
Технология сгибания
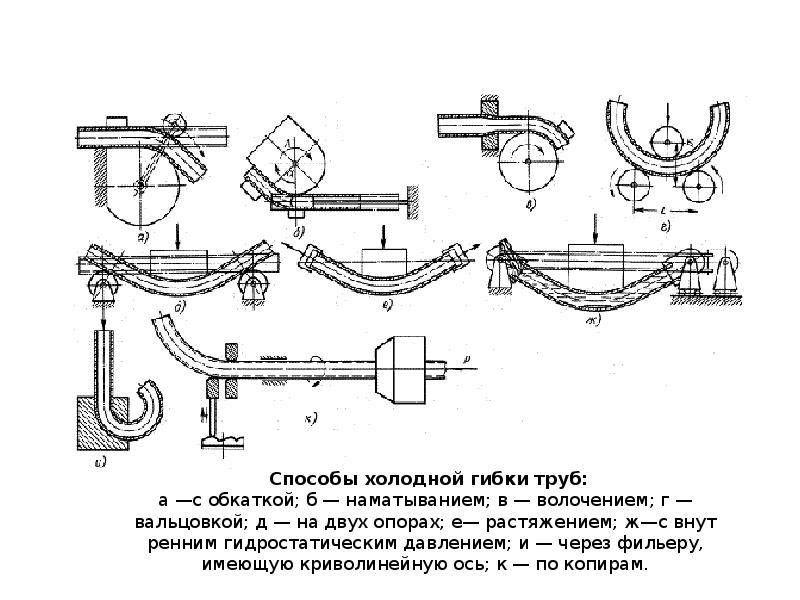
Существуют следующие технологии изгиба:
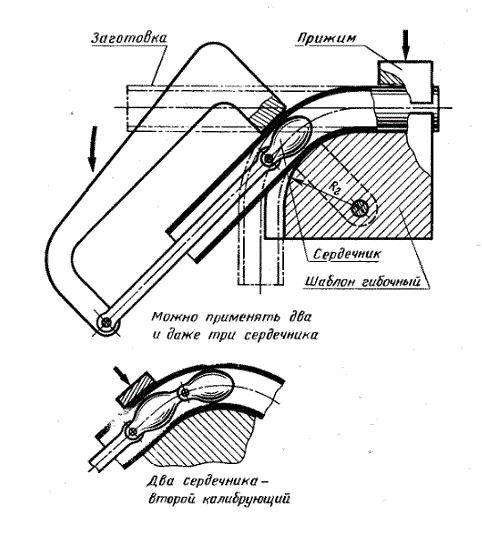
- Исходную заготовку обрабатывать на трубогибочном станке с эластичным дорном, например, резиновым.
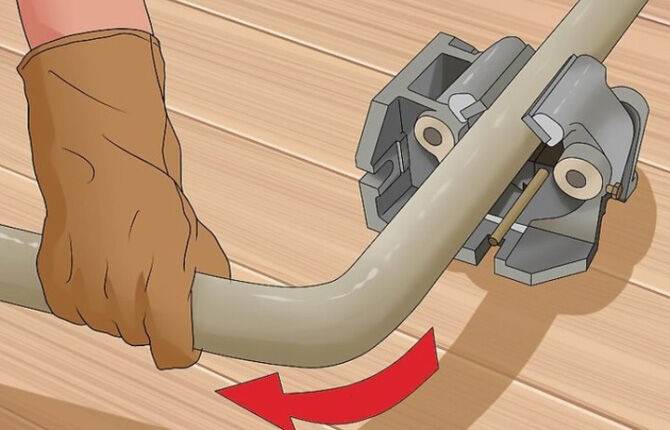
- Согнуть трубку диаметром до 20 мм можно за один переход использовав устройство для холодного сгибания.
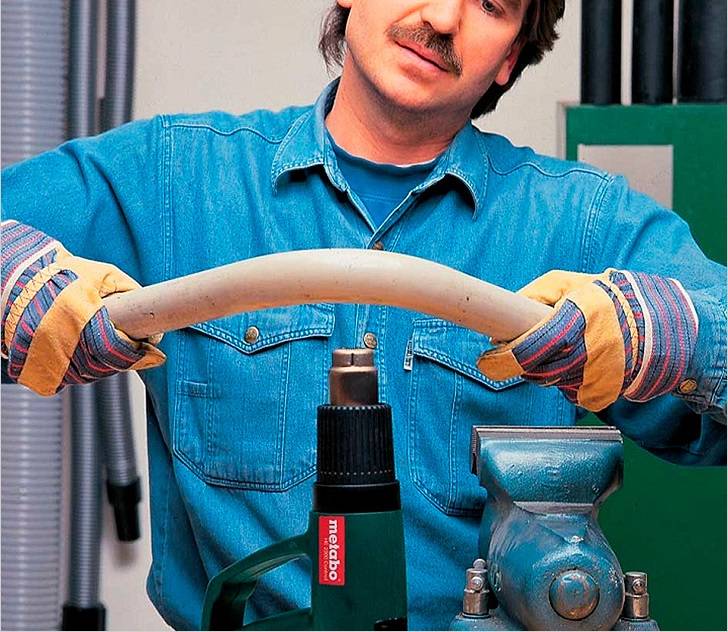
- Если необходимо обработать более сложный пространственный контур или трубу большего диаметра, заготовки подогревают. Используются резиновые или составные дроны.
