Набора насадок с определенным калибром. Они нужны для того, чтобы проводить необходимую температуру в нужные точки сварки, при этом их диаметр соответствует сечению трубы, с которой производится работа.
Конечно, не обойтись в этом деле и без измерительных рулетки и линейки. Для работы с чистыми поверхностями необходимо запастись и ненужными тряпками, чтобы счистить всю пыль и грязь. Также могут понадобиться ключи для установки насадок на нагревательную шину, отвертки для работы с контактами электромуфты. В целом все эти инструменты есть в хозяйстве у любого мужчины или их можно попросить у соседа.
Если все-таки их придется закупать, то стоимость не так уж высока.





