
Что нужно для пайки
Перед началом работ необходимо убедиться в наличии следующих устройств и веществ:
- инструменты для подготовки труб;
- флюс и припой для пайки медных труб;
- паяльник, газовая горелка или другие аппараты для подготовки припоя.
На первой стадии необходимо должным образом подготовить элементы будущей конструкции: с помощью трубореза обрезать трубы до нужной длины, посредством фаскоснимателей создать на концах изделий ровные фаски без заусенцев, используя труборасширитель, подогнать диаметр одной трубы так, чтобы в неё входила вторая.

Фаскосниматели выполняются в форме карандашей или круглыми. Последний вариант удобнее, но стоит дороже, а максимальный диаметр обрабатываемой поверхности — 3,6 мм.
Перед тем, как расширять трубу, её надо предварительно прогреть или отжечь, иначе неизбежны многочисленные механические повреждения, угрожающие дальнейшей герметичности трубопровода.
Изнутри трубы чистят с помощью ёршиков или мягких губок, снаружи — посредством щёток.
Подробнее о капиллярной пайке
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.

Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.
Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом
Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси

Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.

Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.
Применение паяльного аппарата

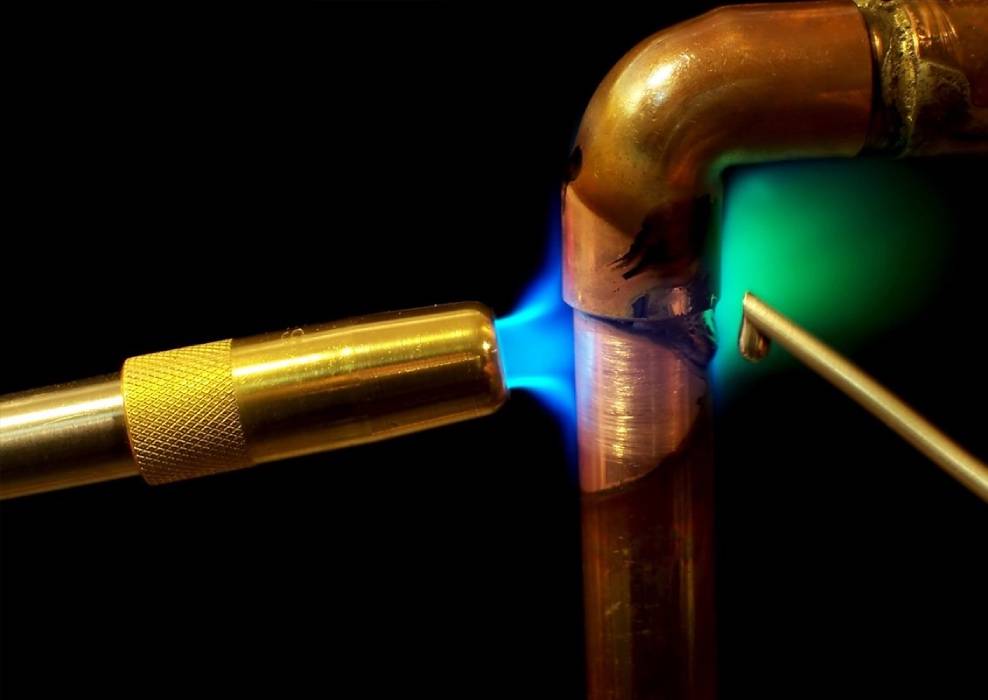
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя. Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.

Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы

Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления. Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Самые популярные модели и изготовители
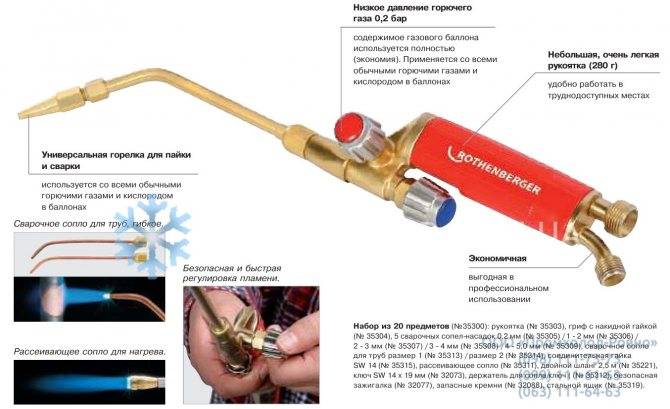
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Пайка медных труб своими руками: как паять медные трубы?
Существует два вида пайки медных труб:
- низкотемпературный;
- высокотемпературный.
С применением первого способа, как правило, монтируют бытовые коммуникации. Для этого способа подходит мягкий припой, это может быть медная (с примесью фосфора) проволока сечением 2 мм, олово или свинец с присадками, мягкий припой с серебром.