- Уменьшение зоны с растягивающими напряжениями. Для этого применяется перемещающийся ролик.
Изгиб деталей в одной плоскости может иметь вид:
- утки;
- скобы;
- отвода;
- калача.
Трубки с двумя изгибами в 135º – утка, если сгиба 3 (центральный угол прямой, крайние – 135º) – скоба, в 45º – 135º – отвод, а в виде полуокружности – калач.
Какой бы вариант обработки заготовки не применялся, главное – избежать дефектов в процессе изгиба. Это достигается правильным выбором способа и инструмента.

Калач
Как происходит гибка алюминиевой трубы

Когда сгибают алюминиевую трубу под любым углом, структура металла деформируется. То есть внутренний слой сжимается, а внешний растягивается. Плотность данного материала достаточно низкая, поэтому при правильном сгибании конструкция не сильно «травмируется». При использовании легированных профилей, которые обладают большей плотностью из-за особенностей производства, получить изогнутое изделие будет сложнее.
Труба из алюминия обладает достаточной гибкостью, чтобы изготовить из нее самую замысловатую конструкцию, сохранив целостность заготовки и сечения. Процедура может проводиться вручную, с использованием несложных устройств или же на специальных промышленных станках. В зависимости от ситуации, сгибание может проходить в холодном либо горячем состоянии. Тут многое зависит от таких моментов, как размер, вид, структура изделия, толщина трубы и сложность задуманной формы.
Существует четыре разновидности процесса сгибания профиля из алюминия в одной плоскости – это скоба, калач, отвод и утка. Два излома в 135° называют «уткой», три сгиба с углом 90° в центре и 135° по краям – это «скобка», сгибание в полуокружность именуют «калачом», а градус от 45 до 135 единиц – это «отвод».
Качественная гибка алюминиевой трубы возможна при соблюдении следующих правил:
- при наличии на профиле сварного шва необходимо следить за тем, чтобы он не оказался ни на вогнутой, ни на выпуклой линии изгиба;
- при сгибании тонких труб диаметром 15–20 мм нужно следить, чтобы радиус изгиба был не меньше значения ее внешнего диаметра, умноженного вдвое;
- если заготовка имеет диаметр более 25 мм, желательный радиус должен составлять не меньше величины внешнего диаметра трубки, увеличенного в три раза.
Вне зависимости от того, какой вариант обработки был выбран мастером, его основной задачей будет создание конструкции без надломов, внутренних сморщиваний, сплющиваний и трещин. Это возможно при правильном выборе профиля, инструментов и метода.
Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
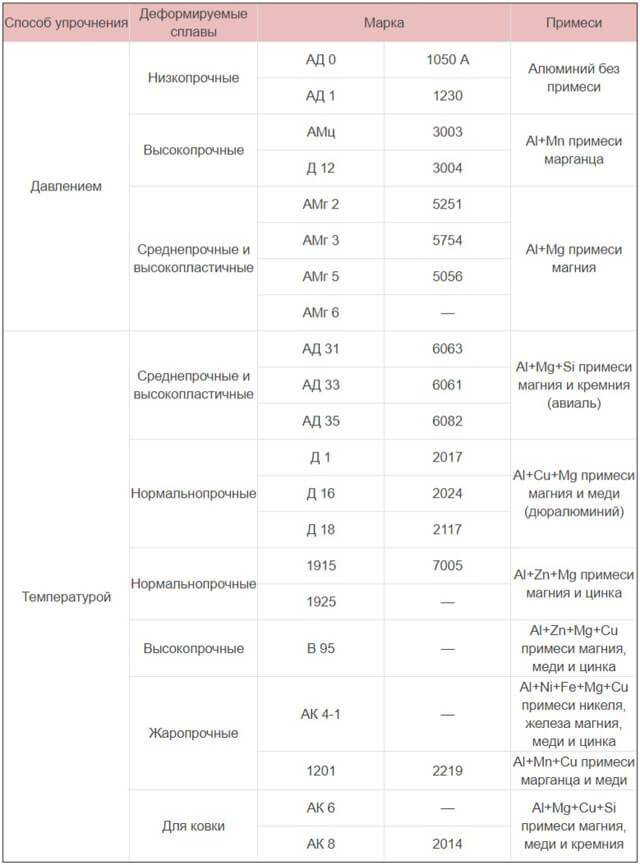
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно
Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса
Сгибание квадратной тонкостенной трубы
Очень часто приходится гнуть тонкостенные трубы квадратного сечения, например, при создании конструкций, которые требуют плавного поворота. Очевидно, что согнуть прочную трубу квадратного сечения вручную не получится. Поэтому используется трубогиб. Хотя, можно воспользоваться и другим способом.




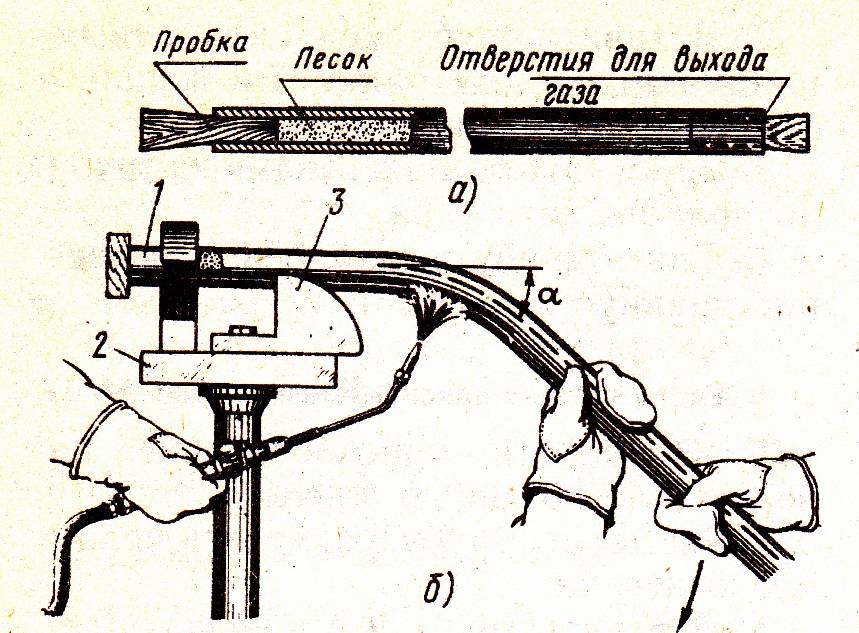

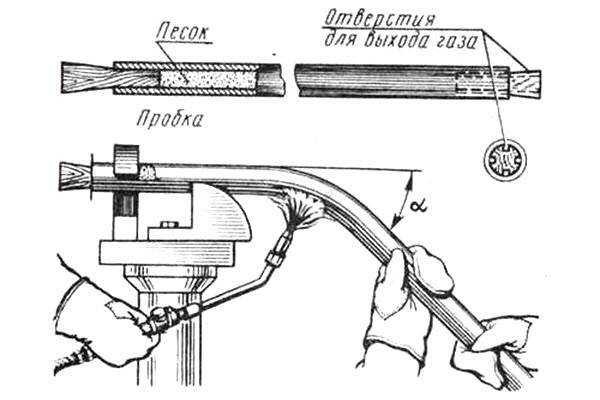


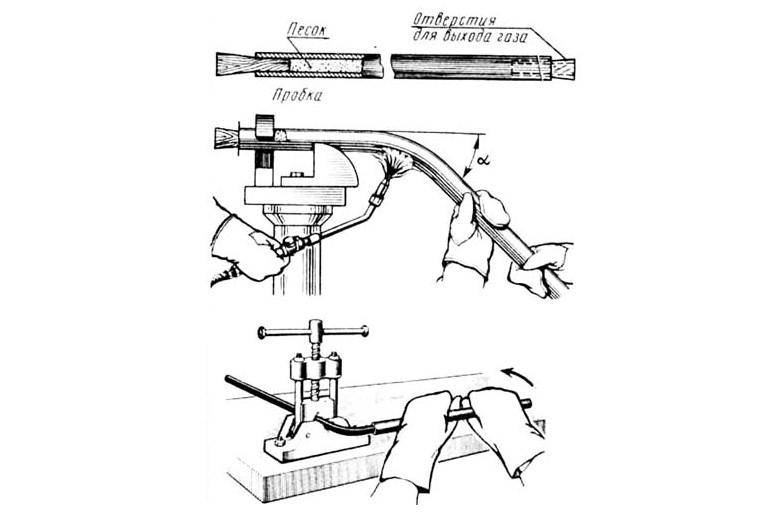
Нужно засыпать песком профильную тонкостенную трубу. Концы закрыть заглушками и закрепить трубу на концах в тисках, например. Далее с помощью легких постукиваний резиновым молотком изгибаем трубу до достижения нужного радиуса. Песок внутри изделия не даст стенкам труб деформироваться в ненужном русле. А для того чтобы согнуть трубу еще больше, необходимо сделать то же самое, только в качестве дополнения использовать паяльную лампу для нагревания. Нагретый металл гнется лучше.
Эффективное сгибание пластиковых элементов
Трубы из поливинилхлорида достаточно просто согнуть с помощью определенной инструкции. Выполняя ее пункты, можно легко и просто в домашних условиях придать пластиковому трубопроводу нужную форму, не прибегая к посторонней помощи.