Провести пайку самостоятельно, имея небольшие навыки, не составит большого труда
Мягкий припой имеет более низкую температуру плавления, чем температура плавления меди, поэтому, не забывая о мерах предосторожности, можно смело приниматься за работу
Прежде всего, следует подготовить флюс, поскольку он очищает металл от окислов и защищает место спайки от доступа кислорода. Флюсом обрабатывают конец трубы и соединительную деталь, в данном случае фитинг.
Далее труба соединяется с фитингом, а место соединения нагревают газовой горелкой или паяльником. В процессе нагрева припой плавится и в жидком состоянии проникает во все свободные полости соединения. Следует равномерно распределить припой по месту соединения и отложить трубу с фитингом до остывания.

Пайка твёрдым припоем производится в той же последовательности, но с более высокой температурой нагрева припоя.
Припои для пайки меди
Строительный рынок предлагает несколько вариантов припоя для пайки медных труб. Бытует мнение, что мягкие припои, состоящие из олова с разного рода добавками, не могут обеспечить надёжность паяных швов. Несмотря на то, что это не совсем так, можно подстраховаться и выбрать припой с дополнением серебра. Для высокотемпературной пайки предназначен твёрдый медно-фосфорный припой, который обеспечивает большую надёжность пайки. Высокотемпературную пайку используют при состыковке труб магистральных трубопроводов, где допустимы перепады давления.
Газовые горелки для пайки
Приступая к самостоятельному монтажу трубопровода, необходимо правильно выбрать инструменты и оборудование для пайки медных труб, обратив особое внимание на горелку. Горелка может быть:. Горелка может быть:
Горелка может быть:
- Пропановая (применяется, чаще всего, в больших объёмах работ).
- Со смесью МАРР (газовая смесь «Метилацетилен-Пропадиен-Пропан»).
- Ацетиленовая.
- Кислородная.
Газовые горелки могут быть оснащены съёмными одноразовыми баллонами, либо шланговым соединением со стационарным баллоном.

Для монтажа небольшого трубопровода достаточно модели со съёмной газовой ёмкостью.
Вот и всё, что нужно знать об особенностях пайки изделий из меди. Имея необходимое оборудование и материалы для пайки медных труб, можно самостоятельно смонтировать домашний трубопровод, который будет служить долгие годы.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.









Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Как выбрать газовую горелку для пайки труб из меди
Чтобы не ошибиться с выбором, следует четко представлять, для каких целей приобретается газовая горелка. Для разовых работ по монтажу медного трубопровода в доме или квартире будет достаточно недорого аппарата с минимальным набором функций. Для профессионального применения стоит переплатить и отдать предпочтение мощным горелкам с широким функционалом от популярного производителя.
Рекомендуем ознакомиться: Тройник для соединения воздуховодов круглого сечения
Как правило, выбор инструмента осуществляется по следующим критериям:
- Мощность горелки. Определяет возможность пайки толстостенных медных труб и изделий большого диаметра.
- Тип топлива. Пропан, бутан, ацетилен, МАРР-газ и т.п.
- Область использования. Горелка для пайки труб, не всегда подойдет для резки, и наоборот.
- Материал, с которым предстоит работать. Медь хорошо соединяется пайкой с другими металлами: бронзой, сталью, никелем.
Из конкретных моделей газовых горелок, представленных на современном рынке, можно выделить продукцию нескольких крупных производителей:
- Kemper. Итальянский бренд, выпускающий горелки, работающие на одноразовых газовых баллонах. В комплекте идут сменные насадки.
- Rems. Немецкий производитель, выпускающий горелки с турбонаддувом и самоподжигом. Устройства работают с несколькими типами горючих смесей и используются для мягкой, либо жесткой пайки труб сечением до 64 мм. Пламя разогревается до 2500°С.
- Virax. Горелки работают на пропане и оснащаются механизмом пьезоэлектрического поджига. Средняя стоимость – 4500 рублей.
- Донмет. Выпускает ручные горелки средней ценовой категории. Аппараты снабжаются комплектом насадок и работают на разных газовых смесях.
- Kovica. Китайский бюджетный бренд, выпускающий модели на одноразовых пропановых баллонах. Стоимость инструмента начинается от 1500 рублей.
- Castolin. Выпускает универсальный инструмент, способный работать с несколькими видами топлива. В модификацию горелок включаются фиксатор пламени, набор сопел, регулятор интенсивности горения.
- Также, неплохие качественные аппараты выпускаются под брендами Rothenberger, Аллгаз, Профи-Тулс.