Для сгибания пластиковой трубы выполняются следующие действия:
- В любом строительном магазине нужно купить древесноволокнистую плиту, которая необходима для сооружения специальной оправы. С помощью этой оправы выполняется сгибание пластиковой заготовки до того момента, когда изделие примет нужную форму.
- Согнув плиту до нужного радиуса, следует отшлифовать ее поверхность. Можно воспользоваться в этом случае мелкой наждачной бумагой.
- На следующем этапе из силикона формируют оболочку для сгибаемого элемента. Она должна соответствовать форме и размеру трубы. С помощью оболочки заготовка из ПВХ фиксируется на оправе из ДВП. Кроме того оболочка служит своеобразной защитой для поверхности пластиковой трубы, предотвращая образование различных дефектов, включая царапины, сколы и другие механические повреждения.
- Далее металлопластиковая заготовка помещается непосредственно в оболочку.
- Теперь можно приступать к нагреванию трубного элемента. Под воздействием высокой температуры материал становится более мягким и начинает принимать форму оправы. Результатом процесса становится изделие желаемой формы.
- Сформированное изделие необходимо остудить в течение 10-15 минут. По истечении этого времени видоизмененная труба из поливинилхлорида может быть извлечена из оправы. После этого готовый конструктивный элемент рекомендуется оставить еще на некоторое время, чтобы он полностью остыл.

Несмотря на множество способов, как загнуть металлическую трубу или изделие из другого материала, получить идеальный результат в бытовых условиях практически невозможно. Однако изучение теоретических материалов и неоднократное экспериментирование на непригодных кусках трубы из подобных материалов поможет понять, как согнуть трубу, не имея трубогиба.
Главное, что после этого заниматься процессом сгибания трубных элементов можно в любое свободное время.
Самостоятельная гибка труб из алюминия
Качественно согнуть алюминиевую трубу в домашних условиях довольно сложно из-за мягкости материала. Если для сгибания металлических труб своими руками в них достаточно насыпать песок, что защитит их от деформаций, обеспечит сохранность округлой формы сечения и убережёт от трещин, то с мягким алюминием всё намного сложнее.
Для сгибания алюминиевой трубы в домашних условиях вы можете использовать один из следующих способов:
- Согнуть заготовку из алюминия можно при помощи газовой горелки . Трубу нужно прочно зафиксировать в тисках. Далее при помощи горелки заготовка прогревается в месте изгиба. Чтобы проверить, достаточно ли нагрет элемент, к месту нагрева нужно поднести листок бумаги. Если бумага начнёт дымиться или гореть, то нагрев выполнен в достаточной степени, и элемент можно сгибать. Запомните, для сгибания оцинкованных труб такой метод не подходит. А вот у стальных заготовок признаком достаточного нагрева будет ярко-красный цвет металла.
- Если нужно согнуть профильную алюминиевую трубу, то для работы вам понадобится резиновая киянка и две опоры . Чтобы наша заготовка сохранила свою форму и не деформировалась от ударов, в неё нужно насыпать мелкий просеянный песок. Вместо песка зимой можно использовать воду, которая после заливки и замораживания выполняет функции упрочняющего каркаса. После этого оба конца заготовки закупориваются деревянными чопиками. Затем труба укладывается двумя концами на опоры, а сгибание выполняется ударами киянки в нужном месте. После выполнения процедуры чопики убираем, песок высыпаем. Если использовалась замёрзшая вода, то заготовку прогревают горелкой, чтобы лёд растаял.
- Ещё одни способ согнуть алюминиевую заготовку своими руками с сохранением формы сечения выполняется с использованием стальной пружины подходящего диаметра . Пружина помещается внутрь трубы в районе предполагаемого места изгиба. Чтобы впоследствии вы могли легко извлечь пружину, к ней привязывается проволока и фиксируется на конце трубы. Сгибание элементов из твёрдого материала выполняется при помощи опор и киянки, как было описано выше. А вот трубы из мягкого алюминия можно гнуть вручную, просто уперев колено в место изгиба. Пружина убережёт заготовку от деформации сечения в месте сгибания.
- Поскольку алюминий довольно мягкий, то вы можете самостоятельно согнуть заготовку при помощи трубогиба-арбалета . Этот инструмент просто продавливает отрезок трубы в месте сгиба. Но ещё лучше и проще использовать автоматические трубогибы. В них нужно выставить нужный угол сгибания и после закладки заготовки свести рукоятки инструмента.
- Вместо трубогиба можно использовать плоскопараллельную пластину . В ней есть паз для сгибания заготовки и хомут для фиксации элемента. Процедура выполняется довольно легко и быстро. Однако для сгибания на таком устройстве подходят только изделия с диаметром не более 4 см.
- Также для гнутья труб из алюминия можно использовать металлическую плитку , в которой просверлены два отверстия одинакового диаметра. В отверстия вставляются штифты так, чтобы сформировать нужный радиус изгиба. Эта методика применима для заготовок разного сечения и сгибания с разным радиусом. Однако для гнутья коротких элементов придётся приложить больше усилий.
- Довольно часто для гибки трубчатых изделий используется станок Вольнова . С помощью этого инструмента можно гнуть заготовки сечением 1,5-2,5 см. Суть метода состоит в том, что элемент одной стороной укладывается под хомут на верстаке, а место сгибания намазывается машинным маслом.
Процесс изгибания
…сложности
1.если обрабатывать изделия, чтобы повысить уровень сопротивляемости коррозии, повышается прочность, при этом снижается уровень пластичности.
2.если изделия изготовлено с помощью метода горячей экструзии с выдавливанием, то трубопрокат становится чувствительным к напряжениям во время изгибов.
3.сплавы, содержащие марганец, также дюралюмины отличаются низким уровнем пластичности.
Перед изгибанием изделия следует определить марку сплава, условия для его первичной термообработки. При отсутствии сертификата на изделия проверку осуществляют следующими способами:
1.изучают маркировку на концах трубопроката, сверяют со справочником.
2.простукивают молотком, при наличии звонкого звука изделие изготовлено из материала высокой твердости.
3.если материал сплава мягкий, то он налипает на напильник.
Внимание! Изделия из дюралюминия имеют особое свойство: если об них потереть руку, то она не окрасится
Способы сгибания
Существуют разные технологии, чтобы изогнуть алюминиевые изделия. К основным относят:
1.изделие можно обработать на трубогибе, который имеет эластичный дорн, к примеру, из резины.






2.с помощью устройства для сгибания холодным методом одним переходом, если диаметр трубы менее двадцати миллиметров.
3.при сгибе трубы большого диаметра, заготовку следует нагреть. Для этого применяют дроны резинового или составного типа.
4.можно уменьшить зону с растягивающим напряжением при помощи перемещающегося ролика.
1.в виде утки (изделие имеет два изгиба в 135 градусов)
Необходимые приспособления
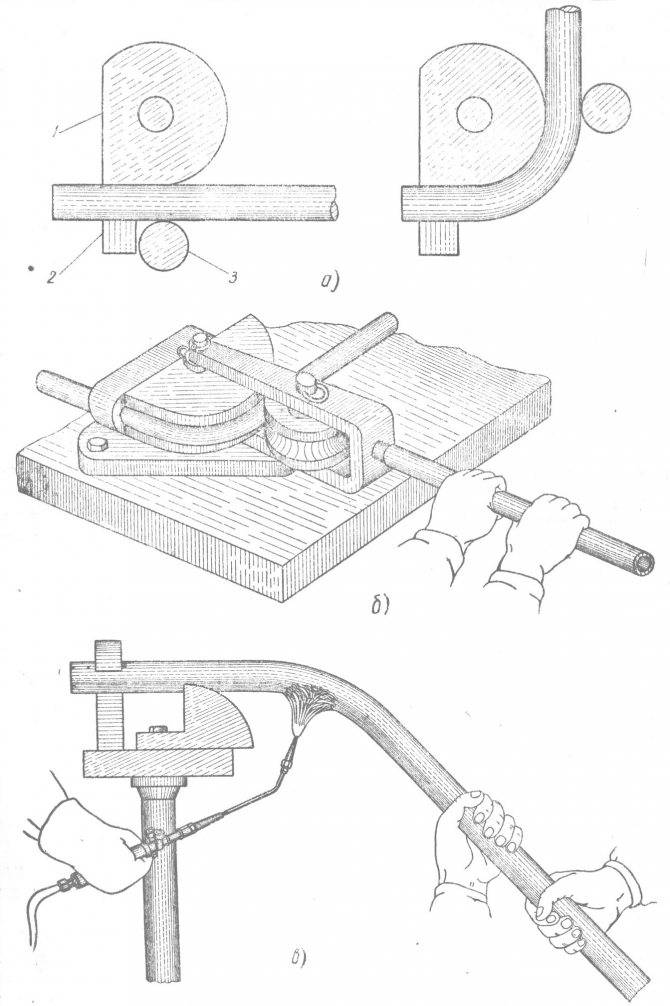
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
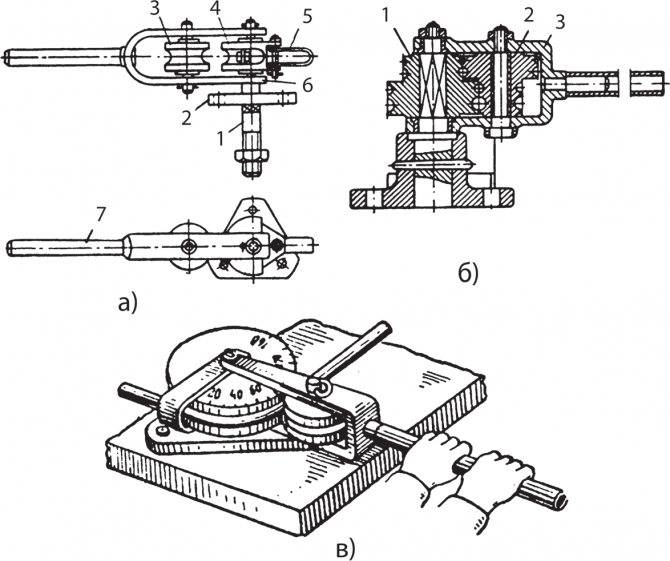