Если газовой горелки под рукой не окажется, ее функции может взять на себя строительный фен. Устройство не так удобно в использовании, но способно разогреть струю воздуха до температур, достаточных для плавления мягкого припоя.
Особенности выбора газовых горелок
Выбор газового оборудования для проведения пайки медных труб достаточно велик. На рынке представлены многие производители, например, Rems, Rothenberger и др. Диапазон цен широкий и зависит от модели.
Функции горелки предполагают не только пайку, но и резку металла, разморозку, обработку при высоких температурах, обогрев. Пропановая горелка удобна при работах на ветру.
Инструмент выбирают по таким характеристикам:
- тип горелки: инжекторная, безинжекторная;
- мощность: чем она больше, тем эффективнее работа с толстостенными трубами;
- вид газа: например, пропановая, ацетиленовая. Некоторые горелки многофункциональные и могут быть использованы с другим газом. Рекомендуется приобретать инструмент, работающий на одном виде топлива. Пропановая горелка используется в основном в промышленности.
- предназначение: если горелка произведена для пайки, то она не очень пригодна для резки;
- материал изделий, подлежащих обработке.
Выполнение пайки медных труб требует соблюдения правил техники безопасности: надевать защитные перчатки, которые сохранят руки от ожогов; проводить работы в проветриваемом помещении с хорошей вентиляцией; перед проверкой соединения убедиться, что оно остыло.
Выбор горелки в первую очередь зависит от целей, которые стоят перед мастером
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.









Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
Нанесение флюса
Пайка
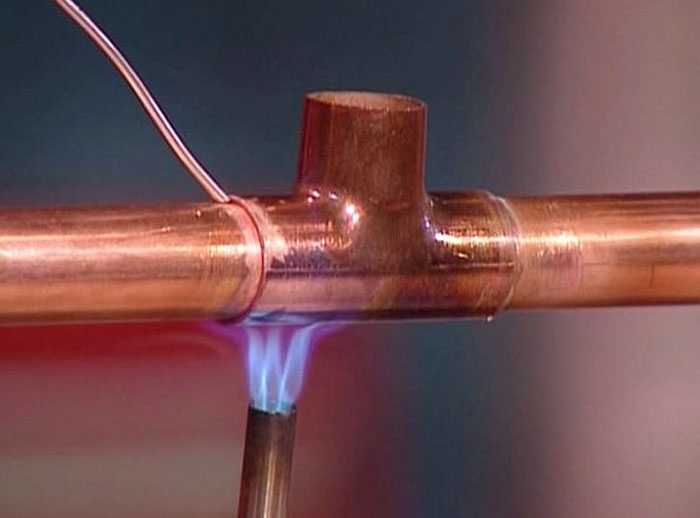
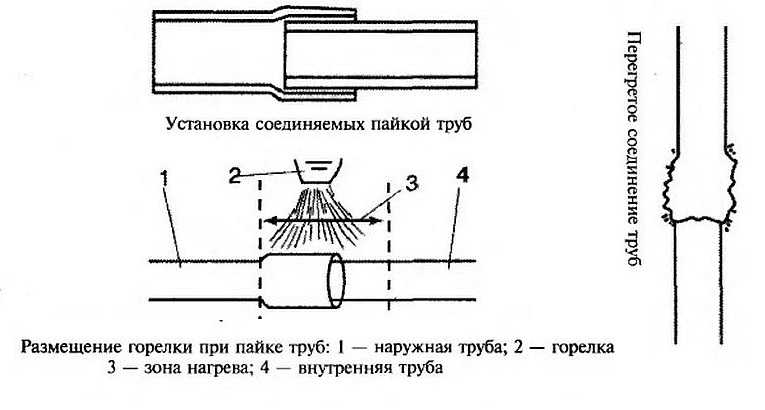
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
Надо снять окислившийся слой

Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
Нанесение флюса

Пайка
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300 °C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.