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
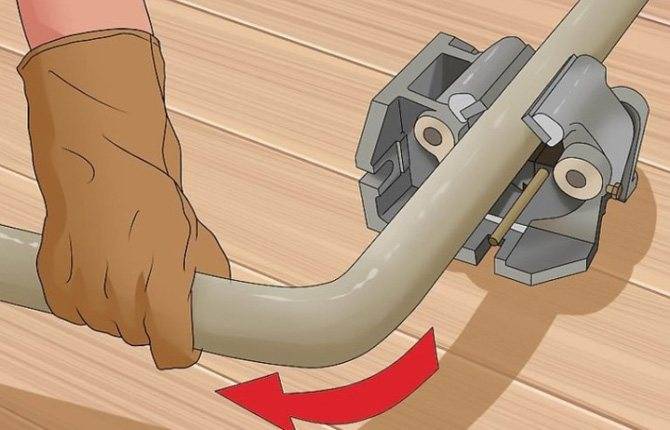
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
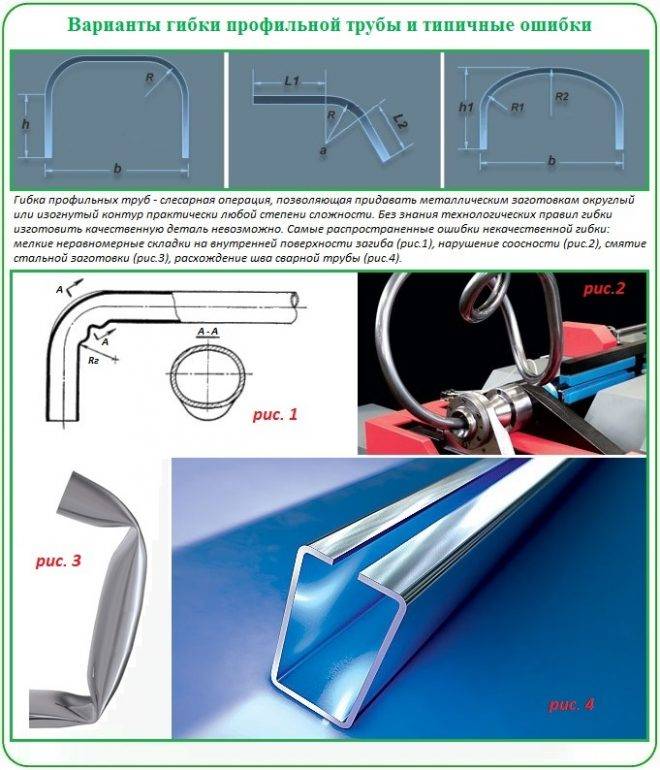
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.






Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Читать также: Схема подключения электромагнитного реле
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Способы производства и технические характеристики алюминиевых труб
Прокат производится несколькими способами:
- прессования из алюминиевых деталей с круглым сечением;
- холодного деформирования (вытяжка, прошивка и калибровка);
- по принципу проката из нержавеющей стали: сварка штрипса или листа.

Производство алюминиевых труб Современные технологии позволяют выпускать экономичные изделия высокого качества. Основная особенность алюминия – небольшой вес. Его плотность (ρ = 2,7 т/м³) более чем в 3 раза меньше ρ углеродистой стали (7,85 т/м³). Есть и другие достоинства цветного металлопроката:
- износостойкость;
- высокая сопротивляемость воздействию влаги;
- гибкость;
- пластичность;
- морозоустойчивость;
- отличная свариваемость;
- высокая электро- и теплопроводность;
- экологичность;
- стойкость к возникновению ржавчины.
Один из минусов алюминиевых деталей – невысокая прочность. Но это свойство компенсируется за счет легкости деформации металла без изменения основных характеристик. Отличная пластичность позволяет проектировать и строить сложные инженерные решения. Для производства профиля чаще применяются сплавы алюминия с медью, магнием, цинком, другими металлами. Они более прочные, хорошо переносят переменные силовые воздействия.
Алюминиевые трубы не сложно перевозить, погрузка не вызывает сложности. Профильные трубы недорого стоят, легко монтируются.

Алюминиевая продукция
Способы гибки
Методы придания медной трубе изогнутой формы условно делят на две категории:
- промышленные;
- бытовые.