Пайка медных труб мягким припоем

Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Применение газовых горелок
Спаивание медных труб – это популярный метод соединения таких изделий для организации подачи воды в дом или квартиру. Данная технология стыковки труб берет свое начало еще со времен Древнего Египта. Несмотря на это, данный метод начал стремительно развиваться именно в последнее время.
Система водоснабжения со спайкой в местах соединений способна выдерживать высокие тепловые и гидравлические нагрузки.
Медные трубы отличаются высокой стоимостью. Это, пожалуй, их единственный большой недостаток. Зато достоинства с лихвой оправдывают их цену.
Широкое распространение они получили благодаря следующим свойствам:
- высокая коррозионная стойкость к внешним воздействиям;
- длительный срок службы, превышающий десятки лет;
- устойчивость к перепадам температур;
- высокая пластичность, что позволяет изготавливать трубы сложных форм;
- способность выдерживать значительные давления.
При установке любого трубопровода самым важным является надежное и герметичное соединение всех его деталей. В работе с медными трубами выделяют две основные методики работы: запрессовка и спаивание. Второй вариант является более надежным. Он гарантирует высокое качество соединений и их долговечность.
 Газовая горелка для пайки.
Газовая горелка для пайки.
Для состыковки труб данным методом необходим специализированный инструмент для пайки. В этих целях преимущественно используется газовая горелка для пайки меди.
Она отличается простотой использования, экономичностью и безопасностью. Кроме того понадобится еще: труборез, фаскосниматель, расширитель, молоток и рулетка.
Горелки могут отличаться друг от друга по используемому топливу, мощности и эффективности. На крупных предприятиях и строительных объектах используются устройства со стационарным газовым баллоном.
Для маленьких объемов работы или для домашних целей целесообразно использовать ручные аппараты с одноразовым баллоном.
При выборе инструмента важно обращать внимание на его мощность. Ее величина определяется температурой плавления припоя, который планируется использовать
Еще одним широко используемым материалом является алюминий. Он применяется и в промышленности, и в домашних условиях. Для надежного и качественного соединения отдельных алюминиевых деталей используют спаивание.
Сваривать этот материал не представляется возможным. Это обусловлено изменением его структуры при нагреве.
Горелка для пайки алюминия отлично справляется с поставленной задачей. В отличие от других методов, спаивание алюминия не так удобно. Однако оно оказывается наиболее предпочтительным во многих случаях. Осуществлять спайку можно с использованием газовоздушной ГВП.
Основные трудности, возникающие при работе с алюминием, связаны с окислом на его поверхности. Он появляется сразу же, даже если металл предварительно обработать.
Спаивание горелкой является более удобным по сравнению с использованием электрического паяльника. Это обусловлено возможностью контроля температуры пламени, что позволяет работать как с крупными, так и с мелкими деталями.
Для получения качественной спайки используют флюс. При работе в домашних условиях предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.
Виды газовых горелок
Газовые горелки
- крепление баллона со сжиженным газом;
- впускные форсунки;
- приборная головка;
- регулятор подачи топлива;
- редуктор.
Все горелки на газе по виду горючей смеси подразделяются на:
- пропановые горелки;
- на МАРР газу.
В быту различают два вида горелок:
- бытовые с температурой струи до 1500 градусов Цельсия;
- промышленные с температурой до 2000 градусов.
Отдельного упоминания стоят горелки на основе смеси ацетилена и кислорода. Такая аппаратура позволяет сваривать габаритные изделия и обеспечивает высококачественные швы.










Наиболее распространенным видом горелок является пропановая. Подобные аппараты оснащены пьезоэлектрической системой поджига и режимом экономии газовой смеси. Оптимальным вариантом для пайки медных деталей будет применение МАРР горелки.