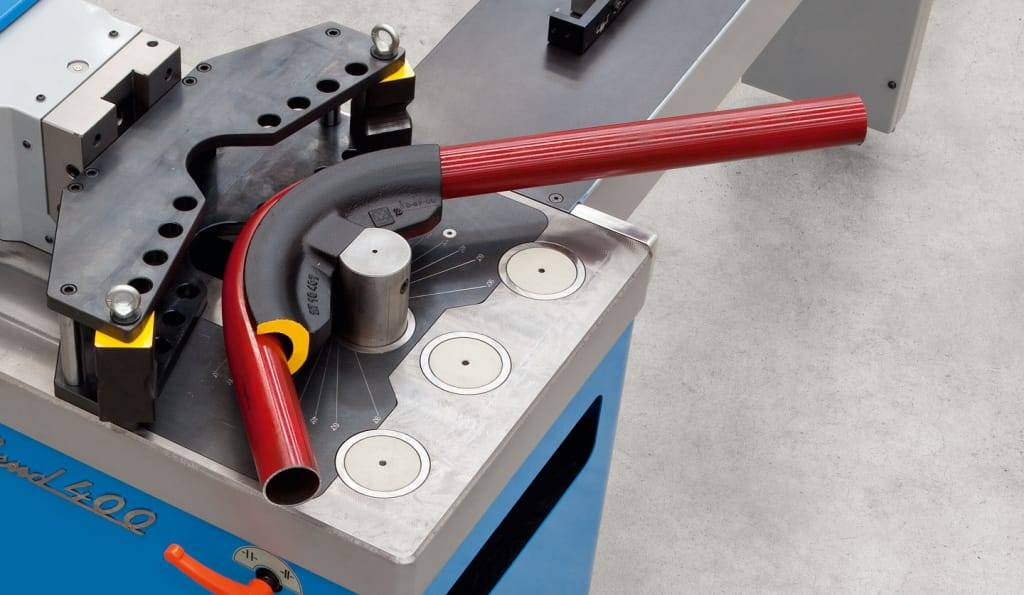
Под промышленной гибкой трубок понимается использование специального оборудования — трубогибов. Наиболее распространены гидравлические и механические (ручные).
ПОСМОТРЕТЬ Трубогиб на AliExpress → Первые позволяют свести к минимуму физические усилия человека, имеют сменные насадки для подбора подходящего диаметра изгиба, применяются для габаритных медных трубок. Вторые компактны, работают за счет мускульной силы человека, также имеют сменные насадки в виде полукруга.
При ремонте или монтаже трубопроводов из меди не всегда под рукой имеется трубогиб. Поэтому пользователи обходятся подручными средствами.
Особенности производства, свойства алюминиевых труб
Производители изготавливают детали разными способами. Алюминий имеет низкую плотность. При изменении конфигурации стенки трубопроката минимально подвергаются деформации. Это делает элементы востребованными при самостоятельном изготовлении труб.
Недостатком материала является низкая степень прочности. Из алюминия недопустимо изготовление конструкций, подвергающихся регулярным высоким нагрузкам. Детали имеют следующие достоинства:
- Устойчивость к негативному влиянию влаги. Исключается образование коррозии при длительном взаимодействии с водой.
- Гибкость. Заготовкам легко придают нужную конфигурацию. При этом повреждаются стенки.
- Простота обработки. Алюминий легко сверлится, паяется и сваривается.
- Устойчивость к перепадам температуры. Трубопрокат можно использовать при минусовом и плюсовом показателе. При резкой смене температуры степень расширения минимальна.
- Отсутствие веществ, наносящих вред здоровью человека. Заготовки используют для изготовления кухонного оборудования.
- Теплопроводность. Материал хорошо проводит тепло и звуки.
Преимущества учитывают при выборе деталей. Свойства изделий и технология обработки отличаются и зависят от способа изготовления.
Трубопрокат из алюминия производят разными способами
Производители выпускают продукцию с отличающимися свойствами. Различают три метода изготовления алюминиевых труб:
- холодное деформирование;
- сваривание;
- прессование.
Методом холодного деформирования изготавливают бесшовные трубы диаметром до 150 мм. Изделия устойчивы к механическим нагрузкам. Дополнительно продукция поддается термообработке. Это улучшает прочностные характеристики.








Методом сваривания элементы изготавливают из ленты. Так получают прочный трубопрокат со швом. На начальном этапе лента поддается термической обработке. Это делает готовую продукцию устойчивой к деформации.
Методом прессования выпускают трубопрокат диаметром до 300 мм. При этом трубы имеют разную толщину стенки. При горячем прессовании удается получить трубы устойчивые к деформации.
Учитывая свойства материала, можно определить, как согнуть алюминиевую трубу своими руками. Незакаленные детали хорошо поддаются деформации. Термически обработанные элементы требуют прикладывания больших физических усилий.
Где применяют алюминиевые изделия
Материал устойчив к гниению. При взаимодействии с воздухом на поверхности образуется оксидная пленка. Это предотвращает негативное воздействие кислорода и влаги. Преимущества трубопроката делают его востребованным в различных сферах:
- Сельское хозяйство. Обустраивают поливочные системы. Используют в качестве каркаса для теплиц.
- Производство климатического оборудования. Трубки имеют хорошую теплопроводность. Их применяют при изготовлении радиаторов.