Горелка для пайки меди.
Струя огня из такой горелки совершенно не пережигает медь и обеспечивает равномерный прогрев детали.
Горелки с одноразовым газовым баллоном – это лучший выбор для соединения медных изделий.
Такие аппараты обладают такими преимуществами:
- Простота использования.
Нет необходимости в подключении электрического питания. - Многофункциональность.
- Высокая мобильность.
Благодаря небольшому баллону с топливом аппарат можно переносить с места на место без больших физических усилий. - Безопасность.
Наличие обратных клапанов гарантирует безопасное отключение газа при возникновении аварийной ситуации. - Хороший пропай.
Мощное и равномерное пламя хорошо прогревает припой и заставляет его застывать максимально равномерно
Детали, для которых требуется повышенная прочность должны свариваться при помощи стационарных горелок. Такие аппараты, как правило, используют смесь пропана и кислорода для обеспечения значительно более качественного шва.
https://www.youtube.com/watch?v=N9QwpYEQpUw
Приборы для пайки меди со стационарными и съемными баллонами
Горелки для выполнения соединения труб из меди выпускаются не только с одноразовыми баллонами, подключаемыми непосредственно к приборам. Производители изготавливают еще устройства со стационарными топливными емкостями.

Газовая горелка на баллончик
Съемные одноразовые баллоны — наиболее удобный вариант. Вентиль на ручки газовой горелки позволяет регулировать количество поступающего топлива.
К преимуществам аппаратов с одноразовыми герметичными баллонами относятся следующие плюсы:
- Легкая перевозка.
- Несложный процесс использования, так как конструкция прибора позволяет занимать любое удобное положение во время работы.
- Возможность подключать к рукоятке различные сопла.
- Не надо подключаться к сети электрической энергии.
- Высокая степень безопасности, потому что есть обратные клапаны, которые способны перекрывать газ при возникновении нештатных ситуаций.
- Предоставляется возможность выполнять регулировку интенсивности пламени, что позволяет изменять скорость нагрева медных деталей и расходного материала в виде припоя.
- Имеется возможность получить швы хорошего качества, если выполняются все условия использования аппарата.
Устройства с одноразовыми баллонами также имеют недостатки. Самым существенным минусом таких приборов является маленький объем баллона с газовой смесью. Поэтому приходится часто покупать новые емкости при выполнении большого количества стыков.
Газовые горелки со стационарными баллонами отличаются возможностью создания пламени, имеющего высокую температуру. Это позволяет использовать в работе тугоплавкие припои, швы получается более качественные.
Область использования
Газовое оборудование подобного типа применяется для пайки медных изделий: соединение труб, пайка небольших трещин, соединение медного кабеля в муфтах, а также для ремонта плат с различными припоями.
Можно использовать горелку и для ремонта радиаторов как автомобильных, так и другого типа. Функция паяльника — это далеко не все возможности газового устройства.
В слесарном деле горелку используют для нагревания и раскручивания заржавевших болтов и других соединений.
С помощью температуры пламени можно отпускать твёрдый металл. Но наиболее широкое применение устройство получило в хозяйственном деле. Если вы предпочитаете отдых на природе, часто ходите в походы, вы охотник или рыбак, устройство для пайки станет незаменимым в природных условиях. С ним просто разжечь огонь, а в некоторых случаях даже разогреть еду. Охотники пользуются устройством для опаливания ощипанной птицы или некрупного кабанчика. А ведь изначально конструктор разрабатывал мини-горелку как устройство для пайки.
Выводы и полезное видео по теме
Видеоматериал о различных типах паяльного инструмента ручного использования, мобильного, универсального и т.д. Информативный, в достаточной степени ролик, рекомендуемый к просмотру:
Инструмент под пайку меди – газовая горелка – это достаточно специфичное оборудование, из числа инструмента, который требуется лишь в определенных случаях, если не считать профессиональную деятельность.
Его приобретение для исполнения одноразовой работы вряд ли следует считать рациональным делом. Практичнее одолжить аппарат на время, например, арендовать, но для этого требуется знать, что такое газовая горелка и как правильно ею пользоваться.
Подыскиваете качественную газовую горелку для пайки медных труб? Или есть опыт применения такого оборудования? Пожалуйста, оставляйте комментарии к статье, задавайте вопросы и участвуйте в обсуждениях. Форма для связи расположена ниже.