- Автомобилестроение. Для транспортных средств изготавливают детали уменьшенной массы.
- Сборка мебели. Из алюминиевых труб делают фурнитуру и декоративные элементы.
- Сборка трубопроводов. Детали устойчивы к химическим веществам. По трубопроводам перемещают жидкую и газообразную рабочую среду.
Алюминиевые трубки востребованы в строительстве и при ведении домашнего хозяйства. Простота обработки делает возможным монтаж без применения специализированного оборудования. Согнуть алюминиевые трубки в домашних условиях сможет человек, имеющий минимальные технические знания.
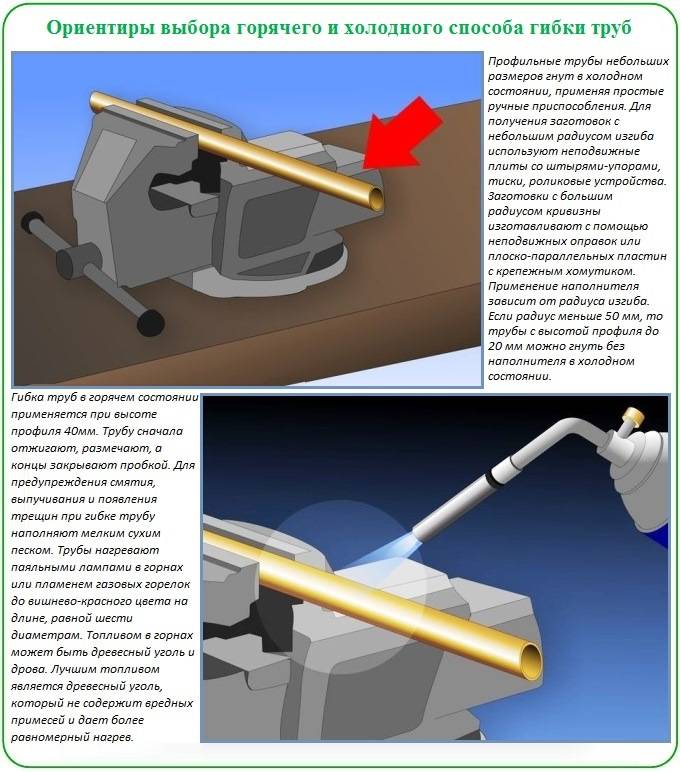
Технология сгибания стальных труб
Для того, чтобы согнуть трубу из металла, изготовленную из нержавеющей или оцинкованной стали, вам пригодятся следующие материалы и инструменты:
- Резиновая киянка;
- Газовая горелка;
- Песок;
- Тиски;
- Деревянные колышки;
Кирпичные или деревянные опоры;
Для сгиба почти любых труб из стали подойдет один и тот же вариант. Порядок действий следующий:
- Изначально металлическая труба тщательно фиксируется в тисках;
- Затем с использованием газовой горелки место сгиба нагревается (показателем достаточной температуры будет красный оттенок металла);
- Производится изгиб.
Либо так:
Заметим, что такая технология не подойдет для труб с оцинкованным покрытием.
В том случае, если вам нужно загнуть трубу квадратной формы с небольшим диаметром сечения, это можно сделать следующим образом:
- Заготовка заполняется песком (при работе в зимнее время на открытом пространстве можно вместо песка применять воду, она будет выполнять такие же функции после замерзания);
- Концы трубы затыкаются колышками из дерева;
- Изделие располагается на опорах и медленно изгибается до необходимого угла при помощи резиновой киянки.
Одним из материалов труб, который вы вряд ли сможете согнуть изогнуть самостоятельно, является титан.
Титан давно известен своей прочностью, устойчивостью к воздействию коррозии и химических веществ. Стоит заметить, что чаще всего титановые конструкции используют в промышленных масштабах.
Себестоимость труб из титана крайне высока, поэтому их нецелесообразно использовать в домашних условиях. Зато титановую трубу выгодно использовать при добыче газа, бурении скважин и глубоководной добыче нефти.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.









Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
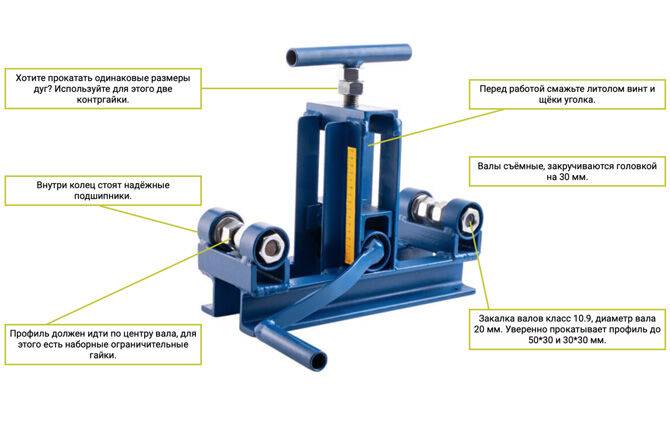
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.





